0402元件改成0201甚至01005除了耐压、精度、贴片工艺 还需要注意哪些细节
2023-05-05 18:29:34
本人刚学16.6不久,今天遇到一个问题不知道怎么解决,就是以前移动元件是先要执行移动的命令,可今天不知道是怎么了我鼠标只要一点元件它就挂在鼠标上跟着移动了,哪位大哥知道这个要怎么设置呢。
2014-10-20 15:38:07
应用第一张印刷钢网主要目的是确定保证装配良率前提下,锡膏印刷的合适公差。钢网上01005元件的开孔是 在前面所介绍的0201元件成功的工艺基础上加以比例缩放的,表2中列出了其比例缩放的计算公式
2018-09-05 10:49:14
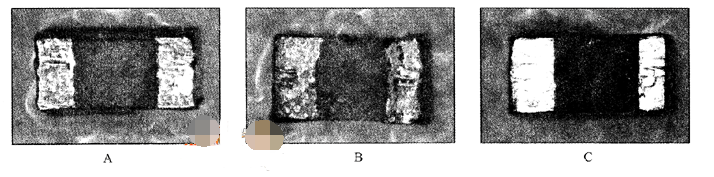
元件在氮气焊接条件下的无铅装配所产生的立碑缺陷并不像0201元件装配那样明显。 01005元件焊盘的设计建议采用BFG组合,印刷钢网厚度为4mil,开孔尺寸:宽9mil,长10 mil,“居中”的方
2018-09-05 10:49:11
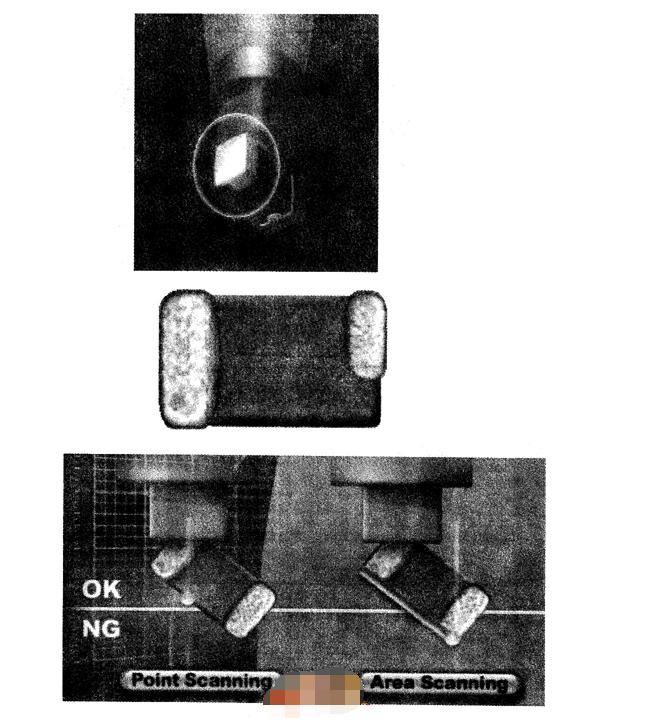
所示为某一机器在拾取0201和0402元件过程中,自动调整取料的最佳位置。 贴装0201和01005元件需要更细的吸嘴(如图6和图7所示),同时为了防止静电损坏元件及在取料过程中带走 其他元件,细嘴
2018-09-06 16:24:32
(VRM)驱动系统,可以提高热稳定性,获得较高的加速度和精度,有的分辨率已达到1μm。这些技术的应用给成功贴装细小元件提供了保障。值得注意的是,控制采用拱架式机构的贴片机的横梁在贴片过程中的抖动往往是容易被忽视的地方。
2018-09-05 10:49:13
膏压塌,元件下出现锡珠,还 有可能导致元件位置偏移。贴装0201和01005元件合适的压力范围为150~300 g。对于基板变形的情况,对应压 力的变化,贴片轴必须能够感应小到25.4μm的变形以补偿
2018-09-06 16:32:21
对0201元件和01005元件成像对中需要高倍率的相机,光源的使用和其他较大的片装元件也有区别。一般的元 件如0603或0805等元件,使用背光,找到整个外形轮廓的中心就好。但是0201或
2018-09-05 09:59:02
膏量的要求。0.006″厚钢网对 0201元件而言会太厚。总共设计两张钢网,网板1为第1个试验设计的(过滤实验)。对应每个焊盘设计,设计5 种不同的开孔。网板2是根据网板1的结果进行设计。在网板2上
2018-09-07 15:28:22
尺寸也会设计较小。但较小的开孔使锡膏的传输效率不高,容易被阻塞。如果采用厚度为0.004″印刷网板,虽然会提高锡膏的 传输效率,降低0201网板孔的阻塞,但在其他需要更多焊膏量的表面贴装元件位置,印刷
2018-09-05 16:39:09
。随着装配密度的增加,0201元件的间距可能会达0.006″ ,甚至到0.004″。所以对于这种超高密度的装配,还需要继续研究。 (4)锡珠出现的概率会随着焊盘间距和印刷钢网开孔间距的减少而增加
2018-09-05 16:39:07
缺陷数在统计意义上有明显的差别。 对于免洗型锡膏在空气中回流焊接工艺,P值(置信度)是0.5165。因为P值较高,我们不能否决虚拟假设。因 此使用免洗型锡膏在空气中回流焊接时,元件的方向对装配良率没有
