 电子发烧友App
电子发烧友App


本文介绍,零件设计与工艺过程指南。
脉冲加热回流焊接(pulse-heated reflow soldering)是一种工艺,将两个预先上好助焊剂的、镀锡的零件加热到足以使焊锡熔化、流动的温度,固化后,在零件与焊锡之间形成一个永久的电气机械连接。与传统的焊接相反,脉冲加热回流焊接通过对每个连接使用一个热电极加热和冷却来焊接。在整个加热、回流和冷却周期内要施加压力。脉冲加热控制将能量传送到安装在回流焊接头上的热电极。附着在热电极上的热电偶为可重复的、持续的热源控制提供反馈。
焊接头将两个零件直接接触。以一个精确的压力,头发信号给控制器,开始热电极的加热循环。热电极将热传导给零件,随后的热传导将零件之间的焊锡熔化。熔化的区域开始流动,造成两群焊锡的接合。当控制器终止回流循环,在冷却循环中零件继续保持在一起,因此焊锡重新固化,形成焊点。一个好焊点应该是焊锡充分地结合两个表面,在两个零件表面发生熔湿(wetting)。
电线元件(Flex Component)
用于脉冲加热回流焊接工艺的最常见类型的电线是由聚酰亚胺(polyimide)制造的,也叫做“Kapton®”。两层聚酰亚胺包胶铜迹线(trace) - 一般 0.5~2 盎司(ounce)。两种最常见的铜导线是轧制韧化(RA, rolled annealed)铜和电解沉淀(ED, electrodeposited)铜;电解沉淀铜最有成本效益,被广泛使用。铜迹线的厚度范围是 0.0007~0.004" (0.02~0.10mm)。聚酰亚胺的可操作温度范围是 130~200°C,可经受高达300°C的短期焊接温度。热电极的温度总是高于被热电极加热的零件温度。在热电极与焊点之间、横穿Kapton电线,可能发生 50~80°C的温降,决定于厚度。电线(flex)的厚度范围是 0.001~0.0047" (0.0254~0.12mm)。
在脉冲加热回流焊接工艺的柔性电路上使用的三种常见类型的端子设计是:
暴露引线设计(exposed lead design) - 这种设计将聚酰亚胺材料的两面去掉,留下不绝缘的迹线。热电极直接接触迹线,将热传导给零件。如果PCB焊盘与热电极脚印尺寸正确,这种设计将容许一些多余的焊锡在焊盘上,因为焊锡可能流到开放的区域。在工艺过程中,焊锡也将熔湿迹线顶部。在处理零件时必须小心,因为迹线容易弯曲或损坏。
单面电线设计(single-sided flex design) - 这种设计只从一面去掉聚酰亚胺。热量从热电极通过固体聚酰亚胺表面传导到底下暴露的迹线。聚酰亚胺通过绝缘体传导热量到暴露的迹线和PCB焊盘。在焊接点区域的聚酰亚胺的厚度限制在0.002",使得可以热传导。如果聚酰亚胺必须加热超过260°C,可能造成表面烧伤和热电极污染。这个设计不容许过多焊锡在PCB焊盘上,因为存在很少空间来过多流动。
开窗式电线设计(open-windowed flex design) - 这种设计将焊接区域的两面的聚酰亚胺去掉,但在边缘和迹线尾端都有剩下的聚酰亚胺材料支持。该设计给予装配一定的强度,并对较生硬的处理有弹性。因为迹线暴露,对零件的热传导是良好的,有额外的空间给剩余的焊锡流动。热电极的尺寸是关键的,因为它必须适合窗口,并允许熔化的焊锡流动的空间。
电线与PCB迹线的尺寸(Flex and PCB Trace Sizes)
理想地,柔性电路的焊盘应该比PCB上的焊盘在宽度上更窄。随着焊锡熔化、零件压下,焊锡被挤到旁边。该设计将允许焊锡在柔性焊盘的另一面流动的空间,将容许PCB上更多的焊锡,避免锡桥问题。
