 电子发烧友App
电子发烧友App


摘要:本文主要针对免洗焊剂以及相关材料、设备、工艺的目前水平和免清洗技术如何达到用CFC清洗的效果进行了探讨,并简要介绍了当前国际上在这一领域的发展状况。
关键词:免清洗 焊接工艺 焊接设备
绪言
由于CFC(氟氯烃)及1.1.1-三氯乙烷具有清洗能力强、相容性好、使用安全、元件干燥快等优点,所以,一直被认为是一种理想的清洗剂。长期以来,电子工业在清洗元器件中一直使用这些产品,尤其是SMT元件的焊后清洗。然而,自80年代中后期,人们发现CFC等清洗剂中的ODS臭氧耗竭物质破坏了生态平衡,严重地威胁着人们的生命。为此,开发替代ODS物质技术在全球展开。由此可见,使用SMT技术中使用免清洗焊接材料是大势所趋,实现绿色制造是全球一致的呼声。可是免清洗的效果又是如何呢?免清洗材料能够与CFC媲美吗?通过对免清洗材料、工艺和设备的分析了免清洗技术的将来发展趋势。
80年代末90年代初,工业发达国家先后研制开发了下列四种主要替代技术,并已广泛应用于目前的电子清洗工艺中。
1溶剂清洗
2 半水清洗
3 水清洗
4 免清洗
然而,寻求合适的替代技术并非易事,任何一种替代技术均不能完全取代ODS的所有性能,必须针对不同产品、不同工艺选用不同的替代技术。此外,还要考虑材料、设备、技术兼容等问题。实践证明,上述几种替代技术中的前三种只是过渡时期的技术,作为逐步淘汰的过程。从长远来看,还是应采用免清洗技术,以达到最终完全不使用ODS的目的。因为取消了清洗工艺,会大大降低制造成本。为了实现这一目的,焊后板表面的残余物必须降到最低限度或无残余物。此外,这种技术对于替代ODS来说是一步到位的技术,虽然,目前需要一些投资,但其带来的优越性和经济效益是显著的。但是要使免清洗技术的应用获得成功,必须解决焊球、桥接、漏焊及其它工艺缺陷。如果焊剂残余物有腐蚀性的话,产品使用寿命就会受到影响。换言之,解决这些问题是实现免清洗焊接技术的关键所在。目前,美国、日本等工业发达国家主要围绕上述问题开发研究了一些新技术、新工艺。
1. 免清洗材料
1.1 免清洗焊剂
在超细间距组装中,助焊剂在电子插件焊接过程中起着决定性的作用。从最初的助焊剂印刷阶段的任何缺陷,对合格率均有很大影响。因为前期生产工序的任何错误都会贯穿到整个生产过程。为此,对焊剂提出下列要求:
·透过模板极细缝隙的良好印刷性能
·坍落度小
·良好的焊球形成过程
·良好的元件浸湿特性
·再流后无腐蚀作用
·溶剂残渣含量低
焊剂主要由两种成分组成:焊剂粉末及溶剂,溶剂包括松香(树脂、合成树脂)、活化剂、(无卤化物、含卤化物)溶剂及某些添加剂。免清洗焊剂是一种低固态焊剂,固体含量大约在1.5~3%的范围。焊剂中的溶剂主要是异丙醇、乙醇或甲醇。这些焊剂的残渣少或无残渣,所以,焊后可以不清洗。在使用免清洗焊剂时需要强调下列几点:
·在保证极少残余物的同时,还要求焊剂具有足够的活性。
·比重难于控制(监控和维护焊剂的固体含量)。
·吸水效果要比一般的固体含量的焊剂明显。
·发泡难。
·加工范围要比使用一般的固体含量的焊剂时的加工范围小。
免清洗焊剂的固体含量要比传统焊剂的比例少得多。当固体含量低于5%时,比重控制的灵敏度就会出现明显变化。
1.2 非挥发性化合物(VOC)焊剂
