 现场总线技术的基本认知及在水泥行业中的应用
现场总线技术的基本认知及在水泥行业中的应用
1 、引言
水泥工业作为当前国民经济支柱产业之一,在我国国民经济中占据重要地位。随着计算机、通讯、网络等信息技术的飞速发展,水泥工业的自动控制系统正向着智能化、数字化和网络化方向迈进。现场总线作为一种正在发展的新技术,正在迅速覆盖从工厂的现场设备层到控制、管理的各个层次,既可以将一个现场设备的运行参数、状态以及故障信息等送往控制室,又可将各种控制、维护、组态命令甚至现场设备的工作电源等送往各相关的现场设备,从而沟通了生产过程现场控制设备之间及其更高控制管理层之间的联系。
2、 现场总线技术简介
2.1 现场总线基本认知
现场总线是安装在生产过程区域的现场设备、仪表与控制室内的自动控制系统之间一种串行、数字式、多点通信的数据总线,它位于生产控制和网络结构的低层,也称为低层控制网络。它与工厂的现场设备直接连接,将现场测量控制设备互联为通信网络,实现不同网段、不同现场通信设备的信息共享;同时又将现场运行的各种信号传到远离现场的控制室,并进一步与操作终端、上层控制管理网络连接和信息共享。
2.2 现场总线的特点
在传统的模拟控制系统中,现场的仪表设备与控制室的控制器之间,通常采用一对一的物理连接,实现模拟信号的通讯。而在现场总线控制系统中,现场的仪表设备多采用智能化设备,通讯方式由数字信号取代了模拟信号,只需一根电缆即可将多个现场设备的多个运行参数传人控制室,同时还可为多个设备提供电源,这样不仅简化了系统结构,节约了硬件投资,同时还便于安装和维护。
基于现场总线技术的控制系统具有如下特点:
(1)系统开放性好,基于同一种总线协议的不同厂家的设备可以互连;
(2)具有智能化和功能自治性;
(3)可靠性高,抗干扰能力强;
(4)具有显著的经济性,基于现场总线技术的控制系统可节省硬件投资和安装费用。
2.3 几种主要现场总线技术
2.3.1 基金会现场总线(FF,Foundation Fieldbus)
它以ISO/OSI开放系统互连模型为基础,取其物理层、数据链路层、应用层为FF通讯模型的相应层次,并在应用层上增加了用户层。
2.3.2 Lon Works采用了ISO/OSI模型的全部七层通讯协议,采用了面向对象的设计方法,通过网络变量把网络通讯设计简化为参数设置。支持双绞线、同轴电缆、光纤、射频等多种通讯介质,是具有强劲实力的现场总线技术。
2.3.3 CAN总线
CAN是控制局域网总线(Control Area Network)的简称,最早用于汽车内部测量与执行部件间的数据通信,其总线规范现已被ISO国际标准组织制定为国际标准,广泛应用在离散控制领域。其模型结构只有三层,即只取OSI低层的物理层、数据链层和顶层的应用层。
2.3.4 HART
HART是Highway Addressable Remote Transducer的缩写。特点是现在有模拟信号传输线上实现数字信号通信,属于模拟系统向熟悉系统转变过程中的过渡性产品。
2.3.5 PROFIBUS
Profibus是德国国家标准DIN19245和欧洲标准EN50170的现场总线标准,包含3种类型,即Profibus-DP、Profibus.FMS和Profibus.PA。该总线技术是以西门子公司为主的德国公司和研究所共同推出的。DP型用于分散外设间的高速数据传输,适合于加工自动化领域的应用。FMS意为现场信息规范,PROFIBUSFMS适用于纺织、楼字自动化、可编程控制器、低压开关等。PA专为过程自动化设计,标准的本质安全的传输协议,实现了IEC1158-2中规定的通讯规程,用于对安全性要求高的场合及由总线供电的站点。