柔性电路上更小的焊盘宽度将帮助两个零件的定位与对中。对于密间距(fine pitch)的应用,PCB迹线的宽度设计成间距的50%。这种设计减少由于不对准所造成的短路。
通用基板零件设计指南
多数PCB材料诸如FR-2和FR-4对于工艺期间的局部受热是很有弹性的。象陶瓷基板这样的材料必须以一种更受控的方式来加热,以减少破裂的机会。两个零件的散热能力太大的差距也可能引起冷却期间的焊接破裂。
沿焊接点长度上的散热差异是最常见的要克服的设计问题。小的差别影响也小,但沿焊接区域的任何热质量改变都将引起温度和焊接点质量的不一致。
散热、焊盘区域设计问题,解决方案
热可能很容易从焊接区域传导到大的焊盘,如果位置太靠近焊接区域(图一A)。加大的迹线宽度和电镀的通孔从焊接区域吸走热量(图一B)。宽度减小的迹线就好象挡热墙,阻止焊盘的任何散热(图一C)。如果使用小迹线挡热墙,没有散热存在的有效的最小面积是0.08"(0.2mm)(图一D)。相等尺寸的小迹线作挡热墙用,保证焊接区域相同的加热。
从焊盘引出的迹线应该相同的宽度,尽可能地窄(图二)。这种设计将起挡热墙的作用,防止焊接期间过多的热量从焊盘区域排走。对于多层板,将粘结区域下的迹线限制为最小宽度的(信号)迹线,在PCB的焊盘之下均匀地分布。PCB上任何屏蔽都在焊接区域有同等的影响。
PCB焊盘的焊接要求
焊锡沉积的可重复性对达到良好的过程控制是关键的。在许多情况中可能要求试验来获得理想的焊锡量。一个良好的开始点是使用一块0.006"的丝印模板,40%的焊盘覆盖面积。
PCB焊盘上要求的焊锡数量取决于几个因素。焊盘尺寸与间距决定可施用的焊锡量的最大与最小,使用丝印模板工艺。模板印刷的焊锡在回流工艺之前应该熔合。小焊盘与小间距要求较少的焊锡,防止焊点形成锡桥。
电线(flex)的设计也将影响焊锡量。开窗的电线和暴露的迹线的电线将得到比单面电线稍微较多的焊锡量。
热电极尺寸与对零件的定位
热电极应该按照焊盘和电线的尺寸来确定尺寸,如图三所示。热电极的长度必须完全覆盖迹线,在每一边超出至少一个焊盘间距。热电极的宽度应该提供充分的热传导,以达到在最短的时间内完成焊接,因此消除对零件的温度危害。热电极的宽度也应该接纳足够的空隙给熔化的焊锡位移,消除锡桥的任何机会。
热电极的宽度
为了热电极最好的热性能和寿命,最小尺寸应该是0.059"。标准尺寸是0.079",以达到更好的性能和寿命。在焊锡量没有好好控制或者空间受限制的地方,可以使用0.047"宽的热电极,可是,热电极的寿命与性能将减少。
电线(flex)焊盘宽度
注意,电线焊盘短于PCB焊盘(图四),这样方便焊点的检查。
PCB焊盘宽度
额外的宽度允许额外的焊锡和方便检查。PCB焊盘大约是热电极宽度的三倍。表一的尺寸只是指导性的。可能要求一些试验,因为焊锡量不同。
热电极定位
当在暴露的或开窗的电线(flex)上面定位热电极时,热电极不应该定位太靠近电线主体的边缘(图五)。一些柔性电路有较薄和较厚的涂层在其中等迹线两面。如果是这样,将迹线较薄的一面定位在PCB上,这将减少当热电极推下迹线时热电极损伤迹线的机会。
表一、建议热电极的宽度/焊盘长度与间距
PCB PCB
焊盘间距(mm/inches) 热电极宽度(mm/inches) 焊盘长度(mm/inches)
0.8/0.031 1.5/0.059 4.5/0.177
1.2/0.047 1.5/0.059 4.5/0.177
1.4/0.055 2.0/0.079 5.0/0.197