美国对排放VOC限制得很严格,而且对此进行了各种不同的详尽研究。目前的问题是大多数免清洗焊剂中的VOC含量极高,有些焊剂中的乙醇含量高达99%。美国的一些公司现已研制出新一代的焊剂,达到了少排放或不排放VOC的目的。这些焊剂以水代替乙醇配制溶剂,也就是我们常说的水溶基助焊剂,水溶基助焊剂几乎无VOC。这种助焊剂除了对环境无污染外,而且不燃,在受热环境下进行喷涂是非常安全的。
水溶基助焊剂对波峰焊剂的预热能力提出了新的要求。图1和图2所示是两条预热曲线,这两条曲线通过采用识别预热器读数和传送速度而形成的。图1所示是应用2%固体含量的乙醇基焊剂的效果。图2 所示是用2%固体含量的水溶基免清洗助焊剂的预热曲线。如果在组件接触波峰之前,水份没有完全蒸发,焊剂就会飞溅,形成焊球,且可能在通孔的焊点上形成孔洞。其工艺处理的难处在于怎样在PCA非过热的情况下,蒸发掉水份。实验证明以强有力的对流加热来提高预热温度,可有效地解决这一问题。
1.3 免清洗焊膏
免清洗焊膏可分为四类:普通、低残渣、极低残渣和超低残渣焊膏。这些焊膏还可进一步划分为松香基焊膏和非松香基焊膏两种(见表1)。
表1 免清洗焊膏的分类
免 清 洗 焊 膏
类 型
固 体 含 量
(比重)
气 氛
普通
3.5~5%
普通气体
低残渣
2.9~3.4%
空气 含有500ppm的O2氮气可改善湿润性
极低残渣
2.1~2.8%
空气 有时O2含量低于500ppm的氮气可改善湿润性
超低残渣
<2.0%
要求使用O2低于100ppm的氮气氛
1.3.1 普通免清洗焊膏
普通免清洗焊膏是典型的松香其焊剂。固体含量的比重为3.5~5%,不同厂家的产品其残渣含量和颜色有所不同,不过其共同点是颜色在透明——黄色之间。从外观来看,透明残渣较好,不过残渣颜色与腐蚀性和可靠性无关。
普通免清洗焊膏不需要特别的气氛,如象;用于再流焊的具有良好可焊性的氮气。虽然湿润性是免清洗焊膏存在的问题,但是,这个问题通常是由于元件和基板的可焊性差所致。由于普通免清洗焊膏多数都是松香基的,粘性次数及印刷特性可与RMA和OA类焊膏进行比较。残渣的颜色和数量是普通免清洗焊膏的主要缺陷。从外观来说,用户不喜欢黄色残渣,而残渣过多会阻碍电子测试。
1.3.2 低残渣免清洗焊膏
低残渣免清洗焊膏不是松香基焊膏,就是合成材料制成的。一般来说,残渣量最少的焊膏是合成材料制成的。低残渣焊膏的主要优点是残渣量少,这样就不存在外观方面的问题,同时也减少或排除了需探测的问题。低残渣焊膏成分中的固体含量的比重大约为3.4%,超低残渣焊膏的固体含量比重在2.1~2.8%,超低残渣焊膏的固体含量低于2%。在配制低的、极低的、超低残渣焊膏时,主要是将金属含量提高到91~92%,(焊剂含量降到20%)。设计焊剂的同时也是研制焊膏的过程。由于大部分焊剂在再流焊中将分解或挥发,所以减少了残渣的形成。
由于金属含量高和有时焊剂中的溶剂含量高这两个原因,低残渣免清洗焊膏的粘性次数和使用寿命比普通的RMA和OA的寿命短。低残渣免清洗焊膏的成分要比大多数常用的RMA和OA的化学腐蚀性小。
2. 免清洗助焊剂的涂覆工艺及惰性气氛
2.1 焊剂涂覆方法
