 电子发烧友App
电子发烧友App


|
减轻对电网冲击的高阻抗电弧炉
1 引言 自从电弧炉诞生那天起,人们便开始研究用什么办法能获得最大的电弧功率。众所周知,电弧功率决定了它的生产率,而电弧功率又正比例于电压和电极电流。在过去的许多年来,一直是依靠加大电极电流来提高电弧功率的。但是,由此产生的弊端是必须配置巨大截面的二次载流导体和开发价格昂贵的、特制的超大直径硅电极来满足传输大电流的要求。在这种冶炼操作模式中,由于采用短电弧冶炼,使得电极同炉料频繁接触,经常产生短路,对供电电网的冲击非常严重,造成电网电压波动和闪变,并产生大量高次谐波;另外它还导致电极折断率非常高,经常需要接电极,既影响了生产,也增加了炼钢成本。 短电弧操作的另一负面效应是在电极穿井期间,运行电抗非常高,导致平均功率降低,电弧功率减少,冶炼时间加长。 如果采用高电压,低电流操作,可以减少电极消耗和电能消耗。可是采用高电压,低电流操作,由于主电路电抗值小,导致短路电流倍数过高,高压开关频繁跳闸,功率因数过高,电弧燃烧不稳定。综合上述,可得出一条重要结论:那就是如果将电弧炉主电路由低阻抗改造成高阻抗,即在主电路串联一只电抗器,则上述弊端便可迎刃而解。也就是说:附加电抗能使电弧燃烧稳定,电极电流减少,电压波动降低,谐波发生量减少,提高二次电压,可使电弧功率加大,电效率提高,并依靠泡沫渣完全包围覆盖电弧,因而也提高了炉衬寿命。这种在电弧炉主电路串有大电抗器的,并有较高二次电压的电弧炉被称为高阻抗电弧炉。 2 高阻抗电弧炉的理论依据 自从附加电抗器的高阻抗电弧炉概念在十几年前被首次提出以来,现已在电弧炉操作实践中被炼钢厂普遍接受,并已在国内外迅速推广,已收到了明显的经济效益。因此,高电弧电压,长电弧冶炼,低电极电流操作模式是已有的超高功率电弧炉进一步发展和提高的必由之路。 提高变压器二次电压来增加电弧电压和电弧长度,以及增加炉子总电抗来降低电极电流和提高电效率的优越性,可用式(1)-(6)说明。 有功功率 P=Scosφ (1) 电极电流 Ie= 电弧电压 uarc= 式中:Xop为运行电抗; S为视在功率; r为短网到电极的阻抗; uph为相电压。 电弧长度 Larc=uarc-35 (4) 电弧功率 Parc=3Ieuarc (5) 电效率 η= 由式(2)可以明显地看出,在功率因数相同的情况下,加大电抗就可以降低电极电流。从式(3)可以看出,提高变压器二次电压和降低电极电流就可以显著地提高电弧电压。由式(5)可以看出,由于电弧电压成倍地增高,所以,电弧功率大幅度增加。从式(6)可以清楚地看到,高阻抗电弧炉的突出特点是电弧电压高,电极电流小,所以,其电效率非常高,通常大容量高阻抗电弧炉均能达到0.94~0.97。 较高的变压器二次电压和较大的电抗器的合理搭配是使功率因数保持在合适的范围内所必需的。但是,如果功率因数过高,则在炉料熔化期电弧就会不稳定,因此,功率因数值是决定电弧稳定性的先决条件。 功率因数过高,就是合成电抗太小,那么为什么在交流电弧炉主电路中串联一只大电抗器后,就可使电弧电流连续不断地流通,而不间断,电弧则稳定燃烧,在理论上如何解释?下面回答这个问题。 对电弧物理现象的研究指出,只有在两个电极之间施加足够高的电压时,才有电弧产生。起弧后,在两个电极之间施加50Hz频率的交流电压,在每半个周期中,只有当电压升高到某一值时,才有电流通过。当电压再降至某一值时,电弧熄灭,这就意味着50Hz的交流电弧在1s内有100次起弧与熄弧。由于电弧的热量是电弧电压与电弧电流的乘积,在起弧延滞的时间中,电弧电流为零,所以电弧热量也为零。这样就使电弧时断时续,电流不连续,如图1所示。
图1 交流电弧简化波形图(在无串联电抗器情况下) 当电路中串有足够电抗时,电流滞后电压一个φ角。当外施电压为零时,电弧电流借助于储存在电抗中的能量继续流通。当电弧电流接近零时,负半周的电压已经很高,已经达到起弧电压值(见图2),使电弧点燃,即负半周电流及时接续,不间断。所以,只要在主电路中串有足够的电抗值,就能使电弧连续燃烧,电流连续流动,而不中断。这就是高阻抗电弧炉电弧连续燃烧的理论根据。
图2 有串联电抗器时交流电弧简化波形图 3 高阻抗电弧炉中的电抗器 高阻抗电弧炉与普通电弧炉的惟一区别是附加了串联电抗器,因此,必须对该电抗器进行说明。从经济观点(布局和占用空间大小)来看,在电炉变压器的一次侧串联电抗器是最合理的。从结构形式来看,可做成空心式或铁心式电抗器。前者可做成三个独立的单相线圈,其体积庞大,而且在它的四周存在着很强的磁场,因此,它需要很大的物理空间,通常安放在单独的房间或变电所内;后者的主磁通均通过铁心,可以做成紧凑的三相装置,适宜安放在变压器室内,为了抑制过电压,应紧靠变压器安放,这种电抗器均带有调节电抗值的调节开关,可以本地操作或远程操作。 目前,在国内外的高阻抗电弧炉设计中,普遍采用铁心式电抗器。该电抗器在高阻抗电弧炉中的连接方式如图3所示。下面简要地介绍铁心式电抗器的结构及其特点。