2018-09-04 15:43:32
贴片机应用环球仪器(Universal)4796R HSP高速贴片机,选用0201吸嘴、0201元件的专门供料器,元件采用 圈带包装。照相机应用前光对元件成像和对中。 (5)回流焊接 回流炉为
2018-09-07 15:28:23
元件大小与贴装速度进行贴装,小元件贴装速度比大元件贴装速度较快,精度高的元件比精度低的贴装速度慢,最好不要把不同速度的元件放到高速机中贴装,避免由于速度的不同,影响贴装效率。 2)按元件贴装精度保证
2018-09-07 16:11:47
一般在0.15~0.25 mm之间,路板高度的细微变化,可能会导致0201元件贴装不成功,而这些变化对较大的元件贴装没有影响。而其他因素,例如,由于下侧元件再流焊而导致电路板变形,也可能引起Z轴高度
2018-09-07 15:56:57
用16元件移到最小距离就移不动了,用18就能重叠摆放
2019-03-12 07:35:08
求AT89S51,ISD2560元件库,或者可以替代的
2017-05-12 17:33:12
)/Rth(ch-a)833°C / W833°C / W1042°C / W1042°C / W313°C / W备注--仅1元件工作时仅1元件工作时-封装TUMT6UMT3UMT5UMT6SMT3贴装
2019-04-10 21:55:53
与正常装配的回流焊接温度曲线设置相似,需要了解所用锡膏或助焊剂的特性以及底部填充材料的特性, 优化两个过程中的温度曲线。与正常装配所不同的是,尽可能让此过程中的回流温度低一些,以免造成元器 件
2018-11-22 11:04:18
待贴装的电路板进入及贴装完成后的电路板离开贴装区域)、支撑和识别定位作为贴装必须的前后工序,将留在后面的有关章节中详细讨论。在本章我们只讨论纯粹的“贴装”——包括拾取元件、检测调整和元件贴放3个基本过程,如图所示。 图 贴装基本过程
2018-09-06 11:04:44
(片式元件),已经几乎达到机械结构运动速度的极限。 (3)贴装精确度 由于组装密度不断提高,0.4节距IC和0402元件的应用,对贴装精确度要求越来越高。采用机、光、电和软硬件综合技术,使现在贴装
2018-09-05 16:40:48
多功能机时应以它为重要参数,同时也应考虑 它在大元件和异型元件贴装的能力。 2.设备的应用商 通常用单位时间内PCB(单板或多联板)的生产数量来衡量,当然设备制造商也会用该方法来评估,式中贴片 时间
2018-09-07 16:11:50
Dear All:我想請問AD5755 英文产品数据手册 Rev C,Page 47,Figure 84. Output Transient Voltage Protection 我想知道D1/D2元件规格我该如何挑选?ADI公司有建议使用的元件料号吗? Best Regards, Jacky
2018-11-05 09:02:53
已成为SMT技术发展趋势之一。上海汉赫电子科技在FPC贴装上有着丰富的经验,已为大量客户特别是医疗器械类的客户提供贴装服务。接下来上海汉赫电子科技为大家介绍下关于FPC贴装中的一些问题:一. 常规SMD贴
2019-07-15 04:36:59
请问MF10这个芯片在multisim14元件库里能找到吗?在哪?