目前,采用的涂覆方法主要有二种:发泡和喷雾。根据许多文献报导说明,发泡的方法对于含有高于5%固体含量的焊剂来说,即具有实用性,又可获得可观的经济效益。可通过连续地或间断地监控比重来控制固体含量及在相应的范围不使用用过的焊剂。然而,免清洗焊剂和无残渣焊剂的固体含量都低于5%,通过多数免清洗焊剂的固体含量为2%,而固体含量低的焊剂发泡不充分,为此,不适合发泡应用。所以,发泡的方法只能满足一般的焊接要求。此外,末封闭的焊剂可使乙醇溶剂快速挥发,使焊剂固体含量上升,这样就不需要焊剂比重测试仪来控制固体含量,因为焊剂和稀释剂的比重相差甚大,因此需用滴定法来监控焊剂。
发泡涂覆工艺主要使用松香基焊剂,使压缩空气通过发泡管,使焊剂变为泡沫涂覆在印制板上,其优点是波峰焊机不需要改型,节省投资,缺点是涂覆不均匀,印制板上有残余物,不能控制焊剂量,需要时常监视焊剂的变化及经常更换焊剂,焊剂消耗量大。
焊剂喷雾的方法是免清洗焊接工艺中一种颇受欢迎的方法。它可以精确地控制焊剂沉积量。焊剂喷雾系统可设计成单通路系统,由单通路系统中的非再循环的封闭容器供给焊剂。为此就不需要监控焊剂的固体含量。
喷雾涂覆工艺是利用喷雾装置,将焊剂雾化后喷到印制板上,预热后进行波峰焊。喷雾涂覆工艺由于具有涂覆均匀、用量少、不需进行任何滴定或比重的监控,不需定期排放旧焊剂,可控制板上的焊剂沉积量及封闭式系统,消除了焊剂污迹问题等优点,被众多的用户认可,但喷雾设备需花费一定的资金,如在原有的发泡设备上进行改造,投资相对就少些。通过比较可看出,喷雾方式比发泡方式有许多优越性。国外众多企业为此将发泡式改为喷雾式是焊剂涂覆设备的一个新突破。用喷雾方式进行免清洗焊剂的涂覆已成为今后的发展方向。
2.2 惰性气氛焊接
如上所述,在免清洗焊接工艺中存在着焊球、桥接、漏焊、氧化、可焊性差、湿润性欠佳等诸多缺陷,尤其是在普通的气氛下进行波峰焊和再流焊时,焊料氧化尤为突出。目前,美国、日本等国都是采用惰性气氛来克服这些问题的。应选用哪种气氛要进行全面的衡量,不但要考虑到气体成本,还要考虑安全以及其它的物理特性。每单位体积的氢气和氦气都比氮气贵得多。氢气比氮气要贵5~10倍,而氦气要贵20~30倍。同时,氢气又是一种可燃气体,在大气中的爆炸限4~75%。如果再流焊炉使用氢气,就需另配安全系统,比如联锁器、废气燃烧装置和及相应的工艺步骤。二氧化碳虽然在价格上比氮气稍为便宜一些,但可能会引起一些氧化问题,影响到可焊性。通过评估和实验应用,使人们认识到氮气是真正的惰性气体,其价格低廉,而且在使用过程中没有大的安全问题,为此受到人们的青睐。
使用惰性气体,相对于采用普通气体有明显的优点,可以明显减少板上的残余物。不过,使用不同的焊膏,降低残余物的效果是不同的。尽管还做不到完全去除残留物,但是,如果将可控制气体环境技术与焊膏和焊剂化学的新发展结合起来便可以实现低残余物的新的焊接技术。
要使免洗焊接工艺迅速推广应用,普遍采用的方法是用氮气使整个或部分波峰焊机惰性化。许多资料说明,在没有氧气的条件下进行焊接会提高湿润力,并减少湿润时间。还观察到,当焊接波峰惰性化时,就不会出现焊料毛刺。在氮气保护下形成的焊点,外观较漂亮,即平整光滑又降低了漏焊率。
波峰焊接工艺惰性化效果最佳的方法是在不用焊剂时,对涂覆有焊料的组件进行波峰焊接。由于氮气改善了焊料波峰的表面条件,使接触焊料的时间和预热温度的最佳值具有很大的调节余地。焊接工艺惰性化十分有利的一面是焊料残渣明显下降(80~95%),减少了焊料的耗用,更重要的是减少了返修工作量。在许多情况下,节约的资金要比焊接工艺中使用氮气所花费的资金要多。