图3 高阻抗电弧炉的电抗器连接图 铁心式电抗器与变压器基本相同,除了电抗器每相只有一个线圈外,其结构上的主要区别在铁心上。铁心式电抗器的磁柱由若干个铁饼叠装而成,铁饼间用绝缘板(如环氧玻璃布板,大理石等绝缘材料)隔开,形成间隙。 铁心式电抗器的磁路是有间隙的,外面套有线圈。由于磁性材料的导磁率比空气大得多,所以,铁心式电抗器的电感值L也比空心式电抗器的大得多。但是,电抗器的电感L随着铁心饱和程度的增加而减小,而高阻抗电弧炉电抗器的作用之一是限制短路电流数值,它不允许电感L随着电流的增加而减小,因此,在设计该电抗器时,不允许电抗器工作在饱和区域,即当炉子发生工作短路时,不允许电抗器的电抗值减小。为了保证这一点,在设计时必须选取较低的磁通密度值。通常选择B≤0.75~0.85T,不能高于此值。 由于在钢质导磁体内垫有非磁性衬垫物,所以整个磁路的磁阻Rm将为钢质导磁体的磁阻Rs和空气隙磁阻Ra之和,即: Rm=Rs+Ra (7) 因为,空气隙的磁阻Ra具有相当大的数值,而且是常数,所以,钢质导磁体磁阻Rs的变化对整个磁路总磁阻Rm的影响不大。 电抗器器身浸在油箱中,通常要用强迫油循环水冷却系统,冷却效果好。该种产品均做成加强型,因为,电弧炉经常超载20%。在熔化期还时常产生工作短路,工作短路电流超过额定电流的2倍以上,所以在选择电抗器线圈导线截面时,应按2倍变压器额定电流来选择。 高阻抗电弧炉的总电抗值和变压器二次最高电压值是设计该种电弧炉的关键参数。如果选择不当,就发挥不了高阻抗电弧炉的优势。表1列出了总电抗远远高于一般水平的几台高阻抗电弧炉二次最高电压值和总电抗值。这些炉子本身的电抗值在3.0~3.5mΩ范围内。而在变压器一次侧串联电抗器后,合成总电抗值在4~6mΩ,比原来高出50%左右。 表1 某些电压较高和有附加电抗器的炉子
4 高阻抗电弧炉抑制电压波动原因分析 从电弧炉炼钢来看,工作短路是不可避免的,它经常是在熔化期内当点弧或塌料时发生。点弧时所发生的工作短路持续时间一般不超过1~2s,这对电网危害不大,因为,短路持续时间很短。而炉料塌陷时的短路持续时间取决于电极移动速度及塌料深度。塌料深浅不同,相差悬殊,但在实际炼钢过程中,很少遇到超过250mm的塌料深度。高阻抗电弧炉的电弧长度普遍大于250mm,本文中援引的例子,其电弧长度为350mm,所以,它在炉料塌陷时也不致于造成电极短路。电极同炉料短路时无功功率最大,则其引起的电网电压波动也是最大,因为,电网电压波动是由无功功率变化引起的,这可由下式说明。 Δu= 式中:ΔQ为电弧炉无功功率变化量(Mvar); SDR为供电点(35kV),供电系统短路容量(MVA)。 综上所述,高阻抗电弧炉运行在较高的功率因数下(0.82以上),且不产生电压闪变,这是因为电极和炉料之间保持较长距离,它使电弧长度变化百分数小,则二次电流和一次电压变化率(Δu/u)也小,因此,电压闪变就减少了。由于以上理由,高阻抗电弧炉绝对用不着装设静止式无功功率动态补偿装置(SVC装置)。根据德马格公司和丹澳利公司资料介绍,他们的高阻抗电弧炉在世界各地运行,全部不配装SVC装置。 电弧炉引起电压波动的另一重要原因,过去一直鲜为人知,近年来在许多台大型电弧炉上测试得知:交流电弧炉的电压波动,在很大程度上是由于电极升降系统的机械共振所引起的。实践证明,在交流电弧炉变压器高压侧串联电抗器,采用高阻抗,长电弧运行方式,限制电流变化率,就能有效地降低机械共振,因为,机械共振是由电流变化引起的。 图4示出了机械共振对电压波动的影响。由图4可见,交流高阻抗电弧炉无机械谐振,其电压波动幅值仅为5V左右。
图4 机械共振对电压波动的影响曲线图 综上所述,交流高阻抗电弧炉从根本上消除了由机械共振引起的供电电网电压波动和电压闪变,这比采用SVC装置要优越得多。 5 高阻抗电弧炉抑制电压波动实例 前已述及,电压波动是由无功功率波动引起的,下面援引国外高阻抗电弧炉与普通电弧炉的无功功率波动对比实例。 意大利丹澳利公司(DANIELI)提出了高阻抗电弧炉和普通电弧炉的无功功率波动范围,以资对比[4]。图5为高阻抗电弧炉的无功功率对电流的波动范围,图中Q为无功功率,I为电极电流。由图5中可看出,当电极电流变化为ΔI=30kA时,引起无功功率变化为ΔQ≤50Mvar,有功功率变化为ΔP=7MW。
(a) 基本线路图
(b) 功率/电流参数 图5 高阻抗电弧炉基本线路与功率曲线图 条件完全相同的普通电弧炉的无功功率对电流的波动范围示于图6。由图6可看出,当电极电流同样变化30kA时,其无功功率波动值竟达到60Mvar以上,有功功率变化为ΔP=13MW。由以上两组数据可以看出,高阻抗电弧炉与普通电弧炉相比,在同样条件下,前者的无功功率波动值和有功功率波动值均低于后者,因而高阻抗电弧炉的电压波动也减小了。
(a) 基本线路图
(b) 功率/电流参数 图6 普通电弧炉基本线路与功率曲线图
图7示出了美国联合碳化物公司提出的普通电弧炉(图7a)和高阻抗电弧炉(图7b)的输入功率波动记录曲线[3]。由图7(b)可以看出,增加电抗后,输入功率提高,电弧功率稳定。显然,对于传统的电抗低的普通电弧炉而言,由于没有电抗器,炼钢工作者选择在很高的功率因数下运行,在炉料熔化期,电压档位在最高档位,有功功率约20MW~50MW;而与此相对应的有串联电抗器的高阻抗电弧炉,在功率因数合适的情况下,能够得到较小的电极电流,结果,在最高电压档位运行时,有功功率约62MW~70MW,波动明显减小。这种运行方式,有功功率高,电弧连续性好,对电网冲击小,因而,抑制了电压波动。
(a) 普通电弧炉
(b) 高阻抗电弧炉 图7 炼钢电弧炉的功率波动记录曲线 6 高阻抗电弧炉的运行优势 德国曼内斯曼·德马格公司于1992年将1台60t(40MVA)超高功率电弧炉改造成高阻抗超高功率电弧炉。表2列出改造前和改造后的运行参数对比[2]。 表2 普通电弧炉和高阻抗电弧炉参数对比
