 一种基于PROFIBUS-FMS在汽车厂总装车间的应用
一种基于PROFIBUS-FMS在汽车厂总装车间的应用
沈阳华晨金杯M1工厂主要生产中华轿车,在总装车间的设备监控系统中,具有能实时监控设备状态,对现存故障给出准确的报警提示等功能。要实现这些功能,必须实现对现场的数据的采集。现场OEM的设备中控制器大都采用了西门子S7 300 PLC,这些设备包括:生产线主输送链,车门分装线,仪表板分装线,轮胎输送线,发动机机分装线。
1系统分析
M1工厂总装车间生产线上生产线主输送链PLC型号为S7 318-2DP,其余输送线,包括车门分装线,仪表板分装线,轮胎输送线,发动机分装线均为S7 315-2DP。
上述西门子S7 300 系列PLC都支持PROFIBUS协议, PROFIBUS是一种国际化、开放式、不依赖于设备生产商的现场总线标准。广泛适用于制造业自动化、流程工业自动化和楼宇、交通、电力等其他领域自动化,PROFIBUS由三个兼容部分组成,即PROFIBUS-DP、PROFIBUS-PA、PROFIBUS-FMS。PROFIBUS-DP:是一种高速低成本通信,用于设备级控制系统与分散式I/O的通信;PROFIBUS-PA:专为过程自动化设计,可使传感器和执行机构联在一根总线上,并有本征安全规范;PROFIBUS-FMS:用于车间级监控网络,是一个令牌结构、实时多主网络。
1.1 PROFIBUS –FMS特点分析
PROFIBUS -FMS使用了第1层、第2层和第7层。应用层(第7层)包括FMS(现场总线报文规范)和LLI(低层接口)。FMS包含应用协议和提供的通信服务。LLI建立各种类型的通信关系,并给FMS提供不依赖于设备的对第2层的访问。
PROFIBUS—FMS是车间级现场总线,主要用于车间级设备监控,完成车间生产设备状态及生产过程监控、车间级生产管理、车间底层设备及生产信息集成。它提供了大量的通信服务,如现场信息传送、数据库处理、参数设定、下载程序、从机控制和报警等,适用于完成以中等传输速度进行较大数据交换的循环和非循环通信任务。
由于它是完成控制器与智能现场设备之间的通信以及控制器间的信息交换,因此它主要考虑系统的功能,而不是系统的响应时间。PROFIBUS-FMS在使用RS-485时,其通信速率为9.6 Kbps-500 Kbps,距离1.6Km-4.8Km,最多可接122个节点,使用FSK(频移链控)时,最多32个节点,距离可达5Km,介质可为双绞线或光缆。功能强大的FMS服务可在广泛的应用领域内使用,并为解决复杂通信任务提供了很大的灵活性。
1.2 方案分析
在M1工厂的现场实际情况是,设备监控系统功能是在生产线投产以后才投资新增的一个功能模块,因此要求在施工的过程中不能影响生产的正常进行,现场输送链PLC要传送给上级的数量较大,但实时性要求不是很高。结合现场实际情况以及PROFIBUS三种协议的特点,现场选择组建了PROFIBUS-FMS网络以实现数据的采集。由于现场OEM的PLC都具有各自的任务,为了不影响现有功能,增加了一台西门子S7 315-2 DP。
此 PLC在和其它现场的每台PLC进行通讯的同时,作为与上级系统进行通讯的网桥(与上级系统进行通讯还需要进行协议转换)。这台PLC与现场的PLC之间组成FMS网络。为了组建FMS网路,在每台PLC上都安装了西门子的CP 343-5通讯模块。CP 343-5通讯模块支持FMS协议,其主要任务是:
从PROFIBUS上接收数据,把FMS的格式转化为PLC所要求的特定格式,并把数据送到CPU的用户数据区。
从CPU用户数据区获得数据,转换成FMS格式,发送到PROFIBUS上。
现场系统构成图如下:
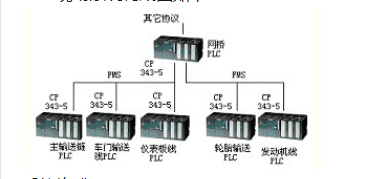
系统构成图
2 软件组态和编程
2.1 建立FMS连接的步骤
在建立FMS连接的过程中主要对以下几个步骤的进行配置:
打开已经组态好的PLC站点
增加要建立FMS连接的PLC工作站,在组态的过程中注意要把所有CP343-5的网络连接到相同的PROFIBUS上。
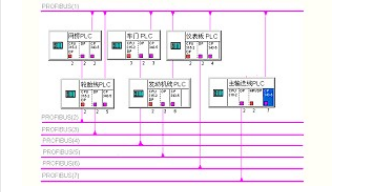
点击Configure Network按钮,进入网络组态界面,下图为中华工厂网络组态图,其中所有的CP343-5都连接到PROFIGBUS(1)(PROFIGBUS-FMS)上,这里为每个站点分配了地址。每台PLC还有自己单独的PROFIGBUS-DP网络。
PROFIGBUS网络图
点击Insert-》Connection,进入FMS连接界面 ,逐个选择要建立连接的伙伴,连接类型选择FMS connection 如下图所示:

FMS连接图
然后对以下参数进行配置或指定:
1) 进一步指定传输特性
2) 匹配FMS通讯伙伴的服务
3) 组态FMS的数据接收端(客户端):指定读或者写的通讯变量;指定报告变量进入的数据区;为被保护的变量分配设备存取权。
4) 组态FMS数据发送端(服务端)。
5) 在组态的过程中要注意通讯地址和通讯变量的匹配。
最后把组态好的配置下载到PLC中,实现FMS连接。
2.2 编程
在S7 软件中为FMS通讯已经编写好了通讯功能模块,各功能模块的功能如下:
FB2:校验设备属性
FB3:读取数据
FB4:传输没有确认的数据
FB5:状态校验
FB6:写数据
只要我们根据需要调用相应的功能模块就可以实现数据的传输。
在中华工厂的实际应用中,由于网桥PLC要于其他现场的每个PLC都要进行通讯,而现场PLC之间没有直接的进行通讯,而是通过网桥PLC中转完成的,因此现场的PLC每类的功能块只调用一次,而网桥PLC要为和每个PLC通讯分别调用各类的功能块。
在调用功能块时要指定一个数据块(DB块),作为传输数据的储存区。这个数据块建好以后,通过编程把要进行数据通讯的数据存储到数据块内,然后在变量表里把数据块设定为通讯变量并指定其索引值。
3结语
沈阳华晨金杯客车有限公司中华工厂总装车间的FMS网络,在实施的过程中对原有的程序中增加发送和接收数据块,程序的改动量很小,完全没有影响到正常生产的进行,总之FMS的灵活方便,是一种比较好的解决车间级通讯的传输协议。M1工厂FMS网络从2003年初开始运行以来,一直比较稳定可靠,能够实时的监控设备状态,给出设备故障提示,这为提高设备运行率提供了很大的帮助,很好的达到了设计要求。只是在后来的改造中拆除了仪表板分装线,在程序中相应去除了仪表板节点,但对于整个系统通讯没有任何的影响,这也体现了系统灵活的一面。
编辑:jq
-
plc
+关注
关注
5008文章
13146浏览量
461959 -
cpu
+关注
关注
68文章
10824浏览量
211088 -
DB
+关注
关注
0文章
48浏览量
22689 -
FMS
+关注
关注
0文章
26浏览量
8662
发布评论请先 登录
相关推荐
东软获得某汽车厂商全球导航软件产品定点项目
Modbus转Profibus网关在汽车行业的应用

FMS柔性制造系统的结构组成
FMS柔性制造系统的生产工序
FMS柔性制造系统的元器件有哪些
FMS柔性制造系统的结构各环节的功能
LoRa大变化:FMS组网技术,与LoRa Mesh有何不同?

网络安全数字孪生:一种新颖的汽车软件解决方案
新能源汽车需要怎样的主驱逆变器?汽车厂商又如何选择合适的主驱方案?






 工商网监
工商网监
评论