 电子发烧友App
电子发烧友App


助焊剂在PCB行业中应用极广,其品质直接影响电子工业的整个生产过程和产品质量。随着RoHS和WEEE指令的实行,无铅化对助焊剂的性能提出了更高的要求,助焊剂已由传统的松香型向无卤、无松香、免清洗、低固含量方向发展,其组成也随之发生了相应的变化,各组分的相互作用,使助焊剂的性能更加优良
助焊剂通常是以松香为主要成分的混合物,是保证焊接过程顺利进行的辅助材料。焊接是电子装配中的主要工艺过程,助焊剂是焊接时使用的辅料,助焊剂的主要作用是清除焊料和被焊母材表面的氧化物,使金属表面达到必要的清洁度。它防止焊接时表面的再次氧化,降低焊料表面张力,提高焊接性能。助焊剂性能的优劣,直接影响到电子产品的质量。
助焊剂的基本组成
国内外助焊剂一般由活化剂、溶剂、表面活性剂和特殊成分组成。特殊成分包括缓蚀剂、防氧化剂、成膜剂等。
助焊剂的成分
近几十年来,在电子产品生产锡焊工艺过程中,一般多使用主要由松香、树脂、含卤化物的活性剂、添加剂和有机溶剂组成的松香树脂系助焊剂。这类助焊剂虽然可焊性好,成本低,但焊后残留物高。其残留物含有卤素离子,会逐步引起电气绝缘性能下降和短路等问题,要解决这一问题,必须对电子印制板上的松香树脂系助焊剂残留物进行清洗。这样不但会增加生产成本,而且清洗松香树脂系助焊剂残留的清洗剂主要是氟氯化合物。这种化合物是大气臭氧层的损耗物质,属于禁用和被淘汰之列。仍有不少公司沿用的工艺是属于前述采用松香树指系助焊剂焊锡再用清洗剂清洗的工艺,效率较低而成本偏高
免洗助焊剂主要原料为有机溶剂,松香树脂及其衍生物、合成树脂表面活性剂、有机酸活化剂、防腐蚀剂,助溶剂、成膜剂。简单地说是各种固体成分溶解在各种液体中形成均匀透明的混合溶液,其中各种成分所占比例各不相同,所起作用不同。
有机溶剂:酮类、醇类、酯类中的一种或几种混合物,常用的有乙醇、丙醇、丁醇;丙酮、甲苯异丁基甲酮;醋酸乙酯,醋酸丁酯等。作为液体成分,其主要作用是溶解助焊剂中的固体成分,使之形成均匀的溶液,便于待焊元件均匀涂布适量的助焊剂成分,同时它还可以清洗轻的脏物和金属表面的油污。
天然树脂及其衍生物或合成树脂
表面活性剂:含卤素的表面活性剂活性强,助焊能力高,但因卤素离子很难清洗干净,离子残留度高,卤素元素(主要是氯化物)有强腐蚀性,故不适合用作免洗助焊剂的原料,不含卤素的表面活性剂,活性稍有弱,但离子残留少。表面活性剂主要是脂肪酸族或芳香族的非离子型表面活性剂,其主要功能是减小焊料与引线脚金属两者接触时产生的表面张力,增强表面润湿力,增强有机酸活化剂的渗透力,也可起发泡剂的作用
有机酸活化剂:由有机酸二元酸或芳香酸中的一种或几种组成,如丁二酸,戊二酸,衣康酸,邻羟基苯甲酸,葵二酸,庚二酸、苹果酸、琥珀酸等。其主要功能是除去引线脚上的氧化物和熔融焊料表面的氧化物,是助焊剂的关键成分之一
防腐蚀剂:减少树脂、活化剂等固体成分在高温分解后残留的物质
助溶剂:阻止活化剂等固体成分从溶液中脱溶的趋势,避免活化剂不良的非均匀分布
成膜剂:引线脚焊锡过程中,所涂复的助焊剂沉淀、结晶,形成一层均匀的膜,其高温分解后的残余物因有成膜剂的存在,可快速固化、硬化、减小粘性。
助焊剂各成分的作用
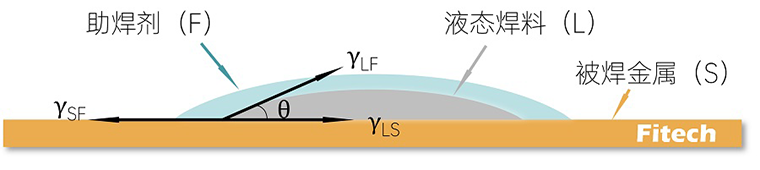