由表2可以看出,改成高阻抗操作模式后,同样一台变压器,容量充分发挥,达到40MVA。这是由于二次电流降低,二次电压提高的缘故。相反,在低阻抗运行时,由于二次电流太大(40.3kA),变压器二次绕组导线截面受到限制,二次电压又太低,所以只能达到30MVA。 改成高阻抗电弧炉后,许多指标均得到改善:电效率由90.3%提高到94.7%,可节省电能20kW·h/t,即节电4.5%;电弧功率由22.6MW增加到31.1MW;弧长由150mm增加到350mm;电极消耗由2.6kg/t降低到1.9kg/t,即降低28%;冶炼时间由72min减少到50min,缩短30%;生产率得到大幅度提高。在这些指标当中,电极消耗指标最好,这是由于电弧炉炼钢的主要生产成本是电能消耗和石墨电极消耗的费用。而电极消耗又分为两部分: 1)端部消耗,它与电极电流的二次方成正比,与通电时间成正比; 2)侧面消耗,它取决于出钢至送电的间歇时间和炉子废气中的氧含量。 综上所述,为了降低生产成本,最重要的是采用低的电极电流和缩短出钢至送电的间歇时间。假定2台炉子的间歇时间相同,则电极的侧面消耗相同,欲使电极消耗降低,便归结为低端部消耗降低。由于 Wt=ftip×Wtot (9) Wt=KIe2(10) 式中:Wtot为总电极消耗; Wt为电极端部消耗; ftip为端部消耗与总消耗之间的比例系数,对于交流电弧炉ftip=0.5; Ie为电极电流; K为常数。 根据式(9)和式(10),若将高阻抗电弧炉与传统的低阻抗电弧炉在电极端部消耗方面进行比较,省去推导,可得式(11)。 式中:Wtlr为低阻抗炉的电极端部消耗; Wthr为高阻抗炉的电极端部消耗; Ielr为低阻抗炉的电极电流; Iehr为高阻抗炉的电极电流。现援引曼内斯曼·德马格公司60t普通电弧炉和改造后的高阻抗电弧炉的电极端部消耗指标对比为 说明高阻抗电弧炉的电极消耗与传统的低阻抗电弧炉相比,约降低28%,与现场实测所得出的数据完全相符。 7 结语 高阻抗电弧炉已在国内外获得了推广应用,其技术经济指标可与直流电弧炉相媲美,再加上它具有结构简单可靠等优点,因此,它无疑是传统交流电弧炉发展的必然趋势。 高阻抗电弧能够大幅度地降低电压闪变,在同样条件下,其闪烁水平只有传统交流电弧炉的68%[4]。运行结果证明:高阻抗电弧炉无须装设SVC装置。 |
减轻对电网冲击的高阻抗电弧炉






- 电弧炉(6591)


相关推荐
100V MOS管电弧打火机专用mos管100v30a 30n10 to-252大晶圆 低开启
:贴片(TO-252),低开启电压1.5V,低内阻,低结电容,低开启电压,温升低,转换效率高,过电流大,抗冲击能力强HC018N10L是一款专门为应用于电弧打火机市场设计开发的一款结MOS管,低开启电压 低内阻,特别适合应用于电弧打火机,其特点是打火猛、温度低、打火时间长、火花四射
2020-10-16 17:25:13
100V耐压MOS【惠海原厂直销】电弧打火机专用MOS管抗高温低内阻结电容小温升低
) HC030N10L是一款采用SGT工艺MOS管,低开启电压1.5V,低内阻,低结电容,低开启电压,温升低,转换效率高,过电流大,抗冲击能力强 HC030N10L可以应用于LED驱动电源,电弧打火机
2020-12-19 15:40:28
冲击电压发生器是怎么定义的?冲击电压发生器有什么功能特点?
采取带阻滤波措施,在大电容负载下仍能产生标准冲击电压波形,负载能力大,国内首创,并运用于科研院所和企业单位; 3 、电压利用系数高.雷电波和操作波分别不低于90%和80% ; 4 、冲击本体结构紧凑
2017-03-23 14:07:07
电弧炉的工作原理是什么?
电弧炉熔炼是利用石墨电极与铁料(铁液)之间产生电弧所发生的热量来熔化铁料和使铁液进行过热的。在电弧炉熔炼过程中,当铁料熔清后,进一步地提高温度及调整化学成分的冶炼操作是在熔渣覆盖铁液的条件下进行。电弧炉依照炉渣和炉衬耐火材料的性质而分为酸性和碱性两种。碱性电弧炉具有脱硫和脱磷的能力。
2019-09-27 09:10:57
电网电能质量对系统的影响
设备,和一些电弧炉工厂,设备开启动和关断之间,电能变化非常剧烈,电网来不及调整,电压短时间在320-460V之间变化,同时伴随大量的谐波,电网中存在的谐波和不平衡负序分量将导致光伏系统输出有功功率波动
2020-12-04 14:43:10
高输入阻抗和低输出阻抗
下面的解释适用于引脚悬空易于引入干扰; 一般我们常耳闻的说法是:扩大机的输入阻抗是愈高愈好,而输出阻抗是愈低愈好。为什么呢?因为输入阻抗高了,从讯号源来的讯号功率强度就可以不必那么大。这么说也许还有
2019-05-30 07:21:56
高输入阻抗电路求助
想利用运放弄一个高输入阻抗电路。输入阻抗要大于10MΩ。用反相比例电路行吗?选择什么样的运放比较好呢。我在multisim上仿真,好像运放选择的不行。输入信号的电压是10mv-2.5v。频率是10HZ-2kHZ,应该怎么设计,尽量不失真。
2012-10-06 16:42:02
HPD1000 恒电电气 谐波保护器 电能质量治理专家
的电弧炉、轧钢机等是主要的谐波发生设备,且主要是冲击性负荷,对钢铁厂附近的其它负荷有很大影响。同时,谐波问题对钢铁厂无功补偿的影响很大,所以应以无功补偿和谐波治理同时处理作为目标。 4.有色冶金 有色
2015-01-20 14:55:42
SF6气体绝缘组合电器中隔离开关电弧放电过程的理论分析
近年来,随着我国特高压电网的逐步建立,以SF6气体作为绝缘介质的封闭式组合电器(Gas Insulated Switchgear, GIS),由于其结构紧凑、可靠性高、维修周期长且节省安装空间等优点,已经
2018-09-29 17:03:28
电网电压对光伏系统发电量的影响有多大?