最近又出现了一种新技术,这种技术只会使焊接波峰惰性化,即局部惰性化,被称为惰性边界焊接。不需要防护罩和通道,将气体供给与元件接触的每个焊点的第个焊接波峰的进口端和出口端,实际上,掩蔽通过波峰的元件,使焊接波峰各点和含氮量低于10ppm。这种方法与具有防护罩、通道、完全惰性化焊机相比有一定的优点,与普通的波峰焊接系统比较,具有能见度和可接触性好。由于不需要氮气密封门,所以不影响生产量。
最近研究的焦点是将惰性气体用于下一代的产品,新的工艺包括通过采用免清洗工艺来取代CFC,0.5微米以下的精细间距器件的生产,符合环保要求的无VOC组装制程及越来越流行的BGA和PCMICA工艺技术。
3. 免清洗焊接设备
3.1 波峰焊接设备
免清洗波峰焊接设备主要有三种:最老式的一种是旋转鼓形的,操作成本最低。这种类型的设备采用的是不锈钢或塑料丝网鼓,其在焊剂槽中旋转,转鼓上装有热风刀,在焊剂活化时,丝网上的焊剂被吹到PCA上。焊剂沉积量由鼓旋转速度来控制。这种简易的系统具有较高的一致性及可重复性。缺陷是没有密封,因此,焊剂溶剂有挥发的可能。
“高档”的密封型焊剂喷涂设备主要分为两大类:超声喷头和喷枪型。这两种类型的焊剂喷涂机是将压力容器中的焊剂抽出,或用泵抽取密封容器中的焊剂。超声焊剂喷涂机是把液体焊剂输送到超声振子,在超声振子的作用下,焊剂破裂为极小的液滴,呈雾状。雾化的液滴由喷气口导入PCA。通过改变流向,超声喷头的焊剂流动率可控制焊剂沉积量。
焊剂喷枪是采用商品化的喷头。通常喷头使用的焊剂由压力容器供给。最流行的一种焊剂喷枪是往复运行的摆动型喷枪。该系统由安装在机械装置上的单喷头构成,它能随波峰焊接机传送带的运行而前后运行。根据PCA的规格,将喷涂控制在相应的范围。通过调节焊剂槽的压力,可控制焊剂沉积量。
超声和喷枪这两种喷涂设备都是密封的单路系统,所以不需要监控焊剂的固体含量。虽然这两种涂覆设备价格昂贵,但是,这些焊剂涂覆设备能很快获得效益,这是由于焊剂及稀释剂的消耗减少了,而且焊剂涂层密度(50~3000μg/in2)能力提高了,可重复性为 ±10%,使得这种技术得到很快的推广应用。
在波峰焊接中,为了克服焊料合金的氧化问题,通常都是在波峰焊接设备中充氮,使其惰性化,以获得优质的焊接。惰性化的波峰焊机有几种不同的类型。完全惰性化的焊机很贵、很复杂。不过,使用氮气的效果是很明显的。通常消耗量在600~1200CFH(标准立方英寸)的范围。替代完全惰性焊机的设备成本较低,在普通波峰焊机上,装上一个惰性气体保护装置包括焊料槽或预热器焊槽。这种技术的另一个优点是可对现有焊机进行改型。这种类型的焊机消耗的氮气在1400~2400CFH范围。
为了解决焊料氧化等问题,除了采用氮气外,波峰焊机在形成波峰的喷口结构上进行了许多改造,因而形成了象双波峰、Ω波、λ波、O波、T波、W波以及各种组合波峰形式。
3.2 再流焊接设备
红外加热再流焊机的结构为隧道式炉膛,设有2~3个预热区,一个焊接区,在炉膛出口端外面还有一个冷风冷却区。PCB用链条或网带传送通过炉膛,传送速度根据工艺需要可以无级调速。为适应双面PCB的焊接,采用了上下同时加热。