2021-06-22 16:21:43
MUltisim12.0版本没有CD4047和C1061元件,怎么添加这两个元件?急急急!!
2019-08-03 08:53:01
Multisim10.0元件库没P沟道耗尽型MOSFET管,为什么,我其他几种都找到了结型FET增强型FET,耗尽型没P的啊
2012-11-03 10:45:54
Multisim10元件库的添加
2015-04-21 09:24:57
PCB板对贴装压力控制的要求是什么对贴装精度及稳定性的要求芯片装配工艺对贴装设备的要求对照像机和影像处理技术的要求对板支撑及定位系统的要求
2021-04-25 06:35:35
;2)元器件种类≤10种/片;3)元器件个数≤50个/片;4)不含BGA、0201元件;5)单面加工;6)增值服务可选:①是否拆板②包装类型,不含其他增值服务二、参与流程:1)新注册/登录:新用户自动
2020-08-20 16:53:17
起固定作用、还须过波峰焊,后者过回流炉起焊接作用。 根据SMT的工艺过程则可把其分为以下几种类型。 第一类只采用表面贴装元件的装配 1、只有表面贴装的单面装配 工序: 丝印锡膏=>贴装元件
2016-05-24 15:59:16
请问TI有提供C2000元件库吗? AD,Mentor都可以。
2018-05-14 02:18:56
altum designer谁有555元件封装???谢谢 共享下
2013-11-10 16:56:02
multium13元件库stm32的元件库
2016-07-01 17:01:06
有木有人有比较全面的protel *** 2004元件库非常感谢
2012-07-25 10:16:34
protel99元件封装大全[实用]
2013-01-24 20:33:40
protel99元件封装库
2013-04-29 15:18:55
protel99元件库PCB打样找华强 http://www.hqpcb.com 样板2天出货
2013-10-10 17:43:32
protel99元件库PCB打样找华强 http://www.hqpcb.com 样板2天出货
2013-10-10 17:46:43
proteus 7.1元件库[hide][/hide]
2009-04-21 10:12:16
proteus8.3元件库
2016-11-21 19:27:48
。 陈卫平还告诉记者,随着MLCC越来越精密,对SMT贴片工艺也提出了很大的挑战。老一代的AV行业SMT贴片工厂对0201的贴装会有一定的难度,01005的贴装要求精度更高。电容尺寸越小,那么PCB板
2012-11-14 10:35:12
第一类 只有表面贴装的单面装配 工序: 丝印锡膏=>贴装元件=>回流焊接 TYPE IB 只有表面贴装的双面装配 工序: 丝印锡膏=>贴装元件=>回流焊
2018-11-26 17:04:00
请问下,里面自己封装的符号U10元件,一拖动它,就出现画面全没有了,怎么回事?其他器件都是可以拖动
2019-09-09 05:35:47
能等都对贴片机的贴装能力提出不同的要求。柔性贴片机应该能够适应这些不同元器件的变化,而不需要用户变换机型或额外投资。 (2)能够兼顾精度和速度 这一条也是机器柔性的基本要求。通常在贴片机的特性中
2018-11-27 10:24:23
由于倒装晶片韩球及球问距非常小,相对于BGA的装配,其需要更高的贴装精度。同时也需要关注从晶片被吸 取到贴装完成这一过程。在以下过程中,元件都有可能被损坏: ·拾取元件; ·影像处理
2018-11-22 11:02:17
装元器件最大重量是一定的,超过以后会造成贴装率降低。 (5)元器件表面质量 表面贴装元器件的性能参数中影响贴装工艺的主要是表面粗糙度和高度的尺寸误差。这种影响主要反映在细小元件中,即0603