1.5/0.059 2.5/0.098 5.5/0.217
1.6/0.069 2.5/0.098 5.5/0.217
1.8/0.071 2.5/0.098 6.0/0.236
2.0/0.079 3.0/.0118 6.0/0.236
3.0/0.119 3.0/0.118 6.0/0.236
热电极制造、温度特性
现代线路腐蚀技术如EDM和高级材料已经允许精密设计的热电极的制造,以适合大多数应用。三维的热电极在表面周围通过电流,因此,在迹线之间具有零电势。在机器工艺中的这些技术进步产生在横跨长度上的恒温设计,专门的合金取得平整与共面性。焊锡将不会熔湿到使用的材料,它们对氧化是有弹性的。
工具与零件定位
热弹性的、高温塑料如 peek(Kepton®) 或 tuffnel 应该用在回流区域的下面,来防止从焊接区散热。模具座应该完全平整,因为该工艺的质量决定于当施加热电极压力时达到热量均匀分布。最好的表面处理技术是用磨削来抛磨表面。如果可能,零件应该定位在与回流区靠近的定位销上。经常,电线(flex)上的定位孔用铜迹线来加固,得到更好的强度与精度。如果不可能有定位孔,零件可以从方边上定位和夹紧。因为电线(flex)不是刚性的,可能要求零件座中的真空孔来把它保持平整。对于密间距电线,X-Y定位台和相机系统可能是有用的。由于设计零件时尺寸上的误差或批量与批量之间的变化,夹具是重要的。
准备
较常见的,两个零件都要预先镀锡。如果没有,达到单面电线(flex)与镀金或锡的焊盘之间的熔湿还是可能的。两个零件的基础电镀经常有足够的焊锡达到单面电线的可靠焊点。
可是,多数电线设计将要求额外的焊锡,通常用丝印工艺来施用,预先回流。对于较密间距的应用,焊锡通常在回流之前通过热空气均匀。热空气均匀法(hot air leveling)可使焊盘上的焊锡均匀分布,达到更好的热传导。这个方法也使在加热条的压力作用下的对位更容易保持。零件必须没有灰尘,一般要清洁和没有氧化。通常用助焊剂来保证清除任何氧化物障碍,以允许适当的熔湿发生。
助焊剂
助焊剂有两个重要特性:把热传导给焊锡和通过清洁和除掉表面氧化物来促进表面熔湿(wetting)。对于容易焊接的零件,脉冲加热焊接工艺只要求少量非活性的助焊剂。通常使用免洗助焊剂。推荐使用低固含量的助焊剂,因为固体含量越低,热电极的污染越少。在开始焊接工艺之前,应该允许任何有的溶剂干燥。
安全
脉冲加热热电极焊接工艺是安全的,因为当压向零件时只有加热单元是热的。另外,只需要很少数量的助焊剂,比传统的焊接产生较少的烟雾。操作员在这个期间还应该防止碰到热电极,也应该防止夹住的危险。
焊接方法:工艺步骤
基板放入夹具,助焊剂施加到焊盘。
电线定位在零件夹具内,保证两套焊盘的对准。
给出工艺开始信号到焊接控制器。
焊接控制器驱动焊接头和热电极模块到零件
以一个预设的压力,开始加热过程。
加热过程
预热
将一个长度达到2"的现代设计的热电极加热到焊接温度需要大约两秒钟。在这期间,助焊剂活化,开始通过去掉氧化层来提高熔湿。预热只是当过多的散热片影响热电极时使用,或者当应用了脆弱的基板如陶瓷需要以更加受控的方式加热以避免破裂的时候。
升温
升温到焊接温度的时间应该可编程,以允许精确的加热率控制。当脆弱基板可容易地被太快的加热率损坏时,这个特性特别有用。对于大多数热电极一般的升温时间为 1.5~2 秒。
回流