红外辐射加热采用板式陶瓷红外辐射元件。波长为2.5~5μm 炉膛内的温度曲线可以设定,焊接的实际温度曲线也可以进行测量,设定曲线和实际测量的温度曲线都可以在显示屏上显示出来。如实测量焊接曲线与理想焊接温度曲线不一致,可以调整设定曲线,使最后实际焊接曲线与理想的焊接曲线相接近。
一般,再流焊机的传输系统中都有手摇机构,一旦发生问题,可用手摇传送链将产品送出炉膛,便可以在突然停电或出现故障时能立即把炉中的产品取出。此外,为了防止氧化,保证焊接质量,有部分再流焊机附加了氮气保护。
在较高档的电路组装再流焊接中,已经采用免洗焊膏和全封闭红外加热N2气氛对流的再流焊接设备。美国不仅继续使用汽车焊接设备,而且还在进行深入研究。汽相再流焊由于生产成本昂贵和环保等原因使其应用受到限制,为此本文对此类设备不作详细论述。近几年来,主要从事强制对流加热的再流焊接技术和设备的研究,以满足PCMICA、BGA和细间距QFP的焊接要求。
随着精细间距组装技术的出现,充氮气氛再流焊接工艺和设备也随之问世。这种技术改善了再流焊接的质量和成品率,成为这一领域的发展方向。
充N2气氛再流焊炉的优点:
· 减少氧化。
· 焊料湿润焊点、元件的效果更佳。
· 非湿润缺陷(虚焊、漏焊、焊点不完整等)减少了。
· 减少了焊球的形成。
· 不存在桥接,提高了焊接质量。
实验证明,氮气中的氧含量残余物越低的焊膏,焊接能力就越低,也就是说,焊接缺陷率就越高。为此,只有提高炉内氮气纯度,才能发挥免清洗焊膏的作用。显而易见,实现免清洗焊接是以高纯度N2气氛为代价的。
结论:
在替代ODS清洗技术中,由于焊剂、焊膏的改型,使得焊接工艺及焊接设备随之变化。尤其还要适应越来越高的组装密度及质量的要求,使得免清洗工艺的实现难度很大。在免清洗助焊剂的研制过程中,主要是围绕减少焊料氧化、减少残余物及提高湿润性等问题而展开的。为克服上述问题,主要对策是在焊接设备中充惰性气氛。尽管各厂家生产的焊接设备各异,但总的来说都是在波峰焊的波形上、工艺上打开突破口。目前还有激光焊技术应用于免清洗技术中,由此可见,免清洗技术已深入人心,成为发展的主要潮流。
参考资料:
1.New CFC Deadline increase need for action, Steven Electronic Production Jan/Feb.1993.P.17
2. Successful SMT Wave soldering. Mike judd. E.P.Mar.1993.P.19
3. Wave-Soldering Issues W.H.Down. C.A. Nov. 1994.P.40
4. No-clean Soldering Phil Zarrow & Debra Kopp. C.A.Oct.1993.P.40
5. 表面贴装技术和设备 张洪光、钱余福
- 免洗焊接(5451)


声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。 举报投诉
相关推荐
焊接工艺
焊接工艺 (锡铅焊接的基础知识、焊料和焊剂的选用、手工焊接技术和自动焊接技术)
焊接工艺中贴片式元件的焊接方法
焊接工艺大比拼,谁是赢家?
焊接工艺手册 (15M电子书)
BGA焊接工艺及可靠性分析
MEMS传感器焊接工艺
PCB无铅焊接工艺步骤有哪些?
