 电子发烧友App
电子发烧友App


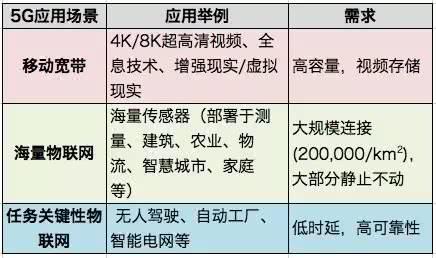
1.概述
電路板品質的好壞,問題的發生與解決,製程改進的情況,在在都需要微切
片(microsectioning)做為觀察研究與判斷的根據,微切片做的好不好,真不真與討論研判的正確與否大有關係在焉。一般生產線為品質監視(monitoring)或出貨時品管為求品質的保証等所做的多量切片,因係在匆忙及經驗不足情況下所趕出的,故至多只能看到真相的六、七成而已,有的在缺乏指導及比較情況下,甚至連一半的實情都看不到,在一片模糊及含混的影像下,能看出什麼來?這樣的切片有什麼意義?若只是為了應付公事當然不在話下,若的確想要做好品質及徹底找出問題解決問題,則必須仔細做切、磨、拋及咬等功夫才會有清晰可看的微切片,不致造成誤判。
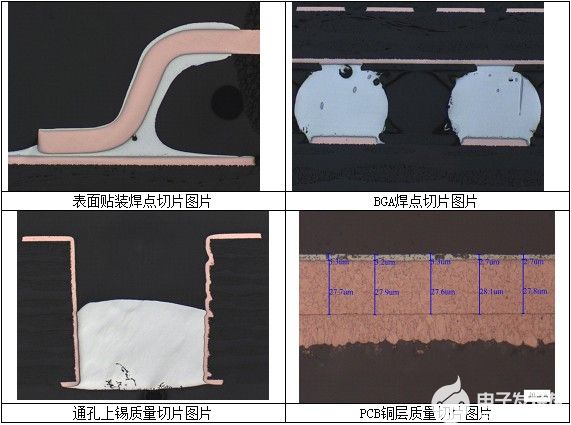
2.分類
電路板的解剖式破壞性切片法大體上可分為三類:
(1) 一般切片(正式名稱為微切片)
可對通孔區及板面其他區域灌滿封膠後做了垂直切片(Vertical Section),也可對通孔做水平切片(Horizontal Section)是一般常見的做法。(見雜誌NO:4 P37,附圖見後)
(2) 切孔
是小心用鑽石鋸片將一排通孔自正中央切成兩半,或用砂紙將一排通孔磨去一半,將切半不封膠的通孔置於20x-40x的立體顯微鏡(或稱實體顯微鏡)下觀察半個孔壁的全部情況。此時若也將通孔的後背再磨的很薄時,則底材將呈透明狀,可進行背光法(Back light)檢查孔銅層敷蓋的情形。
(3) 斜切片(45°或30°)
可對多層板面區或通孔區做層次間45°的斜切,然後以實體顯微鏡觀察45°切面上導體間的情形。
3.製作技巧
除第二類切孔法是用以觀察半個孔壁的原狀表面情況外,其餘第一及第三類
都需最後的仔細拋光,才能看到各種真實的情況,此點為切片的成敗關鍵,此點至為重要不可掉以輕心。以下為製作過程的重點。
3.1取樣:
以特殊的切模自板上任何處取樣或用剪床剪樣,注意不可太逼近孔邊,以防造成通孔受拉力而變形,也應注意取樣的方法,最好先切剪下來,再用鑽石鋸片切下所要的切樣,減少機械應力的後患。
3.2封膠
封膠的目的是將通孔灌滿,把要觀察的孔壁固定夾緊,使在磨削時不致被拖立延伸而失真,封膠一般多用特殊的尃密商品,以Buhler的各系列的尃用封膠為宜,但價格很貴,可改用其他種類,但以透明度良好硬度大,氣泡少者為佳,例如:黑色用於小零件封膠用的環氧樹脂,牙膏狀的二液型環氧樹脂封填膠,南寶樹脂,甚至綠漆也可充用,注意以減少氣泡為要,為使硬化完全,多需烤箱催化使快速反應。
為使切樣的封膠方便進行,正式的方法是用一種捲撓式的彈簧夾具,將樣片夾入,使在封膠時保持直立狀態。正式切片的封膠體是灌注於圓柱狀的藍色橡皮模具內,硬化後只要推擠橡皮模子即可輕易將樣片圓柱推出,非常方便。此種特用的橡皮模也是Buhler 的產品且國內不易買到,一般較麻煩的做法及簡易的做法有:
3.2. 1在鋸短的鋁管內壁噴以脫模劑,另將樣片用雙面膠帶直立在玻璃板上,再把鋁管套在樣片周圍,要使管的下緣與玻璃板的表面密合,使膠液不致漏出,待硬化後即可將圓柱取出或改用漏斗斜壁形的模具更容易脫模。
3.2.2用膠粉在熱壓模具以漸增之壓力使能灌滿通孔並同時進行硬化成為實體,在各種切片圓體中,以此種最美觀。