被焊金属工件表面存在氧化物、灰尘等污垢,阻碍工件基体金属和焊料之间以原子状态相互扩散,因此必须清除氧化物等以使表面清洁露出金属基体,但是被清洁的金属基体表面的原子在大气中又立刻被氧化,在焊接温度下,氧化速度更快。所以在焊接过程中加入助焊剂,用来协助提供没有氧化层的金属表面,并保持这些表面的无氧化物状态,直到焊锡与金属表面完成焊接过程。同时依靠焊剂的化学作用,与被焊金属表面的氧化物化合,在焊接温度下形成液态化台物,使被焊金属部位表面的金属原子与熔融焊料的原子相互扩散,以达到锡焊连接的目的。在焊接过程中助焊剂还能促进焊锡的流动和扩散,通过减小表面不平度来影响焊锡表面张力在焊锡扩散方向上的平衡。
理想的助焊剂除化学活性外,还要具有良好的热稳定性、粘附力、扩展力、电解活性、环境稳定性、化学官能团及其反应特性、流变特性、对通用清洗溶液和设备的适应性等。
助焊剂的上述作用都是通过其中的活化剂、溶剂、表面活性剂等成分的作用来实现的。
活化剂的作用机理
活化剂主要作用是在焊接温度下去除焊盘和焊料表面的氧化物,并形成保护层,防止基体的再次氧化,从而提高焊料和焊盘之间的润湿性。
助焊剂活化剂的成分一般为氢气、无机盐、酸类和胺类,以及它们的复配组合物。
氢气、无机盐
氢气和无机盐如氯化亚锡、氯化锌、氯化铵等是利用其还原性与氧化物反应,如:气体助焊剂中的氢气,在焊接之后水是其唯一的残留物;而且氢的还原作用能有效地清除金属表面的氧化物,把氧化物转化为水。
MxOy+yH2=xM+yH2O
同时,氢还为金属表面提供保护气体,防止金属表面在焊接完成之前再氧化。
有机酸
酸类活性剂(如卤酸、羧酸、磺酸)主要是因为H+和氧化物反应,例如:
有机酸的羧基和金属离子以金属皂的形式除去焊盘和焊料的氧化膜:
CuO+2RCOOH→Cu(RCOO)2+H2O
随后有机酸铜发生分解,吸收氢气,并生成有机酸与金属铜:
Cu(RCOO)2+H2+M→2RCOOH+M-Cu
松香(Colophony)用分子式表示为C19H29COOH,由于它含有羧基,使得它在一定的温度下,有一定的助焊作用;同时松香是一种大分子多环化合物,因此它具有一定的成膜性,在焊接过程中传递热量和起覆盖作用,能保护去除氧化膜后的金属不再重新被氧化。
现在有单一有机酸作活化剂,也有混酸用作活化剂。这些酸的沸点和分解温度有一定的差异,这样组合,可以使助焊剂的沸点和活化剂分解温度呈一个较大的区间分布。
有机卤化物
如羧酸卤化物、有机胺的氢卤酸盐。
张银雪以溴化水杨酸为活化剂,它在钎焊温度时,可热分解出溴化氢和水杨酸溶解基体金属表面的氧化物;并且水杨酸的羟基、羧基在钎焊时可与JH树脂反应交联成高分子树脂膜,覆盖在焊点表面。
有机胺的氢卤酸盐如盐酸苯胺,在焊接时,熔融的助焊剂与基板的铜进行反应,并产生CuC12和铜络合物。结果生成的铜化合物主要与熔融的焊料中的锡产生反应生成了金属铜,这些铜立即熔解到焊料之中,通过这些反应和铜在焊料中的熔解,使焊料在铜板上流布。反应如下:
Cu+2C6H5NH2•HCl→CuCl2+2 C6H5NH2+H2CuCl2+2C6H5NH2•HCl→Cu[C6H5NH3]2Cl
有机胺与酸复配使用
有机胺本身含有氨基-NH︰具有活性,加入有机胺可促进焊接效果。
为了减小助焊剂对铜板的腐蚀作用,可在配制的助焊剂中加入一定量的缓蚀剂,缓蚀剂通常选择有机胺。有机酸和有机胺混合会发生中和反应,生成中和产物。这种中和产物是不稳定的,在焊接温度下会迅速分解,重新生成有机酸和有机胺,这样就能保证有机酸原有的活性,焊接结束后,剩余的有机酸又会被有机胺中和,使残留物的酸性下降,减少腐蚀。因此加入了有机胺类以后,不仅可以调节助焊剂的酸度,可以使焊点光亮,在不降低焊剂活性的情况下,焊后腐蚀性降至最低
目前,这方面最适宜的是将润湿能力较强的有机胺和有机酸结合起来使用。如薛树满等人在专利中介绍了以脂肪族二元酸、芳香酸或氨基酸为活性成分复配的助焊剂。