、电焊机、龙门铣床等大功率设备,和一些电弧炉工厂,设备启动和关断之间,电能变化非常剧烈,电网来不及调整,电压短时间在320-460V之间变化,同时伴随大量的谐波。光伏逆变器的MPPT功能,组件的输入功率有
2019-08-24 17:49:14
【亚派·分享】电能质量知识大全(下)
的主要根源。非线性的主要负载是电弧炉,电弧炉起弧的时延及电弧的严重非线性产生了谐波。居民的日常生活和生产的负荷中,使用的荧光灯的伏安特性也是非线性的,也会有严重的谐波电流产生,其中含量最高的是3次谐波
2017-09-07 09:21:39
中频炉是如何达到加热的目的
中频炉用于工业中的很多地方,主要可以用来炼钢等作用,随着生产和科学技术的发展,直流电弧炉、真空感应电炉以及中频炉外精炼设备的新的炼钢方法不断出现,熔炼出来的钢水质量大大提高,铸件质量大为改善
2012-04-26 16:04:44
中频炉谐波的危害及治理
伴随着我国工业的发展,在使用电力设备数量上不断的增加,谐波污染也伴随着电力设备的使用而产生,谐波在变频器,中频炉等设备运行过程中产生,导致电网的谐波污染也特别的严重。作为电力设备的使用者更应
2017-08-03 16:47:39
光伏微电网的技术应用
根据负荷的阻抗性质配置相应的补偿系统。另外,多电源的并网可能会造成网内的谐波分量较大,纹波系数较高,因此,要有消除高次谐波的装置。4)光伏微电网的信息系统由于储能成本的限制,储能系统对于负荷和电源变化
2018-10-18 11:07:27
光伏系统必备能力:电弧检测
(100 V/14 A为14 mm)导致电弧不能维持自身而停止。当电弧停止时,再次出现一个高瞬变。电流信号分析现在看看经过系统的电流方面的情况,下面的波形是流经系统的电流的预览。最初间隙闭合,然后间隙打开
2018-10-22 16:41:21
如何利用中频炉来进行炼钢?
本帖最后由 路王来了 于 2012-4-26 16:05 编辑
中频炉用于工业中的很多地方,主要可以用来炼钢等作用,随着生产和科学技术的发展,直流电弧炉、真空感应电炉以及中频炉外精炼设备
2012-04-26 15:59:21
如何解决中频炉的谐波干扰
中频炉在使用中产生大量的谐波,导致电网中的谐波污染非常严重。谐波使电能传输和利用的效率降低,使电气设备过热,产生振动和噪声,并使其绝缘老化,使用寿命降低,甚至发生故障或烧毁;谐波会引起电力系统局部
2013-09-11 10:03:15
如何设计一种大电流高输出阻抗电流镜?
在基本电流镜和DMCM(Dy-namic Matching Current Mirror)电流镜的基础上提出一种高输出阻抗、高匹配精度的电流镜,其性能比传统电流镜更加理想,输出电流能够满足高输出电流的要求。
2021-04-14 06:13:14
对于“世纪大停电”你有什么想法?
对电能质量的影响,使额定电压暂时降低、产生波动与闪变。 图3.电气保护跳闸 电力用户的非线性负荷、冲击性负荷等大量投运的因素,如炼钢电弧炉、电气化机车运行等对电能质量的影响,使共用电网产生大量
2016-01-26 16:26:36
延长变频器使用寿命的几点建议
、电网质量对变频器的影响在冲击负载如电焊机、电弧炉、轧钢机等场合,电压经常出现闪变;在一个车间中,有多台变频器等容性整流负载在工作时,其产生的谐波对于电网质量有很严重的污染,对设备本身也有相当的破坏作用
2014-04-10 14:55:31
怎么将SPI引脚置于高阻抗模式
大家好!我寻找一种方法将SPI引脚置于高阻抗模式。没有功能cyu3pspideinit()把FX3所有SPI引脚在高阻抗模式或是有另一种方式来做?谢谢你克里斯 以上来自于百度翻译 以下为原文Hi
2019-02-19 12:09:33
怎样定位电源运行时的谐波干扰?方法都在这里
的每一次谐波值和频率呢?下面给出了答案。对于精密电子设备来说,最怕遇到的就是来自外部干扰的冲击,这往往是致命的。事实上,外部干扰无处不在,比如在工业现场,电网就无时无刻都在被谐波电流冲击,这同样会
2017-12-06 11:04:03
旋转电弧传感信号滤波研究pdf
旋转电弧传感信号滤波研究摘要:旋转电弧焊接过程中信号的滤波与提取是焊接过程中首要解决的问题,介绍了电弧传感的工作原理与焊接信号的特点,对旋转电弧焊接中使用的数字滤波方法做了介绍,通过实验对各个方法
