 电子发烧友App
电子发烧友App


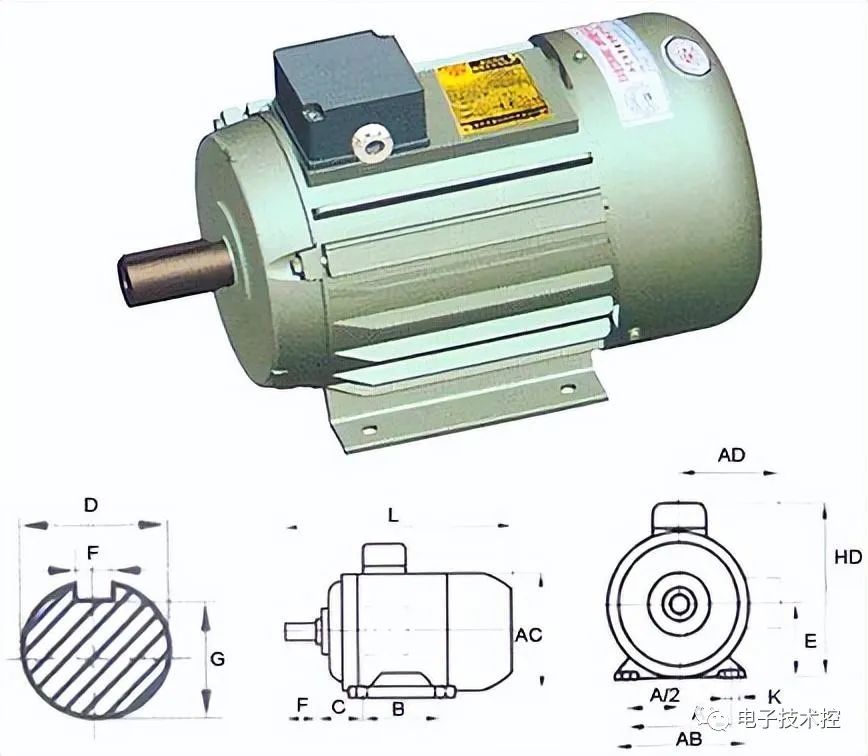
1.概况:
三相交流双速异步电动机,额定功率:800Kw/400Kw;额定电压:6KV,极数:8/10;额定电流:96/53A;转速:743/595r.p.m;绝缘等级:B;接法:Y。系苏联 产品。电机定子线圈全部更换,绝缘等级提高到F级。转子笼条和端环全部更换。具体技术措施叙述予后
2.技术标准和质量依据:
2.1 GB 755-2000 旋转电机 定额和性能;
2.2 JB/T7593-94 Y系列高压三相异步电动机技术条件;
2.3 DL /T 596-1996 电力设备预防性试验规范;
2.4 QI—7.4---02 大型交流异步(同步)电机修理规范。
3.定子线圈全部更换:
3.1 拆除及准备:
3.1.1 对定子测量并记录:定子铁心内、外径、槽数、绕组接线、端部轴向长度、引线等;
3.1.2 拆除定子线圈后,测量并记录各挡定子线圈节距、鼻高、每圈匝数、导体线规,并绕根数和主绝缘单边厚度及垫条尺寸;
3.1.3 全部拆除线圈,清理铁芯后喷C31-1绝缘漆;
3.1.4 设计产品的机模具,绘制施工图。
3.2 定子绕组制造:
3.2.1 导线:采用F级SBEMB/155,聚酰亚胺薄膜绕包双玻璃丝包扁铜线;
3.2.2 绕制成型:按图纸绕制成梭形后,在专用设备上拉型、整形;
3.2.3 胶化:线圈浸漆后,外包脱模带,在模具上胶化,温度190± 5°C ,半小时;
3.2.4 匝间绝缘冲击试验:1250伏 1秒 3次;
3.2.5 对地绝缘:线圈半叠包0.14× 25 F 级 5440-1 环氧粉云母带;
3.2.6 烘压:线圈在烘压模中成型,温度190± 5°C ,二小时;
3.2.7 试验:交流耐压试验21000伏,历时1分钟;
3.3 定子线圈嵌装:
3.3.1 槽内垫条、槽楔材料为环氧玻璃布板3240;
3.3.2 端箍和支架绝缘:端箍和支架外半叠包0.14× 25 F 级5440-1环氧粉云母带,外半叠包0.1玻璃丝带一层;
3.3.3 端部固定采用涤玻绳绑扎;
3.3.4 按记录进行线圈的接线,线圈引线和接头全部采用银焊;
3.3.5 接头绝缘和连接线绝缘:接头绝缘包0.14× 25 F 级5440-1环氧粉云母带,外包0.1玻璃丝带一层;