2018-11-22 11:09:13
①非PoP面元件组装(印刷,贴片,回流和检查); ② PoP面锡膏印刷: ③底部元件和其他器件贴装; ④顶部元件蘸取助焊剂或锡膏; ⑥项部元件贴装: ⑥回流焊接及检测。 由于锡膏印刷
2018-09-06 16:40:36
现代先进的贴片机采用一系列先进的智能控制技术,逐渐向高速度、高灵活性和无差错贴装发展。关于速度和灵活性我们将在后面的章节中详细讨论,这里只介绍几种流行先进贴装技术。 (1)智能供料器 传统
2018-09-07 16:11:53
本帖最后由 eehome 于 2013-1-5 10:04 编辑
请教版主及本论坛高人,我在99SE程序里和本论坛没有找到cd40110元件的封装库,自己也不会做,请斑竹和本论坛高人不吝赐教。发一个封装库到我的邮箱最好,我急用。(hbtsljg@163.com)在此先拜谢了!!{:23:}
2012-03-21 17:40:36
从成本的角度考虑,在空气中回流焊接无疑是比较有吸引力的焊接工艺,它有利于降低焊料熔融状态下的润湿力,对减少立碑和桥连缺陷有一定的帮助。但是对01005元件的装配,特别是无铅装配而言,将会变得
2018-09-05 10:49:15
如题,请教大神,在protel ***中78L15元件在哪个元件裤,找了很久都找不到
2016-05-31 16:38:26
在哪里可以找到LTC680在哪里可以找到LTC6803元件库在哪里可以找到LTC6803元件库元件库proteus
2016-04-05 21:32:50
在哪里能下载到proteus的TL494元件的库文件
2015-04-01 15:35:09
元件贴装范围主要是指所能贴装的最大和最小元件的范围和所能识别元件的最小特征。由于硬件条件所限,每一台机器也都由于它的特点而有一定的元件贴装范围。影响贴片机贴装元器仵范围的主要因素有: (1
2018-09-05 16:39:08
0201和01005元件合适的压力范围为 150~300 g。对异型插件元件而言(多功能机),压力过小将导致元件无法嵌入定位孔中,如手机屏蔽盖和电脑 主板连接头的贴装生产,特殊情况下,需要的最大压力可能
2018-09-05 16:31:31
怎么在win7下添加protel99元件库?
2012-10-16 15:08:49
元件和1608元件的贴装,中速机完成SOP和PLCC的贴装,多功能机对精度要求高的QFP和BGA进行装贴,然后根据元件数量对两台机器的贴装速度进行匹配,调整贴装程序,达到贴装效率最佳。提醒注意的是,在
2018-11-22 16:28:17
焊盘整理完成之后就可以重新贴装元件了。这时我们又面临了新的问题:如果选择锡膏装配的话,如何印刷锡膏呢?对于密间距的晶圆级CSP来说,这的确是一个难题。有采用小钢网,采用手工的方式来局部印刷锡膏
2018-09-06 16:32:16
晶圆级CSP的装配对贴装压力控制、贴装精度及稳定性、照相机和影像处理技术、吸嘴的选择、助焊剂应 用单元和供料器,以及板支撑及定位系统的要求类似倒装晶片对设备的要求。WLCSP贴装工艺的控制可以参
2018-09-06 16:32:18
晶圆级CSP的元件如何重新贴装?怎么进行底部填充?
2021-04-25 06:31:58
跪求大神给我提供个protues中的MC1496元件资源!![qq]1192799289[/qq]
2015-04-29 23:44:43
RT,multisim12元件库里面没有信号管IRF7105(7106,7107),去官网下了一个SPICE文件包,查了一下没有找到IRF7105,对应的模型。请问大神如何破?或者有没有别的可以和IRF7105替换的、元件库里面有的?
