 机器人使用CMT焊接的标准控制应用分析
机器人使用CMT焊接的标准控制应用分析
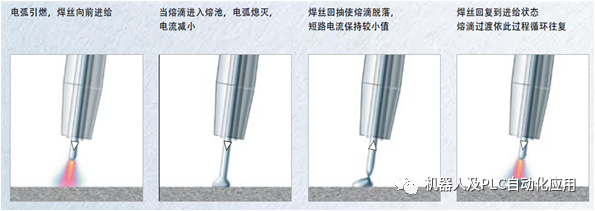
FroniusCMT是一种工作方式技术:
焊接开始,焊枪伺服电机驱动,焊丝与板材电弧引燃,焊丝融化融滴滴进熔池,当数字化的控制监测到一个短路信号,就会反馈给送丝机,送丝机作出回应,迅速回抽焊丝,从而使得焊丝与熔滴分离。焊丝恢复到进给状态电弧再次引燃,循环往复到焊接结束,频率由送丝速度决定。
CMTBraze+的焊枪头较标准的CMT焊枪头有很大变化
1 灭弧罩内置水循环冷却
优点:
使枪头及时冷却,可以长时间进行焊接;
降低了灭弧罩粘连飞溅,易于灭弧罩除尘
2 灭弧罩头部形状进行改良
优点:
使保护气体更加集中,节省气体流量;
由于气流集中,降低了飞溅量
CMTBraze+多用于表面件的焊接.
网上视频:
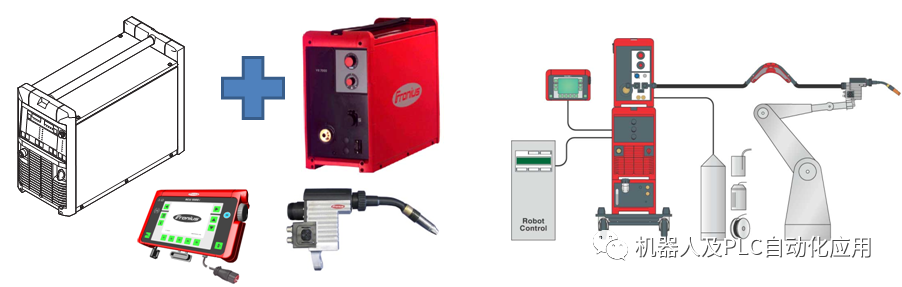
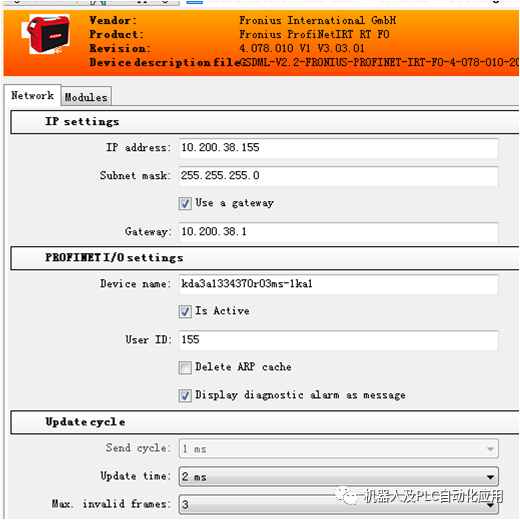
机器人组态Fronius焊机

CMT 中F里量的使用:
F549 用于与PLC的IO交换
IF $FLAG[F_m_MIG1] THEN -使用MIG-
MIT_MIG1=TRUE -使用MIG-
ELSE
MIT_MIG1=FALSE -不使用MIG-
ENDIF
IF MIT_MIG1 THEN
A1860 不带CMT焊
$OUT[O_MS1_o_Proz]=$IN[I_MS1_o_Proz] OR $FLAG[F_o_Prozess]
E209不使用工具 或者 F525 不带工具
A210维护警告
$OUT[O_MS1_W_akt]=$OUT[O_R_Auto] AND NOT $IN[I_MS1_W_akt]
A12 机器人自动,没有E1865没有维修警告
A212缺少冷却水
$OUT[O_MS1_H2O_io]=$OUT[O_R_Auto] AND NOT $IN[I_MS1_H2O_io]
A12 机器人自动,没有 E1870冷却液i.O.
A213焊接气故障
$OUT[O_MS1_Gas_io]=$OUT[O_R_Auto] AND NOT $IN[I_MS1_Gas_io]
A12 机器人自动,没有E1869焊接气体i.O.
A214无丝故障
$OUT[O_MS1_Draht_io]=$OUT[O_R_Auto] AND NOT $IN[I_MS1_Draht_io]
A12 机器人自动 ,没有E1872有焊丝存在
A216总故障
$OUT[O_MS1_S_St]=$OUT[O_R_Auto] AND $COULD_START_MOTION AND (NOT $IN[I_MS1_S_St] OR $FLAG[F_MS1_Sammel]) AND $timer_flag[TimerNr_Ein]
A12机器人自动,程序正在执行,没有E1858没有总故障,F573 CMT在运行USER时超时或或者在运行MAKRO时停止产生的超时,T44 超时故障
F522 开启节能模式
IF $FLAG[F_m_e_Mode] THEN F522
Mit_e_Mode=TRUE 使用节能功能
ELSE
Mit_e_Mode=FALSE
ENDIF
-----USER用户程序用法-----------
-
机器人
+关注
关注
211文章
28440浏览量
207195 -
伺服电机
+关注
关注
85文章
2048浏览量
57896 -
焊接
+关注
关注
38文章
3138浏览量
59801
原文标题:机器人使用CMT焊接的标准控制应用分析
文章出处:【微信号:gh_a8b121171b08,微信公众号:机器人及PLC自动化应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
焊接机器人焊接工艺了解吗?管道焊接机器人可视焊缝追踪系统介绍
焊接机器人与传统焊接的区别
焊接机器人编程技巧与注意事项
焊接机器人拖拽轨迹怎么设置

焊接机器人示教模式怎么设置

焊接机器人视觉控制技术有哪些组成
FMEA在焊接机器人研发中的应用
焊接机器人怎么调焊接速度

焊接机器人调试技巧有哪些

六轴焊接机器人的操作流程
机器人焊接与人工焊接对比分析

视觉机器人焊接的研究现状

焊接专机与焊接机器人哪个好

机器人焊接技术的应用与发展前景
焊接机器人的工作原理与优势分析






 工商网监
工商网监
评论