 电子发烧友App
电子发烧友App


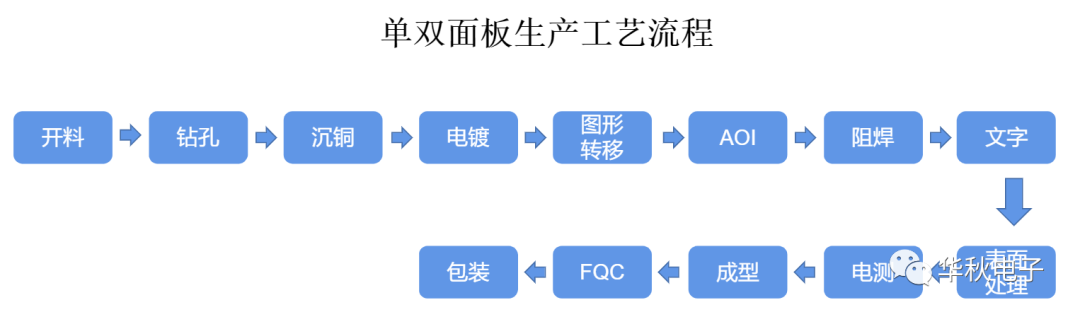
一、钻孔档(Drill File)介绍
常见钻孔及含义:
PTH - 镀通孔:孔壁镀覆金属而用来连接中间层或外层的导电图形的孔。
NPTH - 非镀通孔:孔壁不镀覆金属而用于机械安装或机械固定组件的孔。
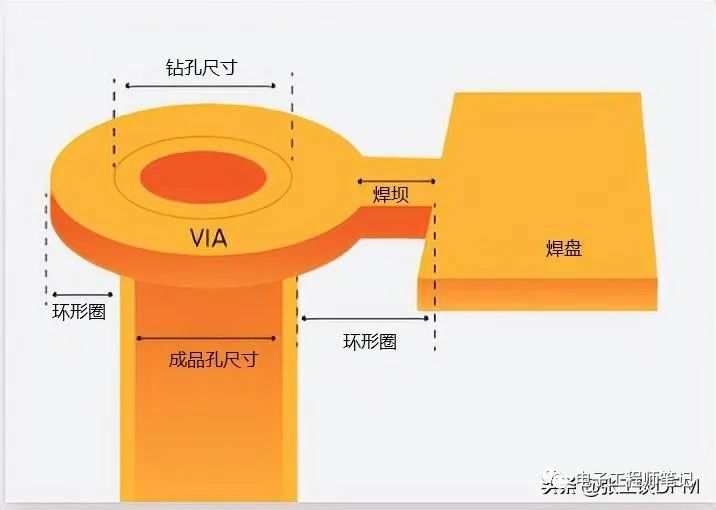
VIA - 导通孔:用于印制板不同层中导电图形之间电气连接(如埋孔、盲孔等),但不能插装组件引腿或其它增强材料的镀通孔。
盲孔:仅延伸到印制板的一个表面的导通孔。
埋孔:未延伸到印制板表面的导通孔。
常见格式:
S&m
Exel.drl
单位制:
METRIC(mm)
ENGLISH(inch or mil)
单位换算:
1 inch = 1000 mil = 2.54 cm = 25.4 mm
1 mm = 0.03937 inch = 39.37 mil
坐标格式:
LEADING ZERO SUPPRESS:坐标整数字前面的0 省略,小数字数不够以0 补齐。
TRAILING ZERO SUPPRESS:坐标小数字后面的0 省略,整数字数不够以0 补齐。
NONE ZERO SUPPRESS:整数和小数字数不够均以0 补齐。
FORMAT(小数点之隐藏) :共有十种格式。
二、钻孔盘(DRILL RACK)介绍
主要描述钻孔档中用到的钻头大小,有的还说明孔是PTH 或NPTH。
钻孔盘一般以M48 开头,排列在钻孔文件的前面。也有单独以文件说明。
DRILL RACK+DRILL FILE=完整的钻孔图形
常用字段:
Tool :钻头编号
Size :孔径大小
Pltd :PTH 或NPTH 说明
Feed :下刀速
Speed :转速
Qty :孔数
三、镜头档(Apeture File)介绍
镜头档主要描述相应Gerber File 所用镜头之形状和大小。
Apeture File + Gerber File =完整的PCB Layout 图形。
常用字段:
D_Code:D 码,即镜头编号
Shape:镜头形状
Size:镜头大小
1、断钻咀
产生原因有:主轴偏转过度;数控钻机钻孔时操作不当;钻咀选用不合适;钻头的转速不足,进刀速率太大;叠板层数太多;板与板间或盖板下有杂物;钻孔时主轴的深度太深造成钻咀排屑不良发生绞死;钻咀的研磨次数过多或超寿命使用;盖板划伤折皱、垫板弯曲不平;固定基板时胶带贴的太宽或是盖板铝片、板材太小;进刀速度太快造成挤压;补孔时操作不当;盖板铝片下严重堵灰;焊接钻咀尖的中心度与钻咀柄中心有偏差。
解决方法:
(1) 通知机修对主轴进行检修,或者更换好的主轴。
(2) A、检查压力脚气管道是否有堵塞;B、根据钻咀状态调整压力脚的压力,检查压力脚压紧时的压力数据,正常为7.5公斤;C、检查主轴转速变异情况及夹嘴内是否有铜丝影响转速的均匀性;D、钻孔操作进行时检测主轴转速变化情况及主轴的稳定性;(可以作主轴与主轴之间对比)E、认真调整压力脚与钻头之间的状态,钻咀尖不可露出压脚,只允许钻尖在压脚内3.0mm处;F、检测钻孔台面的平行度和稳定度。