2016-05-05 16:00:57
谁有语音芯片isd2560元件,急求,发一下
2015-04-07 21:48:59
画原理图怎么没有STC12C2052元件和封装呢?难道要自己做吗?谁有文件发给我,谢谢啦·~!{:12:}
2014-06-08 16:10:18
补充的Altium_Designer10元件库
2013-07-25 22:38:57
表面贴装元件具备的条件:元件的形状适合于自动化表面贴装; 尺寸,形状在标准化后具有互换性; 有良好的尺寸精度; 适应于流水或非流水作业; 有一定的机械强度; 可承受有机溶液的洗涤; 可执行零散包装
2021-05-28 08:01:42
`这个x1元件的参数能查到吗 谢谢`
2019-06-14 10:11:25
allegro16.6元件脚上出现黄色三角形,不明原因,请赐教为谢!
2019-03-07 07:35:09
请问仿真时multisim14元件库里没有运放PA340怎么办?该用什么方法
2019-09-18 16:48:05
比方说我想选中U1元件的引脚该写什么啊?
2019-06-28 05:15:41
谁有TLP350和uc3845元件模型Multisim仿真 能够使用的多谢了大神
2016-04-08 23:02:44
卷料的塑料覆盖薄膜容易产生静电吸料,尤其是对小元件,如0201和01005,这会导致吸嘴偏离元件最佳吸取中心,从而使贴片时元件发生侧移,这会导致立碑缺陷,同时,如果编带被热封的过紧,将导致送料器
2018-09-05 16:31:56
元件和IC封装中QFP引脚细间距化,以及BGA,CSP,COB,FlipChip和MCM的应用都对贴装精度的要求进一步提高,对视觉与图像识别技术要求也越来越高。贴片机中现代视觉与图像识别技术主要有
2018-09-03 10:25:54
用手动的方式来进行元件贴装数据的输入。在编程软件的贴装清单中,输入元 件的位号(Ref D)后,单击物料代码(Component ID)选择该元件的元件数据库,再输入该元件的X、y 坐标和旋转
2018-09-03 10:25:56
站上的机械位置精度,以及供料器的准确校正和纸带节距精度(对于卷料带而言)来保 证的。理想的情况是,元件应该位于设计的位置精度范围,以便它的有效吸取区域和吸嘴的中心重合,以0201元 件为例,图1中的左边
2018-09-05 16:31:21
如图所示产品,产品中包括1005元件、1608元件、SOP和QFN元件,按照使用元件类型规则进行贴片组的优化。 即按照元件外形、元件的难易程度,以及元件大小与贴装速度速度进行贴装,人工进行设备
2018-09-05 09:59:00
发展趋势,能贴装01005元件的机器较佳。而多功能机需要一定精度,保证细小元件的贴装准确性,从而保证生产质量,比如能贴装0.3 mm间距的CSP等元件。同时也一定要考虑封装朝3D方向发展的趋势,具有一定
2018-11-27 10:50:02
,精确度会降低。实际运用中,很少会用CP842贴装芯片,而是由专门的另外一台机器完成。 第3到第4站无动作。 第5站:影像处理。宽视角或者窄视角CCD相机检测:a所拾取元件的大小和形状;b元件的位置误差
2018-09-06 16:40:04
一定数量的一种元件(例如,120个片式元件或10个QFP封装的IC)规则排列方式贴装到样板上,如图所示,然后计算每个元件平均时间,以每小时多少片的或每片多少秒的数字给出“贴装速度”,例如: ·贴装
2018-09-05 09:50:35
贴装修正QFP100元件分布 当用在高速贴片机的贴装修正时,元件采用外形较好的0201预先贴上双面胶带。如果贴装头有30只贴装轴,每个贴装轴在件,那么总共贴装240个元件(如图5所示)。 图5
2018-09-05 10:49:09
65um@3Sigma的精度可以很好的处理0201和01005元件的贴装。当然还必须保证锡膏的印刷精度,单一的偏差有 时不会有很大的影响。但是贴片偏差和锡膏印刷偏差的综合影响必须加以控制。譬如
2018-09-07 15:56:59
最小厚度值当检查到吸嘴没有吸到元件时,关闭贴装头上的真空电子阀。 ·在做示教过程中检查吸嘴高度。 (2)ST2:只做衔接。 (3)ST3:元件识别照相机的镜头,XIY轴根据贴装头偏置,吸嘴中
2018-11-23 15:45:55
那位朋友有protues的DHT11元件!!!能否分享下!!!