3.2.3將多個切片以鋼梢串起,在於特殊的模具中將多片同時以液膠灌滿,同時可磨多片,稱為Nelson-Zimmer法,可同時磨九個圓柱,而每個柱中可封入5.6個切片之多,是一種大量的做法。
3.2.4用購買現成的壓克力模具,將樣片置入,封膠即可。
3.2.5最簡單的做法是將膠體塗在PE紙上,使切樣上的各通孔緩緩的刮過膠面,強迫膠膏擠入孔內,然後倒插入木板槽縫中,集中入烤箱,使其烤硬,也可改用綠漆填膠。
3.2.6少量切樣可用竹籤條直接在孔口處填膠,然後直立烤硬,最後兩種因膠體很少,故磨削時間能夠節省,但要保持磨面的水平,要靠功夫及手勢了,但真正的好切片是由此種簡單的方法做出來的。
3.3磨片(Grinding) :
是利用砂紙的切削力將樣片磨到孔的正中央,以便觀察孔壁斷面情況的步驟。為節省時間大量製作,多用快速轉盤做快速磨削法,可用有背膠的砂紙貼在盤面上,也可用邊緣匝狀固定器將紗紙固定,或紙有中心洞套入轉軸心上,在水濕及高速轉動時;砂紙會平貼在盤面上而可以進行磨削。少量簡單的切樣只要用手在一般砂紙上平磨即可連轉盤也可省掉,以上所用的砂紙番號以下述為宜。
3.3.1 220 號粗磨到孔壁斷層的兩條平行線將要出現為止,注意要噴水或他種液體以減熱。
3.3.2改用400號再磨到 “孔中央”的“指示線”出現。
3.3.3改用600號以上細砂紙輕磨幾下,以改正不平行的斜磨即可。
3.4拋光(Polish)
要看到切片的真相,必須要做仔細的拋光,消除砂紙的刮痕。大量時,轉盤式毛毯加氧化鋁懸浮液當做助劑,做轉微接觸式的拋光,注意在拋光時要時常改變切樣的方向,使有更均勻的效果,直到砂痕完全消失為止。少量切樣可改用一般布頭,及擦銅油膏即可進行,也要時常改變拋動的方向,前後左右以及圓周式運動,手藝功夫做的好時,效果要比高速轉盤拋光要更為清晰,更能保存真相,但較費時。拋光的壓力要輕,往復次數要多,效果才更好,而且油性拋光所得銅面的真相要比水性拋光更好。
3.5微蝕 (microetch) :
將拋光面用水或稀酒精洗淨及吹乾後,即可進行微蝕,以找出金屬的各自層面,以及結晶狀況,此種微蝕看似簡單,但要看到清楚細膩的真像,卻很不容易,不是每次一定成功的。不行時只有再輕拋數次,重做微蝕,以找出真像。微蝕液配方如下:
“10 cc氨水 + 10 cc純水 + 2?3滴雙氧水”
混合均勻後,即可用棉花棒沾液,在切片表面輕擦約2秒鐘,注意銅面處發出氣泡的現象,2?3秒後立即用水將蝕液沖掉,並立即用衛生紙擦乾,勿使銅面繼續氧化,否則100x顯微下會出現棕黑色及粗糙不堪的銅面,良好的微蝕將呈現鮮紅銅色,且結晶及分界清楚。
注意上述微蝕液至多只能維持1小時,棉花棒用1-2次後也要換掉,以免污染切面上銅面的結晶。讀者需多做摸索,自可找出其中原由。
早期用“鉻酸(Cr03)加入少量硫酸及食鹽的方法”已經落伍,而且會使錫鉛層發黑,不宜再用,氨水法則錫鉛面仍呈現潔白,其中常見之黑點分佈那是鉛量較多區現象。
要做研究判斷的切片必須要做仔細的拋光及微蝕的工作,否則只有白費功夫而已,一般出貨性大量的切片,只好集體拋光,檢查前再做微蝕,如此至少也可看到真像8.9分。
3.6照像
原拋光片若為100分時,則由顯微鏡下看到的倒立影像,按顯微鏡的性能只可看到85%?95%的程度,而用拍立得照下來時,最好也只有80%?90%,經拍立得像片再翻照成幻燈片時,當然更要打折75%?85%了,但為求記錄及溝通起見,照相是最好的方法了,此種像片價格很貴,一定要有畫面才去面影,否則實在毫無意義。照像最難處在焦距的對準,此點困難很多。