PCB板选择性焊接工艺
PCB选择性焊接工艺难点解析
PCB选择性焊接工艺难点解析
SMT焊接工艺解读
[推荐]波峰焊接技术 波峰焊接故障分析 波峰焊接工艺参数
不锈钢管热处理 焊接工艺
关于“无铅焊接”选择材料及方法
制砖机螺旋铰刀焊接工艺
基本焊接工艺训练
工业自动化焊接工艺
手工焊接工艺标准
机器人焊接技术在车身焊接工艺的应用
机器人焊接技术在车身焊接工艺的应用
深度解析PCB选择性焊接工艺难点
电子产品焊接工艺
电子元器件焊接工艺
电子组件的波峰焊接工艺
转: 关于“无铅焊接”选择材料及方法
通孔回流焊接工艺
铝及铝合金的焊接工艺
高分子扩散铜带软连接焊接工艺
无铅焊接工艺基础
 33
33铝及铝合金的焊接工艺
63钢结构手工电弧焊焊接工艺标准
45顶蒙皮焊接工艺与设备
12无铅焊接工艺介绍
48焊接工艺评定手册
149焊接工艺规程及焊接工艺评定
49T91 12Cr1MoV异种钢焊接工艺的试验研究
1918-8不锈钢与3Cr13钢的焊接工艺研究
21HT-7U纵场线圈盒和支撑坯件焊接工艺
5LED焊接工艺探析(下)
33
灰口铸铁焊接工艺综合实验
 1658
1658电子组件的波峰焊接工艺介绍
61常见的焊接工艺有哪些
49915二保焊焊接工艺参数
25992Mini-LED线路板的焊接工艺介绍
7797一文知道波峰焊焊接工艺调试技巧
3944
免洗焊接技术在面洗焊接工艺中具有哪些优势
2048自动焊接工艺的次焊接和二次焊接的区别及优缺点分析
7790关于五种激光焊接工艺解析
15020超声波塑料焊接工艺在纺织行业的应用
1148焊接机器人的焊接工艺该如何选择
2429桥田快换产品在超声波焊接工艺的应用
943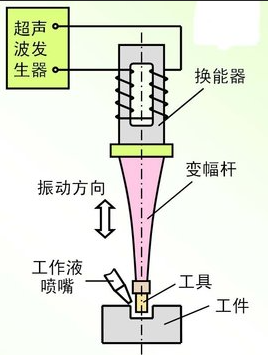
气相焊接工艺是如何进行的
3388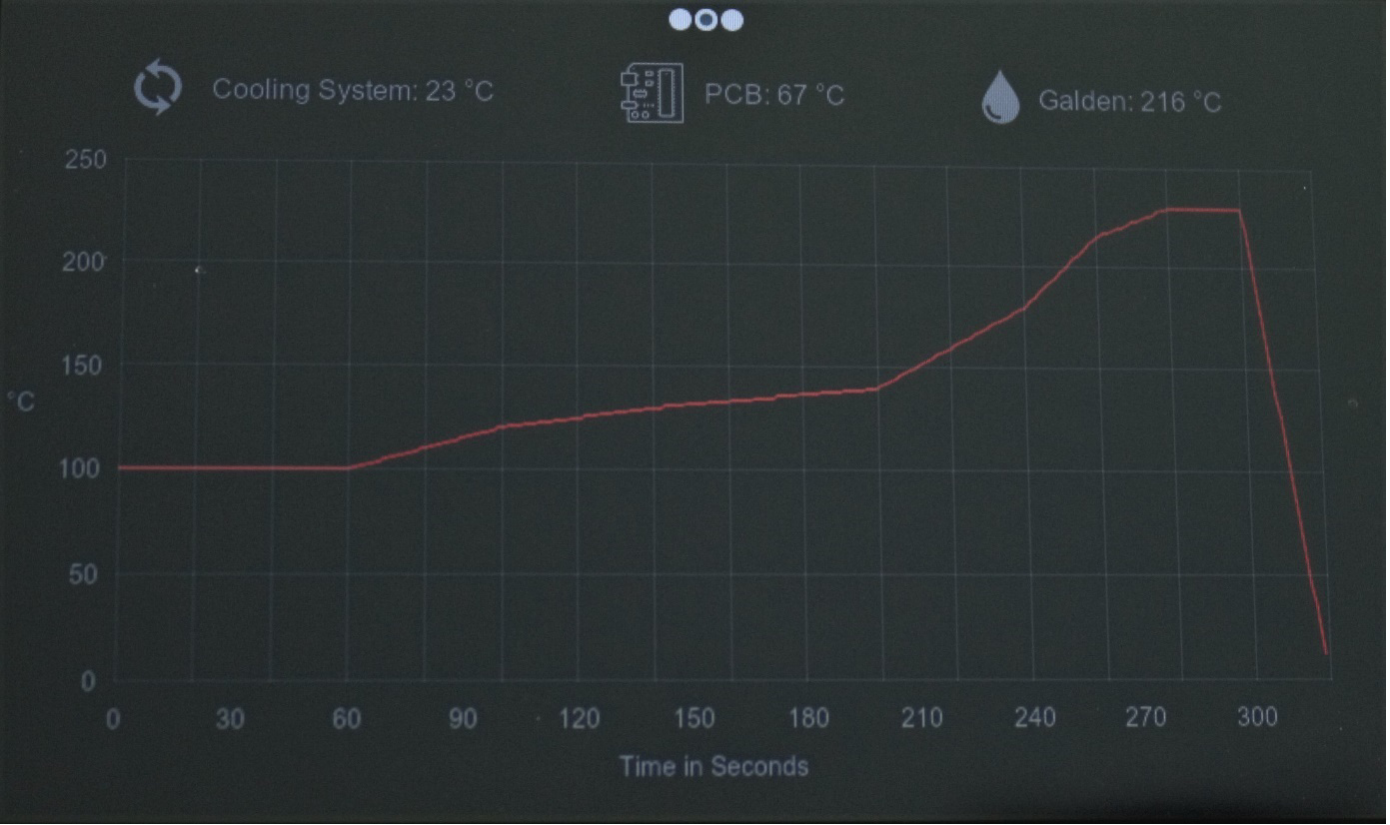
焊接工艺评定概念
3277SMT加工贴片的焊接工艺是什么?
2110ABB机器人三种焊接工艺实现自动化
1072激光焊接3系铝合金的工艺分析
1821
焊接机器人焊接工艺参数包含哪些?
9940
机器人焊接工艺流程
1008教您选择合适的焊接工艺
743