2015-04-06 11:33:21
飞思卡尔摄像头组所有元件Altium Designer10元件库
2013-04-18 10:35:43
陕西平高智能电气有限公司35kv高压计量箱结构说明 本产品由三相二元件组合互感器和仪表箱两大部分组成,三相二元件组合互感器由单相电压互感器(PT)及两只电流互感器(CT)组成,PT、CT均为电磁式
2022-05-31 20:51:24
如何准确地贴装0201片状元件
业界所面临的现实是零件变得越来越小。例如,0201片状电容比0402小75%,在电路板上所占的面积少66%
2009-10-10 16:14:46 1058
1058 对于一般设计的焊盘,如果将焊盘的宽度适当增加,则可以减少使元件发生竖立的纵向表面张力。这样可以减少0201元件的立碑现象。
2019-10-03 17:38:007152 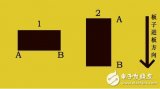
0201、01005的贴装难度相当大。这也是衡量一个SMT贴片加工厂设备精度和工程团队实力的一个具体指标。下面一起来探讨一下0201、01005的贴装特点及需要关注的控制内容和解决措施。
2019-10-17 09:14:1214940 0201贴片元件的贴装比其它贴片元件的贴装更具挑战性。主要原因是0201包装大约为相应的0402尺寸的三分之一,原先可以接受的机器贴装精度如果马上变成引进 0201贴片元件就会产生很多的局限性。下面分享一下0201贴片元件贴装关键技术点。
2020-03-12 11:15:587190 应用张印刷钢网主要目的是确定保证装配良率前提下,锡膏印刷的合适公差。钢网上01005元件的开孔是 在前面所介绍的0201元件成功的工艺基础上加以比例缩放的,表2中列出了其比例缩放的计算公式。在这张钢网 上,9种焊盘宽度和长度的组合对应的钢网开孔有两种,一种是“标准”开孔,即锡膏印刷不超出焊盘;
2023-09-20 15:16:10730 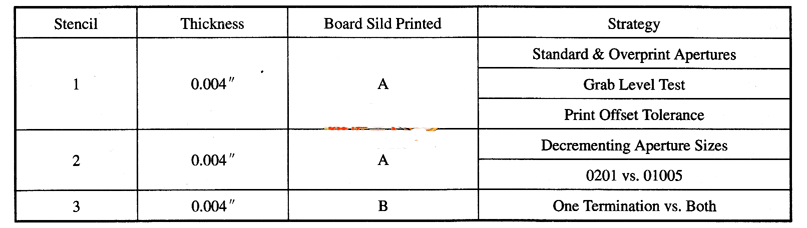
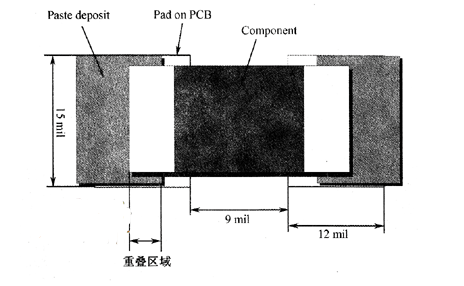
01005元件焊盘的设计建议采用BFG组合,印刷钢网厚度为4mil,开孔尺寸:宽9mil,长10 mil,“居中”的方 式,即印刷钢网开孔位置在焊盘的中间。这样可以保证在锡膏印刷公差为±20μm和贴片公差在±60μm的差情 况下,元件两焊接末端仍然和锡膏接触,如图1所示。
2023-09-22 15:15:53795 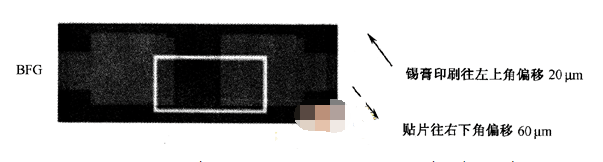
正在加载...
 电子发烧友App
电子发烧友App









 工商网监
工商网监
评论