3.6.1 目視焦距與攝影焦距不完全相同,不可以目視為準,需多犧牲幾張找出真正攝影焦距來。
3.6.2曝光所需之光量=光強度x時間,好的像片要儘量使時間延長及減少光強度,加上各種濾光片後可得各種不同效果的像片。
3.6.3影像表面須平整,否則倍數大時,(100x以上)會出現局部清楚局部模糊現象,得像後,要陰乾透徹後才得觸摸,避免造成畫面受損。
4.判讀﹕
切片的畫面清晰可愛只是製件手法,要能判讀畫面所出現的各種現象,並利用作為決策的根據,則更需豐富的電路板學識才行,尤其是成因及改進的方法更要學識與經驗的配合才行,無法在短時間內所能湊功的。以下將就常見的各種缺點配合幻燈片的講解,讓者能做較深入的瞭解。
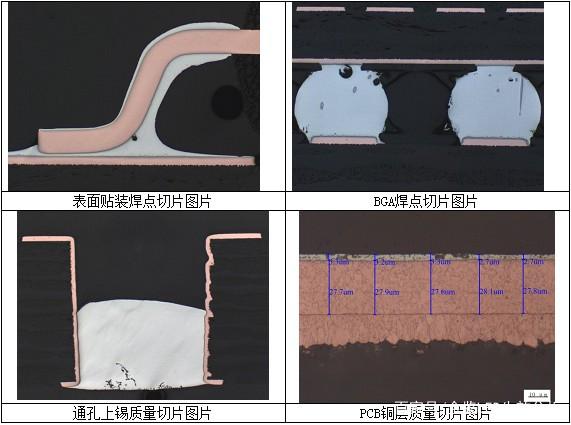
4.1空板通孔直切切片(含炸過油或噴過錫的板子)可看到各種現象有:
板材結構、孔銅厚度、孔銅完整情形、破銅(VOID)、流錫情形、鑽孔對準及層間對準(layer to layer regisatration)、平環(Annular ring)、蝕刻情形、膠渣(Smear)情形、壓板及鑽孔情形、(有挖破Gouging、釘頭、Nailheading )、滲銅掃把(Wicking)、孔銅浮離(Pullaway)、反蝕回(Negative Etchback)等,現分述於下:
4.1.1孔銅厚度
至少在1 mil以上,微蝕良好時可看清楚一次銅二次銅甚至厚化銅的層次,要注意有些製程會出現孔銅厚度差別很大的情形,由切片上左右兩條銅壁厚度可明顯的看出。
4.1.2孔銅完整情形
有否鍍瘤(Nodule)夾雜物(Inclusion)孔口之階梯式鍍層(Step plating)及銅層結晶情形。
4.1.3破銅
一個切片只允許有三個破洞出現,破洞是焊錫時吹孔(Blow Hole)最大原因,若破洞出現在直切片的同高度時,可解釋或判定為全孔環斷。
4.1.4流錫
可看到毛細現象的半月形流錫的結果,最高境界可看到銅錫合金(IMC)的50微吋的特殊夾層介於銅錫之間的白色長條薄層。
4.1.5對準情形
可由孔壁兩側的內層長短情形看出層間對準情形及鑽孔與印刷之間的對準情形。
4.1.6蝕刻
可看到側蝕(undercut)及算出蝕刻因子,也可看到印刷或乾膜的側壁情形。
4.1.7膠渣
可看到除膠渣或回蝕(Etch back)的情形,過度除膠造成玻璃突出孔壁粗糙以致孔銅不平整也可能造成吹孔,除膠渣不足時,內層與孔銅之間有黑線或分隔(Separation)出現。
4.1.8鑽孔及壓板
孔壁是否有粗糙及挖破情形,釘頭是否超過50%,壓板後介電層是否太薄(Dielectic thickness)。
4.1.9滲洞
原因是六價鉻除膠渣液吃掉玻璃表面的矽氧層後而出現銅層的沉積滲入,但不可超過 1 mil。
4.1.10孔壁浮離
係由於銅層應力太,化銅附著力不良,造成受熱後的大片浮起。
4.1.11反蝕回
可能是PTH 過程中微蝕過度所造成,此時內層會稍有退回,很可能在一次鍍銅時已鍍上的化銅層再浮起,再經電鍍的繼續加厚造成浮起部份及底材部份都同時鍍銅,要很高明的手法才能看出真相。
*注意上述各種缺點,若是用簡單式的手塗膠切片時,尚可進一步小心再做水平切片,做深入的再證明,但若為圓柱形的正式切片時,則無能為力了。
4.2灌過錫的通孔切片:
(一般均與288℃,10秒鐘之熱應力試驗)可看到下列各種情形:
4.2.1斷角(Corner Cracking)