实际时间与温度可以在这个阶段编程控制。理想地,可编程时间为 0.1 秒递增,温度为一度的递增。通常,对于用直接热电极接触到零件的开放式焊点,温度设定点为 280~330°C。虽然正常的焊锡在180°C回流,热电极必须设定更高,因为热传导损失。一个典型的单面电线将要求 330~400°C,由于在Kapton材料内的温度损失。用最少的时间和温度来达到所希望的焊接点,以减少零件对热的暴露和损坏的机会。
冷却
冷却是一个可编程温度,在这一点,控制器将驱动头到上面的位置。这个温度将设定到刚好在焊锡的固化温度之下。因此,只要焊锡变成固体,过程即终止,焊点形成。冷却过程可用强制空气冷却来缩短。电源供应可编程来触发一个继电器,这个继电器是控制回流阶段结束时的空气流动和迅速冷却焊接点与热电极。因为多数连接都有相对高的散热,焊锡的温度比测量的热电极的温度较低,甚至当使用冷却空气时。因此,在大多数情况下,释放温度可以设定在180°C,而没有机会碰到干焊点。
力的控制和简单系统的例子
多数这类回流焊点要求少于20磅的压力。压力必须精确控制。应该校准,设定到正确的水平,以达到适当的热传导到达焊接点。热电极安装应该包括共面性调整,或者头本身易于安装。现代设计有或者气动或者马达驱动装置,热电极冷却的内置阀。许多头结构上是模块式的,因此,对定位与半自动夹具都是通用的。线性滑动允许零件从焊接区域的安装与卸装。对于高产量的生产可能宁可使用旋转式工作台系统,因为操作员可在一套零件正在焊接的同时装载另一套零件。
质量控制与检查
当焊点冷却时维持压力,减少干焊点(dry joint)的可能性。热电极的压印应该在焊接点上看到,甚至宽度与长度。视觉迹象应该显示回流已经发生,当零件撕开时结果焊点应该在焊接区域有颗粒状外形。焊盘到板或电线的熔焊或脱层不应该明显。在使用单面电线的地方,在聚酰亚胺的上面可能有记号或变色,但不应该看到烧结或分离。助焊剂残留物可以在回流过程之后清洁。免洗、低残留助焊剂不要求焊后清洁。
温度与时间过程数据可以从控制器收集,以图表格式显示,以说明过程的稳定性。
过程维护
要求零件夹具清洁度的维护,以保证零件继续平齐地坐入底座。热电极的定期维护也是必要的,以防止烤焦的助焊剂的积累。使用助焊剂溶剂或用很细的金刚砂或研磨纸放置在平的刚性表面清洗热电极,将维持对零件的良好的热传导。不要圆整热电极的边或损坏平整性。在对那些热电极直接定位在与焊锡接触的引脚上的焊接过程和对那些热电极接触Kapton表面的焊接过程的热电极污染之间有明显的不同。在第一种情况,污染与热电极磨损是高得多的,清洁必须定期进行。热电偶节点连接必须保持清洁和整齐,以保证可重复的温度控制。热电偶类型K与E不受助焊剂腐蚀,但J型可能被侵蚀。
结论
如果遵循某种基本的设计规则,将柔性电路焊接到PCB的脉冲加热热电极回流焊接是一个稳定的和很好控制的工艺过程。这些规则不同于应用于传统焊接工艺的规则。通过焊点设计提供容易和均等的热量产生,工艺窗口可以实际上更宽。窗口甚至可以通过一个设计增加更多,该设计接纳焊锡流动和可以补偿在前面工艺步骤中的变化。良好的焊点设计和可重复的焊锡量的精密控制是生产成功的关键。对产品小型化和减少重量的日益增长的需求是电子工业柔性电路使用增加的主要驱动力。今天的对热电极焊接工艺的控制为这个增长市场的内连接需求提供一个适于生产的、可靠的解决方案。
- 柔性电路(12691)
- 回流焊接(8547)


声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。 举报投诉
相关推荐
SMT焊接工艺介绍:回流焊、波峰焊、通孔回流焊
 1343
1343
回流焊 VS波峰焊
回流焊具体是怎样的呢?回流焊的原理是什么?