激光焊接工艺要求有哪些
2297
焊接工艺完后,无铅锡膏如何清洗?
747
激光焊接3系铝合金的工艺分析
740德索Mini fakra线束焊接工艺
999
减少焊接变形的焊接工艺
916
工业焊接机器人有哪几种焊接工艺
783焊接工艺评定基本常识有哪些
672机器人焊接工艺流程
660机器人焊接工艺流程
664smt焊接工艺要求有多重要?
290铜铝激光焊接工艺的特点
376激光焊接机的焊接工艺类型有哪些?
494SMT贴片中的回流焊接工艺
216波峰焊接工艺制程的问题及解决方法分析
173光纤激光焊接机:现代焊接工艺的变革引领者
256
- 设计技术
- 可编程逻辑
- 电源/新能源
- MEMS/传感技术
- 测量仪表
- 嵌入式技术
- 制造/封装
- 模拟技术
- RF/无线
- 接口/总线/驱动
- 处理器/DSP
- EDA/IC设计
- 存储技术
- 光电显示
- EMC/EMI设计
- 连接器
- 行业应用
- LEDs
- 汽车电子
- 音视频及家电
- 通信网络
- 医疗电子
- 人工智能
- 虚拟现实
- 可穿戴设备
- 机器人
- 安全设备/系统
- 军用/航空电子
- 移动通信
- 工业控制
- 便携设备
- 触控感测
- 物联网
- 智能电网
- 区块链
- 新科技
- 联系我们
- 广告合作
- 王婉珠:wangwanzhu@elecfans.com
- 内容合作
- 黄晶晶:huangjingjing@elecfans.com
- 内容合作(海外)
- 张迎辉:mikezhang@elecfans.com
- 供应链服务 PCB/IC/PCBA
- 江良华:lanhu@huaqiu.com
- 投资合作
- 曾海银:zenghaiyin@huaqiu.com
- 社区合作
- 刘勇:liuyong@huaqiu.com
-
关注我们的微信

-
下载发烧友APP

-
电子发烧友观察



版权所有 © 深圳华秋电子有限公司
电子发烧友 (电路图) 粤公网安备 44030402000349 号 电信与信息服务业务经营许可证:合字B2-20210191 工商网监
湘ICP备 2023018690 号
工商网监
湘ICP备 2023018690 号
评论