2009-10-13 14:57:03
氙灯灯管的电弧特性简介
氙灯的放电物质是氙气, 它不同于汞及金属卤化物 。因为气体的原子轻, 原子越轻, 放电时对流现象就越剧烈, 为此, 氙灯的电弧位置和形状主要由对流的气流决定, 这种电弧称之为对流稳定型电弧。 由于
2017-11-14 17:13:36
现在研究微电网 系统稳定性,,在阻抗建模这块,阻抗表现出正负阻尼特性。。
如题 ,现在研究微电网 系统稳定性,,在阻抗建模这块,阻抗表现出正负阻尼特性。。对正负阻抗理解不是很清楚,希望大神指点一下多多谢谢
2016-09-16 21:38:13
电力系统谐波及滤波技术论文
中的主要谐波源可分为两类:含半导体的非线性元件,如各种整流设备、变流器、交直流换流设备、PWM变频器等节能和控制用的电力电子设备;含电弧和铁磁非线性设备的谐波源,如日光灯、交流电弧炉、变压器及铁磁谐振
2009-01-13 13:03:22
电热设备电力装置设计规范GB 50056-93
简称电热装置)的设计执行国家的技术经济政策,做到技术先进、安全可靠、节约电能、经济合理、便于维修,制订本规范。第1.0.2条 本规范适用于新建的电弧炉、矿热炉、感应电炉、感应加热器和电阻炉等电热装置的设计。第1.0.3条 电热装置的设计除应遵守本规范的规定外,尚应符合国家现行有关标准、规范的规定。
2008-05-24 11:20:27
电磁炉的原理及选购要点
功能在炖,煮,烧热水之类的烹调需要下更显得省心省力。最后,电磁炉90%以上的热效率远高于气灶50%,2000瓦的炉烧开1公斤水仅需3分钟不到,炒一个素菜2分钟,在气费比电费高的情况下,大多数地区使用电磁炉
2009-12-21 16:32:41
电能质量存在的问题和危害
左右的照明闪烁,此种现象称为闪变。电压波动和闪变主要由工业负荷造成的,如电焊接机、轧钢厂以及电弧炉等。闪变是人们对照明波动的主观感受,是衡量电压波动时对用电设备的影响的一个重要而有效的指标。 除此之外
2018-10-18 16:31:27
直流继电器类开关电器电弧实验
,在直流大功率继电器类开关电器中可以采用永磁体进行横向磁场吹弧的方式进行加速灭弧,减轻触头烧蚀和材料转移,从而达到延长电寿命的目的。文献[34] 研究了外加横向磁场对氢气和氢气混合气体分断电弧
2018-01-11 10:39:28
请问怎样去设计一款高阻抗信号测量系统?
高阻抗信号测量系统原理是什么?影响高阻抗信号测量系统的因素有哪些?怎样去设计高阻抗信号测量系统?用什么方法可以对高阻抗信号测量系统进行模拟仿真?
2021-04-15 06:25:48
请问有什么办法在verilog中给出高阻抗吗?
大家好,有没有办法在verilog中给出高阻抗。我试图给10'bZ,bufif0,bufif1 ..但它是采取所有的(在合成后仿真)。我使用的是顶点6 fpga ..
2019-11-01 08:19:52
请问运放选型时要求具有高输入阻抗的特点,那么这个输入阻抗指的是差模输入阻抗高还是共模输入阻抗要高?
各位老师好!请问,脑电采集时电极-皮肤接触阻抗比较高,那么前置运放选型的时候,要求具有高输入阻抗的特点,请问这个高输入阻抗指的是差模输入阻抗,还是共模输入阻抗?还是都要高?还是其他情况?
2019-01-16 17:25:20
谐波电流是怎样对电气设备造成干扰的
来自外部干扰的冲击,这往往是致命的。事实上,外部干扰无处不在,比如在工业现场,电网就无时无刻都在被谐波电流冲击,这同样会对用电网络中的精密电子设备形成严重干扰。那么这种干扰是怎样形成的呢? 在用电网
2018-12-03 11:13:15
跨导放大器的输出高阻抗吗?
跨导放大器的输出高阻抗吗?如果想把输出的信号接一个小电阻转化成电压信号直接送入STM32的ADC采集口是否可以?还是输出级要加入缓冲级?
2023-11-16 07:25:13
输入阻抗高不是意味着损耗大吗?为什么采样还需要高输入阻抗?低输出阻抗,比如运放这样的电路
输入阻抗高不是意味着损耗大吗?为什么采样还需要高输入阻抗?低输出阻抗,比如运放这样的电路
2019-12-25 18:00:16
适于高阻接地的单端时域测距算法