(3) 检测钻咀的几何外形,磨损情况和选用退屑槽长度适宜的钻咀。
(4) 选择合适的进刀量,减低进刀速率。
(5) 减少至适宜的叠层数。
(6) 上板时清洁板面和盖板下的杂物,保持板面清洁。
(7) 通知机修调整主轴的钻孔深度,保持良好的钻孔深度。(正常钻孔的深度要控制在0.6mm为准。)
(8) 控制研磨次数(按作业指导书执行)或严格按参数表中的参数设置。
(9) 选择表面硬度适宜、平整的盖、垫板。
(10) 认真的检查胶纸固定的状态及宽度,更换盖板铝片、检查板材尺寸。
(11)适当降低进刀速率。
(12) 操作时要注意正确的补孔位置。
(13) A、检查压脚高度和压脚的排气槽是否正常;B、吸力过大,可以适当的调小吸力。
(14) 更换同一中心的钻咀。
2、孔损
产生原因为:断钻咀后取钻咀;钻孔时没有铝片或夹反底版;参数错误;钻咀拉长;钻咀的有效长度不能满足钻孔叠板厚度需要;手钻孔;板材特殊,批锋造成。
解决方法:
(1) 根据前面问题1,进行排查断刀原因,作出正确的处理。
(2) 铝片和底版都起到保护孔环作用,生产时一定要用,可用与不可用底版分开、方向统一放置,上板前再检查。
(3) 钻孔前,必须检查钻孔深度是否符合,每支钻咀的参数是否设置正确。
(4) 钻机抓起钻咀,检查清楚钻咀所夹的位置是否正确再开机,开机时钻咀一般不可以超出压脚。
(5) 在钻咀上机前进行目测钻咀有效长度,并且对可用生产板的叠数进行测量检查。
(6) 手动钻孔切割精准度、转速等不能达到要求,禁止用人手钻孔。
(7) 在钻特殊板设置参数时,根据品质情况进行适当选取参数,进刀不宜太快。
3、孔位偏、移,对位失准
产生原因为:钻孔过程中钻头产生偏移;盖板材料选择不当,软硬不适;基材产生涨缩而造成孔位偏;所使用的配合定位工具使用不当;钻孔时压脚设置不当,撞到销钉使生产板产生移动;钻头运行过程中产生共振;弹簧夹头不干净或损坏;生产板、面板偏孔位或整叠位偏移;钻头在运行接触盖板时产生滑动;盖板铝片表面划痕或折痕,在引导钻咀下钻时产生偏差;没有打销钉;原点不同;胶纸未贴牢;钻孔机的X、Y轴出现移动偏差;程序有问题。
解决方法:
(1) A、检查主轴是否偏转;
B、减少叠板数量,通常双面板叠层数量为钻头直径的6倍而多层板叠层数量为钻头直径的2~3倍;
C、增加钻咀转速或降低进刀速率;
D、检查钻咀是否符合工艺要求,否则重新刃磨;
E、检查钻咀与钻咀柄是否具备良好同中心度;
F、检查钻头与弹簧夹头之间的固定状态是否紧固;
G、检测和校正钻孔工作台板的稳定和稳定性。
(2) 选择高密度0.50mm的石灰盖板或者更换复合盖板材料(上下两层是厚度0.06mm的铝合金箔,中间是纤维芯,总厚度为0.35mm)。
(3) 根据板材的特性,钻孔前或钻孔后进行烤板处理(一般是145℃±5℃,烘烤4小时为准)。
(4) 检查或检测工具孔尺寸及上定位销的位置是否有偏移。
(5) 检查重新设置压脚高度,正常压脚高度距板面0.80mm为钻孔压脚高度。
(6) 选择合适的钻头转速。
(7) 清洗或更换好的弹簧夹头。
(8) 面板未装入销钉,管制板的销钉太低或松动,需要重新定位更换销钉。