3.3.6 定子绕组大、小过桥线要求用涤玻绳加固绑扎,引线电缆采用F级JEHF-6000伏级乙丙橡胶绝缘引出线;
3.3.7 定子绕组在嵌线时应按放Pt100测温元件。
3.3.8 定子端部线圈间采用涤玻绳分别绑扎两道,加强定子线圈端部的抗电机启动冲击扭矩能力。
3.3.9 电机新下的线圈其外形必须与原线圈技术数据相同;线圈端部应排布均匀整齐。
3.3.10 电机定子新线圈应使用具有合格证、试验合格的线圈,线圈的材质应符合国家的技术标准。
3.4 定子浸渍、烘焙:
3.4.1 预烘:将定子送入烘房,温度140± 5℃ ,8~10小时,待绝缘电阻稳定;
3.4.2 待定子自然冷却到60~ 80℃ ,喷浸F级6895环氧无溶剂绝缘漆;
3.4.3 滴干30分钟,定子铁心部份揩清剩漆;
3.4.4 烘焙:定子梯度升温到140± 5℃ ,时间16~18小时,以用兆欧表测定绝缘电阻三次稳定;
3.4.5 试验:
a) 三相绕组电阻的直流电阻测定;
b) 绕组对地绝电阻的测定;
c) 直流泄漏试验:18000伏;
d) 交流耐压试验:13000伏,历时一分钟;
e) 定子铁损试验检验;
3.5 定子铁心和线圈端部喷8037抗弧覆盖漆一次,机座内壁刷防锈漆。
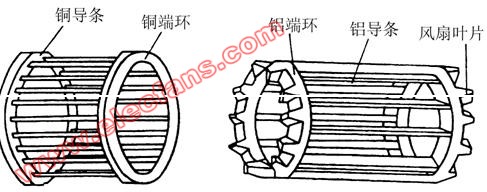
4.转子笼条更换:
4.1 测量并记录转子铁心长度、笼条伸出铁心长度、笼条和端环的各部尺寸;
4.2 在车床上割开笼条,再拆除笼条和端环;
4.3 清理铁芯后,测量转子槽形尺寸;
4.4 按记录将新铜排落料、两端修平倒角;
4.5 按记录制作新端环,经车削加工后,再按笼条尺寸铣槽;
4.6 将转子笼条镶进槽内,逐根敲入并胀紧,端环用镶嵌的方法使笼条在端环内固定好;
4.7笼条与端环间焊接采用银焊,焊接时应按对称交叉方式,每边连续焊头不超过5个。以减少残余应力。焊缝饱满、表面光滑。全部焊接完成后,在端环冷却到150~ 200℃ 时,用10%~15%拧檬水溶剂刷洗,再用热水冲净,并用压缩空气吹干;
4.8 转子经干燥后,浸6895环氧无溶剂漆,经滴干清揩后,再进行烘焙固化;
4.9 转子上车床校正中心后,车削端环外园;
4.10 校动平衡:
4.11 转子的导磁、导电部份喷8037抗弧覆盖漆,其他非配合面刷磁漆。









 工商网监
工商网监
评论