 电子发烧友App
电子发烧友App


一、前言
在线路板的制作过程中,多数厂家因考虑成本因素仍采用湿膜工艺成像,从而会造成图形电镀纯锡时难免出现“渗镀、亮边(锡薄)”等不良问题的困扰,鉴于此,本人将多年总结出的镀纯锡工艺常见问题的解决方法,与大家共同探讨。
二、湿膜板产生“渗镀”的原因分析(非纯锡药水质量问题)
1.丝印前刷磨出来的铜面务必干净,确保铜面与湿油膜附着力良好。
2.湿膜曝光能量偏低时会导致湿膜光固化不完全,抗电镀纯锡能力差。
3.湿膜预烤参数不合理,烤箱局部温度差异大。由于感光材料的热固化过程对温度比较敏感,温度低时会导致热固化不完全,从而降低湿膜的抗电镀纯锡能力。
4.没有进行后局/固化处理降低了抗电镀纯锡能力。
5.电镀纯锡出来的板水洗一定要彻底干净,同时须每块板隔位插架或干板,不允许叠板。
6.湿膜质量问题。
7.生产与存放环境、时间影响。存放环境较差或存放时间过长会使湿膜膨胀,降低其抗电镀纯锡能力。
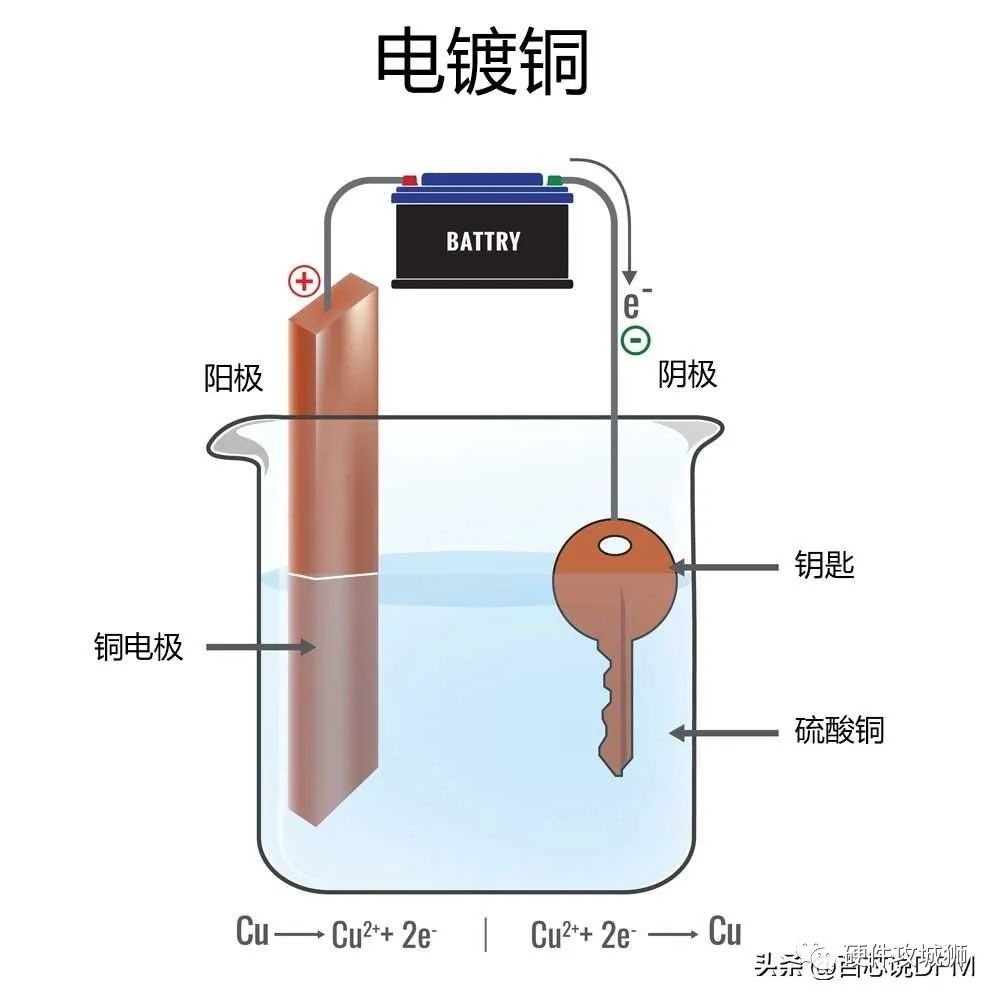
8.湿膜在锡缸中受到纯锡光剂及其它有机污染的攻击溶解,当镀锡槽阳极面积不足时必然会导致电流效率降低,电镀过程中析氧(电镀原理:阳极析氧,阴极析氢)。如果电流密度过大而硫酸含量偏高时阴极析氢,攻击湿膜从而导致渗锡的发生(即所讲的“渗镀”)。
9.退膜液浓度高(氢氧化钠溶液)、温度高或浸泡时间长均会产生流锡或溶锡(即所讲的“渗镀”)。
10.镀纯锡电流密度过大,一般湿膜质量最佳电流密度适应于1.0~2.0A/dm2之间,超出此电流密度范围,有的湿膜质量易产生“渗镀”。
三、药水问题导致“渗镀”产生的原因及改善对策
1.原因:
药水问题导致“渗镀” 的产生主要取决于纯锡光剂配方。光剂渗透能力强且在电镀的过程中对湿膜的攻击产生 “渗镀”。即纯锡光剂添加过多或电流稍偏大时就出现“渗镀”,在正常电流操作下,所产生的“渗镀”跟药水操作条件未控制好有关,如纯锡光剂过多、电流偏大、硫酸亚锡或硫酸含量偏高等,这些均会加速对湿膜之攻击性。
2.改善对策:
多数纯锡光剂的本身性能决定了其在电流作用下对湿膜攻击性比较大,为避免减少湿膜镀纯锡板“渗镀”产生, 建议平时生产湿膜镀纯锡板须做到三点:
①.添加纯锡光剂时须以少量多次的方式来进行监控,镀液纯锡光剂含量通常要控制下限;
②.电流密度控制在允许的范围内;
③.药水成分控制,如硫酸亚锡及硫酸含量控制在下限也会对改善“渗镀”有利。
四、市场纯锡光剂的特性
1.有的纯锡光剂局限于电流密度,操作范围比较窄,此种纯锡光剂通常容易产生湿膜“渗镀”,它对硫酸亚锡、硫酸及电流密度相对来讲操作条件参数控制允许标准范围也窄;
2.有的纯锡光剂适用之电流密度操作范围广,此种纯锡光剂通常不易产生湿膜“渗镀”,它对硫酸亚锡、硫酸及电流密度相对来讲操作条件参数控制允许标准范围也广;