高溫焊錫時,板子產生較大的Z方向膨脹,若鍍銅層本身的延展性不好時,(至少要10%的延性.062的板子才不會斷角),就會在轉角處被拉斷,此時要做鍍銅槽的活性炭處理才能解決問題,孔銅斷裂也可能出現在其他位置。
4.2.2樹脂下陷(Resin Recession)
孔壁在焊錫前都完整無缺,灌錫後因樹脂局部硬化不足,或揮發逸走,造成局部下陷自孔銅背後縮下, (見雜誌NO6.P30)。
4.2.3壓數空洞(Lamination Void)
情形類似板子A區(熱區)樹脂下陷,但此種空洞卻出現在板子的B區(壓板區,或非通孔區)嚴重時,甚至出現分層。
4.2.4配圈浮起(Lifted Land)
由於劇烈的Z方向膨脹再泠縮回來後,熱應力試驗後在配圈外圍所發生的浮離,但不可超過1 mil 。
4.2.5吹孔(Blow hole)
由孔壁銅層的破洞處的藏濕在高溫下氣化吹出 (Outgassing)能把液錫趕開而形成的空洞,此種通孔稱之為吹孔。
4.2.6內層銅箔微裂
由Z方膨脹所引起的,要手藝很好才看得到的。
4.2.7通孔的焊錫性(Solder abity)的好壞。
4.3斜切片(45°,30°)
可看出各層間導體之間的關係,本層上導間黑化粉塵隨流膠移動的情形,以及孔壁與內層較多接合面出現的情形,要用40x實體顯微鏡觀察,但磨片的手藝較難,也不易照像。
4.4水平切片
簡易者先將切樣平置,灌膠後再以強力瞬間膠貼上一直立的握片,以方便拿磨切,此水平法可對簡單的垂直切再進一步的證明,但手藝較困難,要小心慢磨以防真相誤失,尤其是銅箔在1/2 OZ 或1/4 OZ時更要非常謹慎才行,稍有不平即能出錯。水平切片也看出除膠渣,孔銅厚度,鑽孔粗造等,一般垂直切片情形而且更能看到平切的特殊畫面。例如:
4.4.1粉紅圈(Pink Ring ,Red Ring, Red Halo)
係鑽孔動作太猛或PTH的化銅前有酸液攻入黑化層,吃掉氧化銅露出銅金屬表面的原色,此粉紅圈的大小也是一種製程好壞的指標。
4.4.2印刷與鑽孔之間的對準情形
最容易在平切片平切上看到全貌,平環的最小寬度,是否有破出(Break out)等現象都要比直切片更為清楚及真實。
4.4.3孔銅厚度的分佈也比直切要準。
4.5切孔:
需用40x實體顯微觀察半個圓形壁的全景,可看的更完全,更接近實。情,無需用言語解釋,以下為切孔的特點。
4.5.1吹孔的真實情況
在噴錫,熔錫的孔壁上,可極清楚的看到,有氣體吹出的靜止畫面的樣子,任何人一看就懂而且印象深刻,比任何文字及語言的解釋都更為有效有力。
4.5.2未鍍前的原始鑽孔孔壁的情形,如縱向玻璃束被挖空崩的情形,整犁溝出現的情形。
4.5.3經過無電銅(化學銅)後,可將背後儘量磨簿,做背光法檢查銅壁是否覆蓋(Coverage)良好或有破洞情形。
簡單的做法是:
取─500 ml燒杯將側壁外面及杯底外面全部貼滿膠帶,使杯底朝上,杯中放入─小手電筒的光源,並在杯底膠帶上割出一個小長縫,使光線射出,再將切孔樣片的孔面朝上正壓在光縫上,由20或40 倍實體顯微鏡下可清楚看到孔壁玻璃上是否已蓋滿了銅層,有任何光點或朦朧的光漏出,即表銅層的覆蓋力有問題,銅層是不透光的,必須全黑才表示銅層已覆蓋完整。
5.結論:
切片對電路板正猶如X光片對醫生看病一樣,可找出問題的真相,找出生產線的苦惱所在,並找出解決的辦法。良好的切片,常有意想不到的好處,使做的人有很大的成就感,是故為業界所不斷的追求及研究者也。














 工商网监
工商网监
评论