方面存在严重不足,限制了它的实际应用。为此,许多学者进行了大量的研究,考虑了故障电弧的变化对测距的影响,考虑利用积分方法消除测距方程中的过渡电阻,利用最小二乘法对故障电流进行修正来改善测距精度,提出利用保护处检测到的有功功率来计算过渡电阻,从而对测量阻抗进行补偿。
2023-09-27 07:17:02
降低电压闪变的危害的方法
理解为人对白炽灯明暗变化的感觉,包括电压波动对电工设备的影响和危害。但不能以电压波动来代替闪变,因为闪变是人对照明波动的主观视感。 电弧炉、轧钢机等大功率用电器在运行过程中会引起电网的电压波动。电机在启动时
2016-01-04 15:35:15
电弧炉电极系统双模控制策略研究及应用
针对交流电弧炉电极控制系统具有非线性时变、多变量、强耦合及存在随机干扰的特点,采用基于最近邻聚类方法的径向基函数(RBF)神经网络快速学习算法,通过实时在线辨识,建
2009-02-28 17:04:18 19
19
19电缆阻抗模拟系统 微电网电缆阻抗模拟系统-吉事励
CAI-RLC系列微电网电缆阻抗模拟系统由电缆线路模拟阻抗+架空线路模拟阻抗组成,能够准确模拟电缆阻抗参数,电缆长度及规格根据用户要求订制,对应距离微网接入电缆的阻抗、感抗及容抗值,连接
2022-09-27 14:53:04
微电网直流模拟阻抗系统 直流线路模拟阻抗测试系统定制-吉事励
CAI-RLC系列微电网电缆阻抗模拟系统由电缆线路模拟阻抗+架空线路模拟阻抗组成,能够准确模拟电缆阻抗参数,电缆长度及规格根据用户要求订制,对应距离微网接入电缆的阻抗、感抗及容抗值,连接
2022-09-27 15:01:39
Wincc在冶金行业的应用
以大连钢厂改造为背景,运用wincc 设计了电弧炉计算机监控系统,分析了wincc 的通讯问题。关键词:电弧炉监控系统 WinccAbstract: Taking the Dalian steel mill transformation as the background,
2009-06-15 10:28:1728
28触摸屏耐电弧试验仪
耐电弧试验仪满足标准:GB/T 1411-2002《固体绝缘材料耐高压低电流电弧放电的试验》(等同IEC 61621-1997)及ASTM D 495等标准的要求设计制造的,并符合IEC
2022-11-25 15:57:52
基于模糊理论的电弧冶炼炉的单片机改造
文章介绍了一种基于模糊控制理论,用单片机8051 实现的电弧炉的改造方法。主要介绍了系统的工作原理,硬件构成,软件的设计思路与关
2009-09-05 08:43:4713
13电弧超声改善低温钢焊接接头冲击韧性的实验研究
将电弧同时作为热源与超声发射源的电弧超声技术应用于低温钢的焊接过程,选取16MnDR和09MnNiDR进行电弧超声焊接试验,通过对比分析焊缝区的金相组织和焊接接头的冲击韧性,结合
2009-12-26 15:03:1614
14链式DSTATCOM的电弧炉补偿控制策略
链式配电静止同步补偿器(Distribution Static Synchronous Compensator-DSTATCOM)因其快速响应特性而成为电弧炉负荷动态补偿的理想选择。提出了三角接线链式DSTATCOM的分相瞬时电流控制策略
2010-02-22 09:58:4924
24冶金企业典型负荷电压波动的计算与抑制分析
冶金企业典型负荷电压波动的计算与抑制分析
[摘要] 炼钢电弧炉、轧钢机、电阻性电焊机、及高压电动机启动时会对电网产生电压波动等不利影响,文章结合工
2010-05-14 16:42:1230
30
直流电弧炉电极升降控制系统的问题分析与技术改进
直流电弧炉电极升降控制系统的问题分析与技术改进
1概述
直流炼钢电弧炉在冶炼过程中,其初始熔化、熔化、氧化和
2009-07-10 08:50:10 1612
1612
1612
基于S7-300 PLC的大型电弧炉控制系统
基于S7-300 PLC的大型电弧炉控制系统
目前,在我国冶金行业中,大多数三相电弧冶炼电炉是靠人工凋整电弧电流进行控制的。由于电弧炉的非线性、
2009-10-10 08:58:171147
1147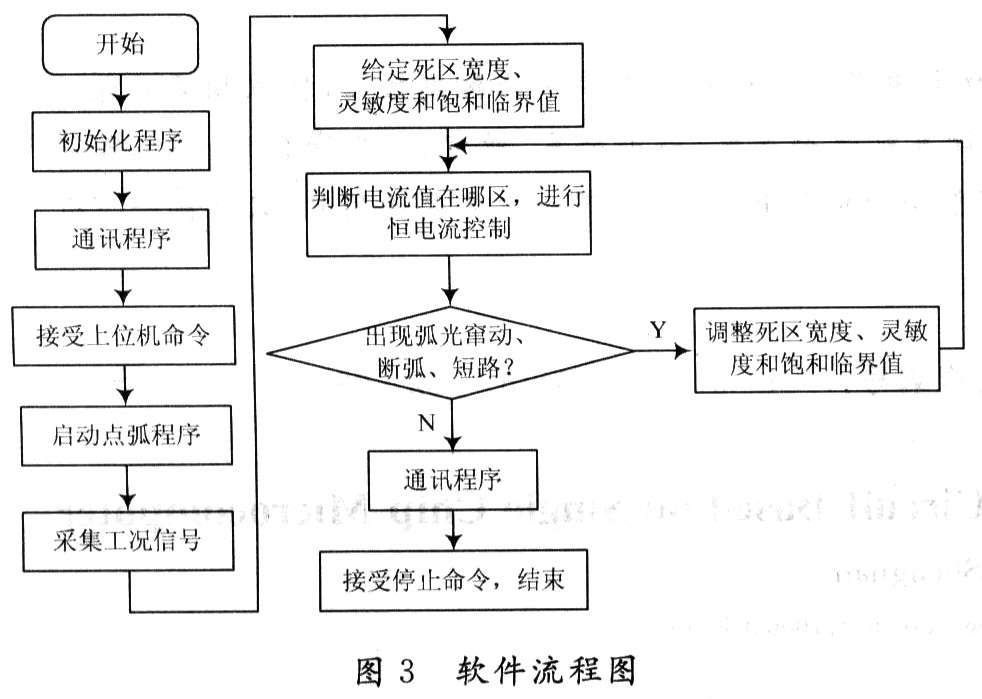