3.有的纯锡光剂则对湿膜易产生“漏镀、渗镀、发黑”甚至线边“发亮”;
4.有的纯锡光剂对湿膜不产生线边“发亮”问题(不烤板或不过UV固化处理),但仍时有出现“渗镀” 问题,经烤板或过UV固化处理可以改善。湿膜板镀纯锡工艺前,不经烤板或过UV固化处理也不产生线边“发亮、渗镀”等问题,目前市场上这种纯锡光剂确实少。
具体操作应视不同药水供应商所提供的纯锡光剂特性,对药水操作电流密度、温度、阳极面积、硫酸亚锡、硫酸以及锡光剂含量等参数进行严格控制。
五、湿膜板镀纯锡产生线边“发亮”的原因
因纯锡光剂配方内一般含有机溶剂,而湿油膜本身由有机溶剂等材料组成,两者存在不兼容,特别是体现在线边缘位置“发亮”。
产生线边“发亮”的相关因素:
1.纯锡光剂(一般情况下,配方内会含有机溶剂);
2.电流密度偏低(电流密度越低越容易产生线边“发亮”);
3.烤板条件不符(烤板主要的目的是将湿油膜有机溶剂挥发掉);
4.丝印湿油膜厚度不均(油膜越厚的部分越易“发亮”);
5.湿油膜本身质量问题(选择湿油膜来匹配电镀纯锡药水);
6.前处理酸性除油剂质量(选择好的酸性除油剂,即增强了溶液的水洗性,又大大降低了除油后在铜面上残留的机率);
7.镀液锡光剂过量(过多锡光剂会造成镀液有机污染,为防止湿膜镀锡板随着产能的增大对锡缸造成污染,每半个月进行一次8小时的碳芯过滤,同时每周用5ASF、10ASF、15ASF的电流密度分别电解5小时、2.5小时和0.5小时);
8.温度有关(温度越高,低电位区走位越不均,试验证明温度越高越容易产生线边“发亮”。另外,温度高加速了Sn2+的氧化和添加剂的消耗。);
9.导电不良(导电不良直接造成电流密度严重偏低,电流密度低于10ASF时最容易出现线边“发 亮”)。
10.湿膜板存放时间长(湿膜镀纯锡板要存放在环境相对较好的车间,存放时间不能超过72小时,图形电镀工序员工视生产状况取板,但在电镀车间的存放时间最好不超过12小时);
11.镀纯锡槽阳极面积不足(镀锡槽阳极面积不足必然会导致电流效率降低,电镀过程中析氧。阳极与阴极面积比一般为2~3:1,纯锡槽阳极间隔标准为5cm左右,其目的是确保阳极面积足够)。
因此,一些不良问题其实只是某工序不起眼的细节所引起的,只要多方位的去考虑就能找到问题的关键,并解决它。
六、掌握市场湿膜质量的优缺点
湿膜质量好对减少线边“发亮”十分有利,但不能完全杜绝。另外,比较适用于做纯锡板之油膜不一定是好油膜,下面简单介绍湿膜质量特性:
1.好的湿膜不容易产生“渗镀”、耐电流密度高时油膜不容易被击穿且退膜相对容易;
2.有的湿膜也许对减少线边“发亮”问题确实能起到一定的作用,但退膜相对困难,此类湿油膜不适用于电流密度操作范围广的药水,稍高电流密度容易产生“渗镀、夹膜、发黑”甚至击穿油膜等问题 。