回流焊原理以及工艺
回流焊的温度曲线测试指导
回流焊设备四大温区作用详解
回流焊接工艺简述
回流焊接环境对01005元件装配良率的影响
焊接工艺名词解释之——回流焊
一分钟教你如何辨别波峰焊和回流焊
倒装晶片的组装的回流焊接工艺
影响回流焊质量的主要因素
晶圆级CSP装配回流焊接过程
波峰焊和回流焊简介和区别
浅谈回流焊工艺发展
贴片知识课堂六,回流焊炉温曲线
贴片知识课堂六,回流焊炉温曲线
通孔回流焊简述
通孔回流焊接工艺
通孔回流焊接组件的本体材料和设计
SMT回流焊焊接的四大温区介绍及其作用分析
 28
28MVC的能力与耐回流焊接之间的比较
1551
SMT激光钢网回流焊接是怎么回事
2900通孔回流焊工艺的优点_通孔回流焊工艺的缺点
4472
回流焊中影响焊接质量的因素有哪些
3824热风回流焊结构_热风回流焊原理
4241
红外回流焊介绍_红外回流焊加热原理
3462
PCBA加工中的回流焊和波峰焊有什么区别
4191回流焊热传递方式有哪几种,分别有什么特点
7369回流焊接后元件直立产生的原因及处理方法
4287利用真空汽相回流焊接解决产品焊接品质问题
6192回流焊几个温区_回流焊各温区温度和时间设置
40015
回流焊的加热方法_热风回流焊的加热方式
6202
通孔回流焊工艺原理_通孔回流焊接工艺的优缺点
14790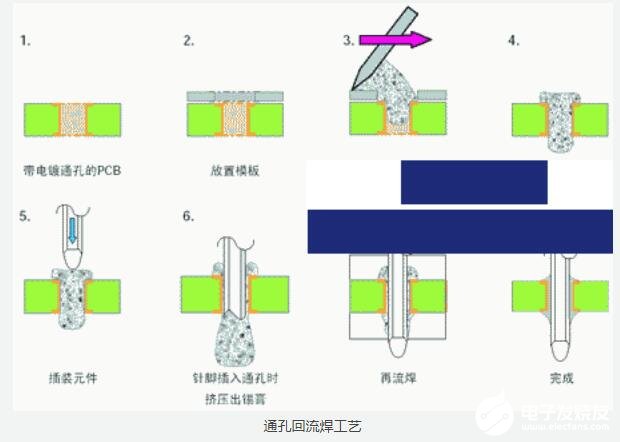
回流焊结构图_回流焊分类
3570回流焊有几个温区,温度是多少
30422在回流焊接中对无铅锡膏有什么基本要求
3664如何恰到好处对回流焊的速度和温度进行设置