Profibus的传输速率为9.6kbps一12Mbps,最大传输距在12Mbps时为100m,1.5Mbps时为400m,可用中继器延长至10km。其传输介质可以是双绞线,也可以是光缆,最多可连接127个站点,可实现总线供电和本质安全防爆。Profibus现场总线协议的会员单位已有1000多家,支持该标准的产品有2O0余种,市场占有率已达20%左右。Profibus是世界上最成熟、市场占有率最高的一种现场总线。
3、 现场总线技术的应用
3.1 传统模拟控制方式
在以往水泥厂窑尾系统工况监测中,我们采用的是一对一模拟控制方式,见图1:
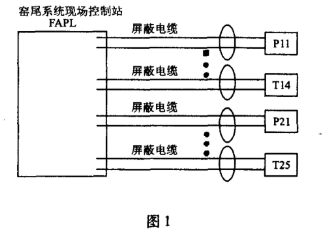
这种方式中,现场每一台仪表的测量信号,均通过各自的电缆以模拟量信号方式传人现场控制站,在现场控制站中还需要配备相应的AI、AO模件,每一个模拟量信号需占用一个通道,由于窑系统的仪表测点很多,控制站需设大量的模拟量模件,硬件投资大,而且设备维护任务也很重。
3.2 现场总线控制方式
水泥的生产过程是一个复杂的过程,它的工艺特点决定了其工业环境的恶劣性、现场设备的多样性和复杂性。需要处理多达数千个甚至上万个不同的过程变量,包括各种设备的运行参数和状态信息,各类工艺参数(如压力、温度、料位等)以及生产数据信息等。水泥厂自动化的实现要求可性高、抗干扰性强、稳定、实用和易操作,所以采用比较成熟的现场总线Profibus。
图2是采用Pmfibus现场总线的控制方式的结构图。控制站与现场控制器之间通过光缆进行通讯,而控制器通过一耦合器与现场总线仪表相连接。控制站通过双绞线经光纤HUB与现场控制器进行通讯,上位机采用标准的TCP/IP协议进行通讯,而下位机中,现场控制器和各I/O站和耦合器之间采用工业中标准的PROFIBUS-DP进行通讯,而耦合器和现场总线仪表之间采用PROFIBUS—PA通讯协议。
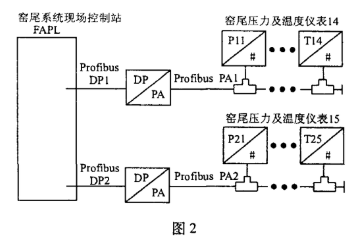
在这种方式中,现场多个仪表的测量信号,通过一根总线电缆,采用数字信号的通讯方式,经PROBUS DP/PA耦合器传人现场控制站,在现场控制站中通过PROFIBUS DP卡件与控制器相连,省去大量模拟量模件。
在系统之中还有现场总线仪表的硬件组态和软件组态两大部分内容,本文中不再详细介绍。
水泥厂用于窑系统工况监测的仪表设备较多且分布较为集中,采用现场总线的控制方式,业主既可省去许多的计算机系统硬件及电缆投资,还可减少大量的电缆敷设工作,不仅节约安装费用,还便于生产维护。此外水泥工业生产中的一些大型设备如辊压机、篦冷机、立磨等,这些设备的自动化控制较为复杂,他们与DCS系统通讯的点数很多,采用现场总线局域网,设备本体控制参数及时全面的传人DCS系统,这样不仅便于对设备进行控制监测,对优化设备的使用性能也大有帮助。
4、 结束语
经长时间使用证明,采用PROFIBUS现场总线技术的作业系统大大提高了水泥企业的自动化水平,同时对提高产品产量、质量,降低能耗,减轻劳动强度,实现文明生产等方面都有着显著的经济效益和社会效益。例如山东丛林集团水泥项目中,对篦冷机、立磨均采用现场总线局域网控制方式,大大提高了企业的综合经济效益。随着现场总线技术的发展完善,它在水泥行业中的应用会更加广泛。
责任编辑:gt
-
控制系统
+关注
关注
41文章
6497浏览量
110363 -
自动化
+关注
关注
29文章
5465浏览量
78971 -
现场总线
+关注
关注
3文章
518浏览量
38519
发布评论请先 登录
相关推荐






 工商网监
工商网监
评论