在线路板的制作过程中,多数厂家因考虑成本因素仍采用湿膜工艺成像,从而会造成图形电镀纯锡时难免出现“渗镀、亮边(锡薄)”等不良问题的困扰,鉴于此,本人将多年总结出的镀纯锡工艺常见问题的解决方法,与大家共同探讨。
二、湿膜板产生“渗镀”的原因分析(非纯锡药水质量问题)
1.丝印前刷磨出来的铜面务必干净,确保铜面与湿油膜附着力良好。
2.湿膜曝光能量偏低时会导致湿膜光固化不完全,抗电镀纯锡能力差。
3.湿膜预烤参数不合理,烤箱局部温度差异大。由于感光材料的热固化过程对温度比较敏感,温度低时会导致热固化不完全,从而降低湿膜的抗电镀纯锡能力。
4.没有进行后局/固化处理降低了抗电镀纯锡能力。
5.电镀纯锡出来的板水洗一定要彻底干净,同时须每块板隔位插架或干板,不允许叠板。
6.湿膜质量问题。
7.生产与存放环境、时间影响。存放环境较差或存放时间过长会使湿膜膨胀,降低其抗电镀纯锡能力。
8.湿膜在锡缸中受到纯锡光剂及其它有机污染的攻击溶解,当镀锡槽阳极面积不足时必然会导致电流效率降低,电镀过程中析氧(电镀原理:阳极析氧,阴极析氢)。如果电流密度过大而硫酸含量偏高时阴极析氢,攻击湿膜从而导致渗锡的发生(即所讲的“渗镀”)。
9.退膜液浓度高(氢氧化钠溶液)、温度高或浸泡时间长均会产生流锡或溶锡(即所讲的“渗镀”)。
10.镀纯锡电流密度过大,一般湿膜质量最佳电流密度适应于1.0~2.0A/dm2之间,超出此电流密度范围,有的湿膜质量易产生“渗镀”。
三、药水问题导致“渗镀”产生的原因及改善对策
1.原因:
药水问题导致“渗镀” 的产生主要取决于纯锡光剂配方。光剂渗透能力强且在电镀的过程中对湿膜的攻击产生 “渗镀”。即纯锡光剂添加过多或电流稍偏大时就出现“渗镀”,在正常电流操作下,所产生的“渗镀”跟药水操作条件未控制好有关,如纯锡光剂过多、电流偏大、硫酸亚锡或硫酸含量偏高等,这些均会加速对湿膜之攻击性。
2.改善对策:
多数纯锡光剂的本身性能决定了其在电流作用下对湿膜攻击性比较大,为避免减少湿膜镀纯锡板“渗镀”产生, 建议平时生产湿膜镀纯锡板须做到三点:
①.添加纯锡光剂时须以少量多次的方式来进行监控,镀液纯锡光剂含量通常要控制下限;
②.电流密度控制在允许的范围内;
③.药水成分控制,如硫酸亚锡及硫酸含量控制在下限也会对改善“渗镀”有利。
四、市场纯锡光剂的特性
1.有的纯锡光剂局限于电流密度,操作范围比较窄,此种纯锡光剂通常容易产生湿膜“渗镀”,它对硫酸亚锡、硫酸及电流密度相对来讲操作条件参数控制允许标准范围也窄;
2.有的纯锡光剂适用之电流密度操作范围广,此种纯锡光剂通常不易产生湿膜“渗镀”,它对硫酸亚锡、硫酸及电流密度相对来讲操作条件参数控制允许标准范围也广;
3.有的纯锡光剂则对湿膜易产生“漏镀、渗镀、发黑”甚至线边“发亮”;