5143电路板焊接中的波峰焊与回流焊有什么区别
7965如何有效控制回流焊的横向温差以达到理想效果
3114回流焊温度设置到多少比较合适,如何确定
28126
SMT贴片和THR通孔回流焊技术分析,其优势是什么
1219关于SMT回流焊四大温区功能的简单分析
2635通孔回流焊工艺在PCB组装中有什么样的作用
17关于无铅回流焊接品质的更严的要求说明
815简单讲解一下如何选购一台好的回流焊机
1607什么是回流焊,回流焊的作用是什么
10787回流焊的功率一般是多少,一起来看看吧
4185回流焊的工艺控制技巧要求
4890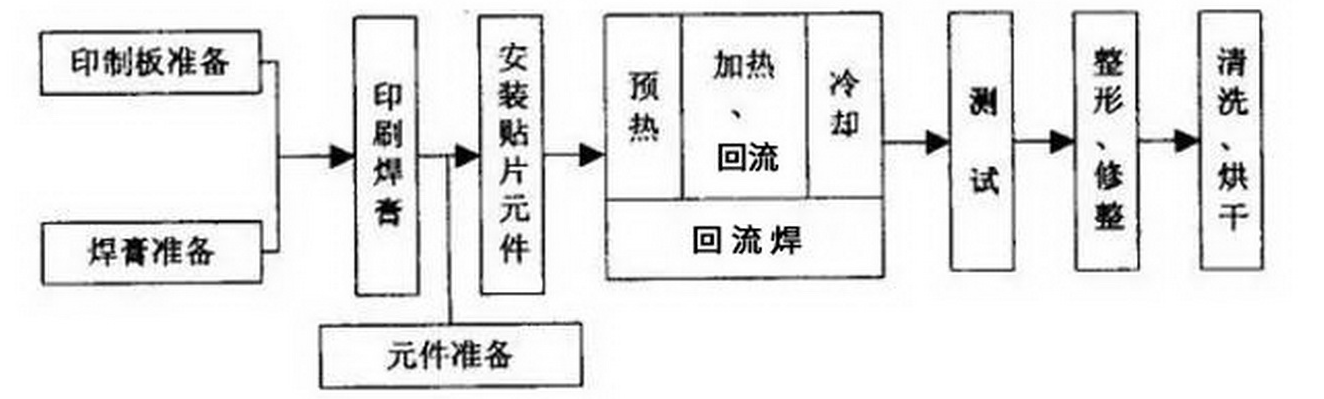
中型回流焊的优势介绍
478回流焊接是什么,其工艺特点都包括哪些方面
2239十温区回流焊接机的优势介绍
1538回流焊炉四大温区的炉温设定
14082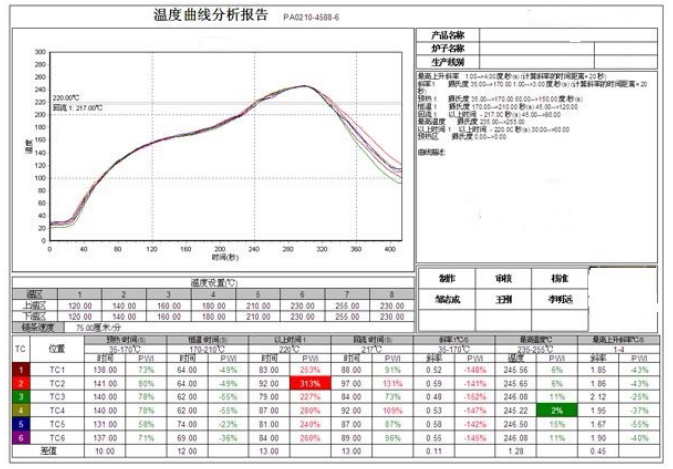
热风回流焊加热区结构详解
1468回流焊设备加热系统结构详解
2527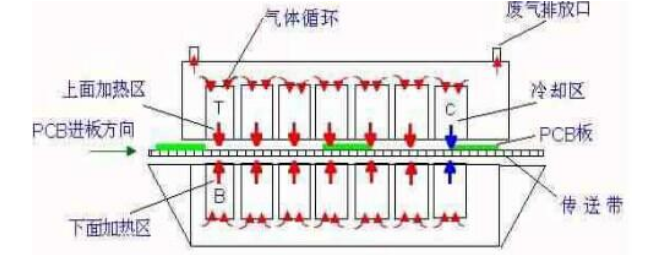
氮气回流焊有什么优势
2465回流焊的优势有哪些
1030波峰焊和回流焊是指什么
3927浅谈回流焊接的优缺点
4882回流焊机不加热故障报警的处理方法
2057无铅回流焊横向温差的控制方法
647回流焊工艺加热焊接流程与加热方式
3057氮气回流焊接的优缺点分别是怎样的
4083回流焊与波峰焊的原理
4559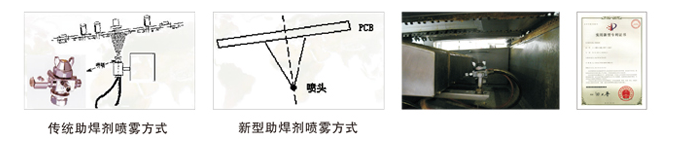
薄膜电容能过回流焊吗?