直流电弧炉新型整流电源的研究
直流电弧炉的新型整流电源设计
摘 要: 分析了以带中性点的续流二极管和相移控制两项技术为基础,并采取低闪变控制方式的新型整流电源的工作原理及特性。
2010-05-16 21:18:451491
1491

配电网节点阻抗阵的改进方法
在配电网计算中,根据配电网为少环状或弱环状的结构特点,用支路阻抗参数生成节点阻抗参数的方式更合适,环网解环后对节点阻抗矩阵的修正是重点。本文利用支路追加法生成节点
2011-09-22 14:24:3924
24数字技术及工控机在电弧炉控制系统中的应用
随若计算机技术的普及与应用,数字技术已经渗透于各行业之中,特别是在一些传统工业的改造与创新中,发挥了重要的作用。本文介绍的工控机参与自动控制系统对电弧炉的控制,使控制系统技术含量大大提高。经过生产实践证明,该系统在安全性、可靠性、灵敏度等方面大大优于传统的模拟控制方法。
2017-11-18 12:00:2710
10高阻抗电弧炉的设计特点和应用
当采用专用中间变压器供电时,该变压器容量的选择,应与电炉变压器经常过负荷运行状态相适应。此时,供电变压器二次侧的电压波动可不受限制;当供电变压器二次侧装有无功功率动态补偿装置时,该变压器容量应按补偿后的负荷情况选择。
2018-07-06 08:57:002507
2507
微电网中虚拟机故障穿越控制策略
孤岛条件下,多虚拟机组成的微电网在暂态过程中存在严重的过流及稳定性问题。分析了虚拟机冲击电流的数学模型,提出了快速限流控制和虚拟阻抗限流控制两种限流方法。在此基础上,考虑微电网的安全性与稳定性,提出
2017-12-17 10:17:142
2弱电网条件下基于阻抗的稳定性判据重塑
弱电网条件下电网阻抗所具有的不确定性以及宽范围变化特性会严重影响逆变器并网系统的控制性能,甚至可能导致系统不稳定。当前利用电网阻抗与逆变器等效输出阻抗的比值来判定系统是否稳定的阻抗分析法,虽然在一定
2017-12-18 15:28:4729
29低压电弧故障防护技术
电弧故障断路器作为识别和切断低压故障电弧的有效装置,是低压配电网安全防护系统的重要环节,引起了业界的广泛关注。概述了低压故障电弧的固有特征,并从其基本特征的角度出发,分析了电弧故障断路器的动作特性
2018-01-15 15:26:1643
43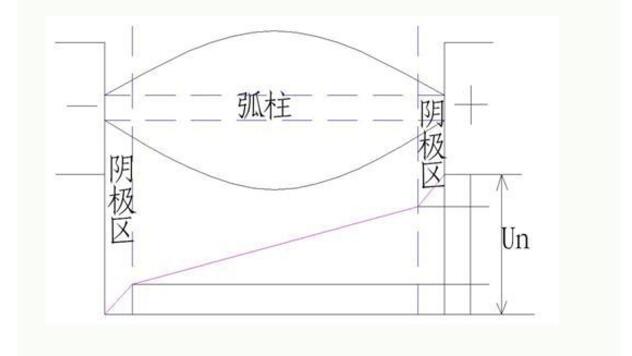
用于多微源低压微电网的虚拟阻抗反下垂控制
针对含有多个不同额定容量微源的低压微电网系统,其负荷功率按微源容量比例进行分配的性能对系统的稳定及高效运行十分重要。反下垂控制策略因受微电网线路阻抗不平衡的影响存在有功功率分配误差问题,应用虚拟阻抗
2018-03-02 16:11:491
1MSP430电弧炉电弧电压波形产生系统设计详析
介绍了基于 TI 公司 M SP 430 F 149 的电弧炉电弧电压波形产生系统的设计。采用内建的 12 位 A / D 转换器采集控制量, 利用定时器A 的捕获功能取得同步信息, 通过定时器 B 的PWM 输出实现波形产生。
2018-04-24 11:15:058
8电弧如何产生的_电弧特点是什么_电弧产生的危害及灭弧措施
本文主要介绍的是电弧,首先介绍了电弧产生的原因及原理图,其次介绍了电弧特点及用途、特性,最后阐述了电弧产生的危害及灭弧措施,具体的跟随小编一起来了解一下吧。
2018-05-10 16:59:5944048
44048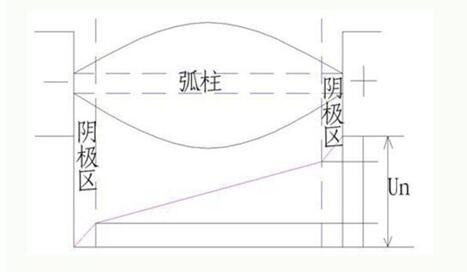
直流电弧炉炼钢技术及系统设计方案分析
本文介绍了直流电弧炉炼钢技术。首先回顾了直流电弧炉的发展 史;然后讲解了有关直流电弧炉炼钢的基础理论:直流电弧的物理特性、电气特 性、运动特性、传热特性,以及直流电弧炉炼钢中泡沫渣、电解反应和搅拌
2019-05-24 08:03:004920
4920
使用MATLAB和SIMULINK实现电弧炉电极调节系统实现PD控制器的仿真说明
介绍了采用MATLABV5. 2 提供的模糊逻辑工具箱来设计研究电弧炉电极调节系统中的模糊- PD控制器, 讨论了在SIMULINK 环境下模糊- PD 控制器的参数自调整原理、结构、建立模糊控制规则库和模糊推论方法, 并给出仿真结果与结论.