(9) 选择合适的进刀速率或选抗折强度更好的钻头。
(10) 更换表面平整无折痕的盖板铝片。
(11) 按要求进行钉板作业。
(12) 记录并核实原点。
(13) 将胶纸贴与板边成90o直角。
(14) 反馈,通知机修调试维修钻机。
(15) 查看核实,通知工程进行修改。
4、孔大、孔小、孔径失真
产生原因为:钻咀规格错误;进刀速度或转速不恰当;钻咀过度磨损;钻咀重磨次数过多或退屑槽长度底低于标准规定;主轴本身过度偏转;钻咀崩尖,钻孔孔径变大;看错孔径;换钻咀时未测孔径;钻咀排列错误;换钻咀时位置插错;未核对孔径图;主轴放不下刀,造成压刀;参数中输错序号。
解决方法:
(1) 操作前应检查钻头尺寸及控制系统是否指令发生错误。
(2) 调整进刀速率和转速至理想状态。
(3) 更换钻咀,并限制每支钻咀钻孔数量。通常按照双面板(每叠四块)可钻3000~3500孔;高密度多层板上可钻500个孔;对于FR-4(每叠三块)可钻3000个孔;而对较硬的FR-5,平均减小30%。
(4) 限制钻头重磨的次数及重磨尺寸变化。对于钻多层板每钻500孔刃磨,允许刃磨2~3次;每钻1000孔可刃磨;对于双面板每钻3000孔,刃磨,然后钻2500孔;再刃磨钻2000孔。钻头适时重磨,可增加钻头重磨次数及增加钻头寿命。通过工具显微镜测量,在两条主切削刃全长内磨损深度应小于0.2mm。重磨时要磨去0.25mm。定柄钻头可重磨3次;铲形钻头重磨2次。
(5) 反馈给维修进行动态偏转测试仪检查主轴运行过程的偏转情况,严重时由的供应商进行修理。
(6) 钻孔前用20倍镜检查刀面,将不良钻咀刃磨或者报废处理。
(7) 多次核对、测量。
(8) 在更换钻咀时可以测量所换下钻咀,已更换钻咀测量所钻个孔。
(9) 排列钻咀时要数清楚刀库位置。
(10) 更换钻咀时看清楚序号。
(11) 在备刀时要逐一核对孔径图的实际孔径。
(12) 清洗夹咀,造成压刀后要仔细测量及检查刀面情况。
(13) 在输入刀具序号时要反复检查。
5、漏钻孔
产生原因有:断钻咀(标识不清);中途暂停;程序上错误;人为无意删除程序;钻机读取资料时漏读取。
解决方法:
(1) 对断钻板单独处理,分开逐一检查。
(2) 在中途暂停后再次开机,要将其倒退1~2个孔继续钻。
(3) 一旦判定是工程程序上的错误,要立即通知工程更改。
(4) 在操作过程中,操作员尽量不要随意更改或删除程序,必要时通知工程处理。
(5) 在经过CAM读取文件后,换机生产,通知机修处理。
6、批锋
产生原因有:参数错误;钻咀磨损严重,刀刃不锋利;底板密度不够;基板与基板、基板与底板间有杂物;基板弯曲变型形成空隙;未加盖板;板材材质特殊。
解决方法:
(1) 在设置参数时,严格按参数表执行,并且设置完后进行检查核实。
(2) 在钻孔时,控制钻咀寿命,按寿命表设置不可超寿命使用。
(3) 对底板进行密度测试。
(4) 钉板时清理基板间杂物,对多层板叠板时用碎布进行板面清理。
(5) 基板变形应该进行压板,减少板间空隙。
(6) 盖板是起保护和导钻作用。因此,钻孔时必须加铝片。(对于未透不可加铝片钻孔)