此外,在焊剂中加入少量的甘油,不仅有助于焊剂的存储稳定性,也有助于活化剂的活性发挥。张鸣玲在助焊剂中加入二溴丁二酸、二溴丁烯二醇、二溴苯乙烯等来增强助焊剂的活性。
低温时活性缓和的是羧酸(包括二羧酸),它们的高温活性明显提高;活性较高的是有机磷酸酯、磺酸、有机胺(包括肼)的氢卤酸盐或者有机酸盐;卤代物和其取代酸的活性大小取决于它们的具体结构。
其它成分的作用
助焊剂中还包含许多其它有用成分。
溶剂主要作用是溶解焊剂中的所含成分,作为各成分的载体,使之成为均匀的粘稠液体。一般为醇类、酯类、醇醚类、烃类、酮类等。
高沸点的醇保护效果较好,但粘度大、使用不便;低沸点的醇黏度低,但保护性差,因而可以考虑选择混合醇的方法[9][10]。一般为高沸点和低沸点醇的混合物,有的使用水溶性的醇和不溶于水的醚作溶剂[11]。李伟浩以超支化结构和平均分子量为2000的水溶性聚合物作为助焊剂载体,超支化的分子构型不仅能提高聚合物的热分解温度,同时可以降低聚合物的粘度,增强聚合物的渗透和润湿性能。
表面活性剂主要作用是降低焊剂的表面张力,增加焊剂对焊粉和焊盘的亲润性。与Sn-Pb(63-37)相比,非铅焊料(如SAC3O5等)的熔点更高、表面张力更大,在高温时处理时间长,快速冷却时产生的内应力大,所以表面活性剂在提高非铅焊料焊接互连可靠性方面的作用更为突出。它们可以是非离子表面活性剂,阴离子表面活性剂,阳离子表面活性剂,两性表面活性剂和含氟类表面活性剂。
缓蚀剂一般为吡咯类,例如苯并三氮唑(BTA),它是铜的高效缓蚀剂,其加入可以抑制助焊剂中的活性剂对铜板产生的腐蚀。一般认为苯并三氮唑与铜反应生成不溶性聚合物的沉淀膜。王伟科根据化学分析和X射线分析,认为膜的经验式是BTA4Cu3Cl2•H2O和(BTA2Cu)2CuCl2•H2O,且聚合物和金属铜的表面平行,非常稳定。BTA在Cu2O层上成膜比在CuO层上成膜更容易,而且膜的厚度厚了近一倍。BTA的浓度大于l0-3 mol/L时,就可以很好地抑制铜的腐蚀。
防氧化剂主要功能是防止焊料氧化,一般为酚类(对苯二酚、邻苯二酚、2、6-二叔丁基对甲苯酚),抗坏血酸及其衍生物等。特别是在水溶性助焊剂中,一定要有防氧化剂。F•J•贾斯基在助焊剂中加入多核芳香族化合物,在加热时释放出N2形成惰性气氛从而防止氧化。
成膜剂选用烃、醇、脂,这类物质一般具有良好的电气性能,常温下起保护膜作用不显活性,在200 ℃ ~ 300 ℃ 的焊接温度下显示活性,具有无腐蚀、防潮等特点
触变剂其主要作用是赋予焊膏一定的触变性能,即焊膏在受力状态下粘度变小,以便于焊膏印刷。印刷完毕,在不受力状态,其粘度增大,以保持固有形状,防止焊膏塌陷。
增稠剂(又称增粘剂)主要作用是增加焊剂的粘度,以赋予焊膏一定的粘性,便于粘贴待焊元件。
界面化合物生长抑制剂:在焊盘铜表面形成的合金涂覆层中含有金属间化合物(IMC),它们的组成和厚度决定着组装焊接时的可焊性。例如在热风整平中形成Cu3Sn和Cu6Sn5,前者可焊性差,后者可焊性较好,而最表层的焊料层才是最好焊接的;在Sn-Pb(63-37)中,由于低共熔合金Sn/Pb的覆盖,其IMC的厚度小;在非铅焊料中,常加入其它金属(如SN100CL中的Ni或Co)来影响IMC层的厚度[14];而在助焊剂中,常加入草酸,2-氨基苯甲酸,喹啉,喹啉-2-羧酸等。此类化合物可在焊料与界面处形成一层界面化合物沉积层,可抑制焊料与基板的原子扩散,因此阻碍了金属间化合物的生长






















 工商网监
工商网监
评论