4.有的纯锡光剂对湿膜不产生线边“发亮”问题(不烤板或不过UV固化处理),但仍时有出现“渗镀” 问题,经烤板或过UV固化处理可以改善。湿膜板镀纯锡工艺前,不经烤板或过UV固化处理也不产生线边“发亮、渗镀”等问题,目前市场上这种纯锡光剂确实少。
具体操作应视不同药水供应商所提供的纯锡光剂特性,对药水操作电流密度、温度、阳极面积、硫酸亚锡、硫酸以及锡光剂含量等参数进行严格控制。
五、湿膜板镀纯锡产生线边“发亮”的原因
因纯锡光剂配方内一般含有机溶剂,而湿油膜本身由有机溶剂等材料组成,两者存在不兼容,特别是体现在线边缘位置“发亮”。
产生线边“发亮”的相关因素:
1.纯锡光剂(一般情况下,配方内会含有机溶剂);
2.电流密度偏低(电流密度越低越容易产生线边“发亮”);
3.烤板条件不符(烤板主要的目的是将湿油膜有机溶剂挥发掉);
4.丝印湿油膜厚度不均(油膜越厚的部分越易“发亮”);
5.湿油膜本身质量问题(选择湿油膜来匹配电镀纯锡药水);
6.前处理酸性除油剂质量(选择好的酸性除油剂,即增强了溶液的水洗性,又大大降低了除油后在铜面上残留的机率);
7.镀液锡光剂过量(过多锡光剂会造成镀液有机污染,为防止湿膜镀锡板随着产能的增大对锡缸造成污染,每半个月进行一次8小时的碳芯过滤,同时每周用5ASF、10ASF、15ASF的电流密度分别电解5小时、2.5小时和0.5小时);
8.温度有关(温度越高,低电位区走位越不均,试验证明温度越高越容易产生线边“发亮”。另外,温度高加速了Sn2+的氧化和添加剂的消耗。);
9.导电不良(导电不良直接造成电流密度严重偏低,电流密度低于10ASF时最容易出现线边“发 亮”)。
10.湿膜板存放时间长(湿膜镀纯锡板要存放在环境相对较好的车间,存放时间不能超过72小时,图形电镀工序员工视生产状况取板,但在电镀车间的存放时间最好不超过12小时);
11.镀纯锡槽阳极面积不足(镀锡槽阳极面积不足必然会导致电流效率降低,电镀过程中析氧。阳极与阴极面积比一般为2~3:1,纯锡槽阳极间隔标准为5cm左右,其目的是确保阳极面积足够)。
因此,一些不良问题其实只是某工序不起眼的细节所引起的,只要多方位的去考虑就能找到问题的关键,并解决它。
六、掌握市场湿膜质量的优缺点
湿膜质量好对减少线边“发亮”十分有利,但不能完全杜绝。另外,比较适用于做纯锡板之油膜不一定是好油膜,下面简单介绍湿膜质量特性:
1.好的湿膜不容易产生“渗镀”、耐电流密度高时油膜不容易被击穿且退膜相对容易;
2.有的湿膜也许对减少线边“发亮”问题确实能起到一定的作用,但退膜相对困难,此类湿油膜不适用于电流密度操作范围广的药水,稍高电流密度容易产生“渗镀、夹膜、发黑”甚至击穿油膜等问题 。












 工商网监
工商网监
评论