(7) 在钻特殊板设置参数时,根据品质情况进行适当选取参数,进刀不宜太快。
7、孔未钻透(未贯穿基板)
产生原因有:深度不当;钻咀长度不够;台板不平;垫板厚度不均;断刀或钻咀断半截,孔未透;批锋入孔沉铜后形成未透;主轴夹嘴松动,在钻孔过程中钻咀被压短;未夹底板;做首板或补孔时加了两张垫板,生产时没更改。
解决方法:
(1) 检查深度是否正确。(分总深度和各个主轴深度)
(2) 测量钻咀长度是否够。
(3) 检查台板是否平整,进行调整。
(4) 测量垫板厚度是否一致,反馈并更换垫板。
(5) 定位重新补钻孔。
(6) 对批锋来源按前面进行清查排除,对批锋进行打磨处理。
(7) 对主轴松动进行调整,清洗或者更换索嘴。
(8) 双面板上板前检查是否有加底板。
(9) 作好标记,钻完首板或补完孔要将其更改回原来正常深度。
8、面板上出现藕断丝连的卷曲形残屑
产生原因有:未采用盖板或钻孔工艺参数选择不当。
解决方法:
(1) 应采用适宜的盖板。
(2) 通常应选择减低进刀速率或增加钻头转速
9、堵孔(塞孔)
产生原因有:钻头的有效长度不够;钻头钻入垫板的深度过深;基板材料问题(有水份和污物);垫板重复使用;加工条件不当所致,如吸尘力不足;钻咀的结构不行;钻咀的进刀速太快与上升搭配不当。
解决方法:
(1) 根据叠层厚度选择合适的钻头长度,可以用生产板叠板厚度作比较。
(2) 应合理的设置钻孔的深度(控制钻咀尖钻入垫板0.5mm为准)。
(3) 应选择品质好的基板材料或者钻孔前进行烘烤(正常是145℃±5烘烤4小时)。
(4) 应更换垫板。
(5) 应选择的加工条件,适当调整钻孔的吸尘力,达到7.5公斤每秒。
(6) 更换钻咀供应商。
(7) 严格根据参数表设置参数。
10、孔壁粗糙
产生原因有:进刀量变化过大;进刀速率过快;盖板材料选用不当;固定钻头的真空度不足(气压);退刀速率不适宜;钻头顶角的切削前缘出现破口或损坏;主轴产生偏转太大;切屑排出性能差。
解决方法:
(1) 保持的进刀量。
(2) 根据经验与参考数据调整进刀速率与转速,达到匹配。
(3) 更换盖板材料。
(4) 检查数控钻机真空系统(气压)并检查主轴转速是否有变化。
(5) 调整退刀速率与钻头转速达到状态。
(6) 检查钻头使用状态,或者进行更换。
(7) 对主轴、弹簧夹头进行检查并进行清理。
(8) 改善切屑排屑性能,检查排屑槽及切刃的状态。
11孔口孔缘出现白圈(孔缘铜层与基材分离、爆孔)
产生原因:钻孔时产生热应力与机械力造成基板局部碎裂;玻璃布编织纱尺寸较粗;基板材料品质差(纸板料);进刀量过大;钻咀松滑固定不紧;叠板层数过多。
解决方法:
(1) 检查钻咀磨损情况,然后再更换或是重磨。
(2) 选用细玻璃纱编织成的玻璃布。
(3) 更换基板材料。
(4) 检查设定的进刀量是否正确。
(5) 检查钻咀柄部直径大小及主轴弹簧夹的夹力是否足够。
(6) 根据工艺规定叠层数据进行调整
以上是PCB机械钻孔生产中经常出现的问题,在实际操作中应多测量多检查。同时,严格规范作业对控制钻孔生产品质故障有很大的益处,对改善产品质量、提高生产效益,也有很大的帮助。
















 工商网监
工商网监
评论