2019-10-29 17:32:343
3电弧是如何产生的_电弧如何抑制
电弧是一种气体放电现象,原本接触的两个触点通有大电流,在触点断开的瞬间,电子或离子游离到空气中并瞬间产生电火花,致使周围的空气自持导电,所以在电弧发生期间两个触点还是导电的。
2019-11-24 11:10:5338570
38570
电弧熄灭的方法_加速电弧熄灭的基本方法
电弧燃烧时,弧隙在高温作用下,随时都发生着游离和去游离过程。当游离速度大于去游离速度时,电弧稳定燃烧;若去游离速度大于游离速度,则电弧熄灭。所以只要设法削弱游离作用,加强去游离作用,就能使电弧熄灭。去游离的方式分为两类:复合和扩散。
2020-01-31 15:48:009882
9882焊接电弧的特性_焊接电弧的导电特性
焊接电弧的稳定性是指电弧保持稳定燃烧(不产生断弧、飘移和磁偏吹等)的程度,即在电弧燃烧过程中,电弧能维持一定的长度、不偏吹、不摇摆、不熄灭,电弧电压和焊接电流保持一定。
2019-12-27 14:24:4311123
11123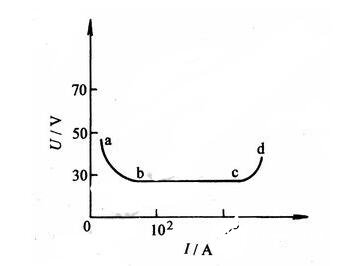
直流电弧灭弧的条件_直流电弧的熄灭过程
直流电弧是指产生电弧的电路电源为直流。当直流电弧稳定燃烧时,电路仍是导通的,因而电弧中有电弧电流,电弧两端有电弧压降。
2020-01-02 13:54:5416678
16678基于傅里叶变换技术实现电弧炉谐波检测装置的应用方案
电弧炉等各种非线性设备会产生谐波。在电力系统中,高次谐波产生了多余的谐波损耗,使各种电力设备的效率降低,其带来的波形畸变严重影响了电能质量,并且在某些信号传输的过程中产生了干扰。对谐波信号进行实时在线的有效检测,有助于谐波消除的实现,其为进行电弧炉的各种控制以及有源滤波器的设计提供有效的支持。
2020-08-11 13:58:091650
1650
电弧焊的工作原理_电弧焊的危害因素有哪些
电弧焊的原理是利用电弧放电(俗称电弧燃烧)所产生的热量将焊条与工件互相熔化并在冷凝后形成焊缝,从而获得牢固接头的焊接过程。
2020-08-27 11:03:2010424
10424虹科MR340系列光纤增量式编码器:监测电弧炉中的电极位置
从长远来看,HK-MR340系列光纤编码器和传统的光学编码器,何者更适用于电弧炉加热带电材料?更具可靠性且有利于成本的降低呢?无疑前者更胜一筹。在金属冶炼过程中,为实现对矿石的最佳处理,必须监测电极
2022-09-14 10:50:15682
682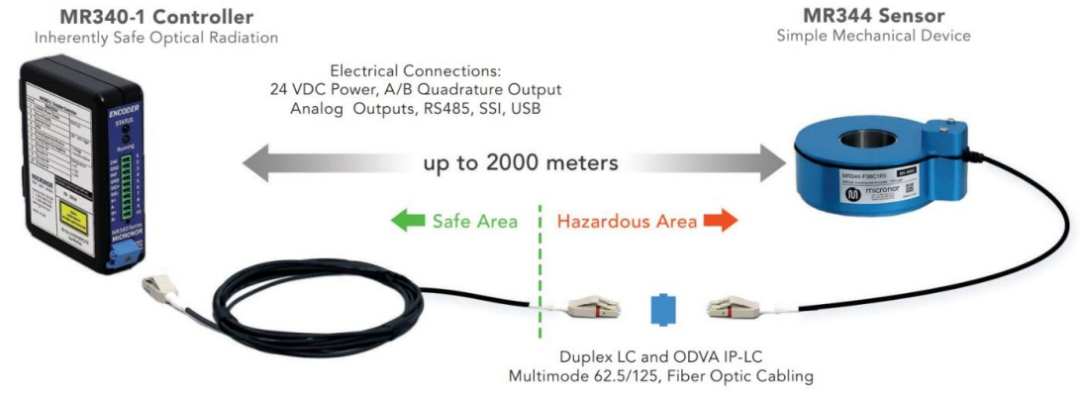
浅谈电弧光保护装置在电网中的应用
摘要:随着我国电网结构的日益坚强与壮大,对电网继电保护设备“四性”的要求也越来越高,尤其是对快速性的要求达到了的高度。但我国目前变电站低压侧均未配置母线差动保护,在低压侧母线发生短路时,只能依靠
2023-06-05 09:55:11315
315
【虹科新品】HK-MR340系列光纤增量式编码器监测电弧炉中的电极位置
虹科从长远来看,HK-MR340系列光纤编码器和传统的光学编码器,何者更适用于电弧炉加热带电材料?更具可靠性且有利于成本的降低呢?无疑前者更胜一筹。在金属冶炼过程中,为实现对矿石的最佳处理,必须监测
2022-08-23 10:36:35341
341
电弧的熄灭原理是什么 如何熄灭交流电弧
电弧的熄灭原理是什么 如何熄灭交流电弧 电弧是一种在高温和高电压条件下产生的气体导电现象。当电弧产生时,电流通过一个离散的通道,该通道由电子和离子组成,形成一个可见的火花或光弧。电弧能够产生强大
2023-11-17 11:31:491252
1252什么是电弧放电?如何对应电弧放电呢?
什么是电弧放电?如何对应电弧放电呢? 电弧放电是一种将电能转化为光、热以及声音能量的物理现象。当两个电极之间的电压超过一定的阈值时,电极之间的电离气体或介质会发生局部放电现象,形成电弧。这个过程
2023-11-23 10:33:14828
828电弧是什么?具有什么危害?过零检测电路对抑制电弧有什么意义?
形成高压区域,产生高温、高亮度和强大的能量释放,引起明亮的闪光和巨大的热量。电弧可以是有意产生的,如在电弧炉中进行钢铁冶炼,也可以是意外产生的,如电力系统中的短路引起的电弧。 电弧具有许多危害,对人体、设备
2023-12-07 13:54:00657
657电弧炉三相电流不平衡怎么办
电弧炉是冶金行业中常用的设备之一,但是在使用过程中,可能会出现三相电流不平衡的问题。三相电流不平衡会影响电弧炉的工作效率,甚至可能导致设备的故障。那么,我们应该如何解决电弧炉三相电流不平衡的问题呢?
2023-12-29 14:08:03265
265为什么输电线路的正序阻抗比零序阻抗小呢?
,而零序阻抗是指出现在电网中的对称故障产生的阻抗。在设计输电线路时,通常会采用对称故障,因此正序阻抗常常被重视。此外,在线路的铜导线和电缆等电气元件中,电流主要通过接触部分的金属导体传递。正序阻抗比零序阻抗
2024-02-18 11:41:30249
249低压电弧与高压电弧的区别是什么
低压电弧和高压电弧是两种不同电弧形式,主要用于不同的应用领域和具有不同的特性。 低压电弧 低压电弧是指在较低的电压下形成的电弧。一般来说,低压电弧的电压范围在100V到1000V之间。低压电弧主要
2024-02-27 11:03:01231
231焊接电弧的温度是指电弧什么的温度
焊接电弧的温度是指在焊接过程中产生的电弧的温度。这种电弧是通过电流通过两个电极(焊丝和焊件)之间的间隙产生的放电现象。焊接电弧的温度非常高,可以达到数千摄氏度甚至更高,在焊接过程中发挥着关键作用
2024-02-27 11:07:11272
272




 工商网监
工商网监
评论