637回流焊接技术基础介绍 回流焊接工艺分析
367什么是焊接空洞?锡膏印刷回流焊接空洞难点分析
1470从业者必知:回流焊接五大要求助您成为焊接高手
950
为什么焊接工匠都爱助焊剂?揭开回流焊接的秘密
551
如何处理回流焊中的助焊膏?
464
导轨回流焊与普通回流焊:为生产效率和质量选择最佳焊接方式
895
如何处理回流焊中残留的助焊膏?
640
真空回流焊工作原理
2356
真空回流焊是什么?浅谈SMT真空回流焊炉的基本原理
8347
倒装晶片的组装的回流焊接工艺
379
锡膏质量如何影响回流焊接空洞的产生?
224
SMT贴片中的回流焊接工艺
216pcb回流焊工作原理 如何避免PCB板由于回流焊而弯曲和翘曲呢?
339波峰焊与回流焊焊接方式的区别
1696SMT回流焊温度解析之锡膏焊接特性
202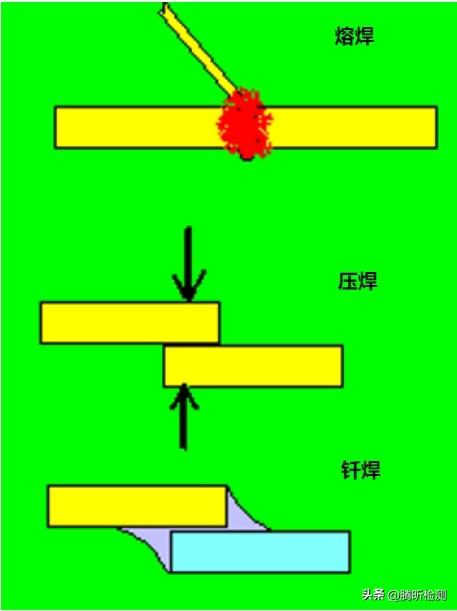
介绍三种SMT焊接工艺:回流焊、波峰焊、通孔回流焊
287- 设计技术
- 可编程逻辑
- 电源/新能源
- MEMS/传感技术
- 测量仪表
- 嵌入式技术
- 制造/封装
- 模拟技术
- RF/无线
- 接口/总线/驱动
- 处理器/DSP
- EDA/IC设计
- 存储技术
- 光电显示
- EMC/EMI设计
- 连接器
- 行业应用
- LEDs
- 汽车电子
- 音视频及家电
- 通信网络
- 医疗电子
- 人工智能
- 虚拟现实
- 可穿戴设备
- 机器人
- 安全设备/系统
- 军用/航空电子
- 移动通信
- 工业控制
- 便携设备
- 触控感测
- 物联网
- 智能电网
- 区块链
- 新科技
- 联系我们
- 广告合作
- 王婉珠:wangwanzhu@elecfans.com
- 内容合作
- 黄晶晶:huangjingjing@elecfans.com
- 内容合作(海外)
- 张迎辉:mikezhang@elecfans.com
- 供应链服务 PCB/IC/PCBA
- 江良华:lanhu@huaqiu.com
- 投资合作
- 曾海银:zenghaiyin@huaqiu.com
- 社区合作
- 刘勇:liuyong@huaqiu.com
-
关注我们的微信

-
下载发烧友APP

-
电子发烧友观察



版权所有 © 深圳华秋电子有限公司
电子发烧友 (电路图) 粤公网安备 44030402000349 号 电信与信息服务业务经营许可证:合字B2-20210191 工商网监
湘ICP备 2023018690 号
工商网监
湘ICP备 2023018690 号
评论