 电子发烧友App
电子发烧友App


现场压力容器的声发射源特征
4. 1 不同声发射源的产生部位和机理
了解现场压力容器的声发射源特性是进行压力容器声发射信号源分析和解释的基础,通过对特
检中心近10a (年) 在现场进行的500 多台实际压力容器声发射检验数据的综合分析,以及对发现的
声射源进行的常规无损检测复验结果[23 ] ,现场压力容器声发射检验可能遇到的典型声发射源分为七
类,以下介绍这些声发射源产生的部位和机理。
4. 1. 1 裂纹扩展
压力容器焊缝上表面裂纹及内部深埋裂纹的尖端塑性形变钝化和扩展而产生声发射信号。
4. 1. 2 焊接缺陷开裂
压力容器焊缝内存在的气孔、夹渣、未熔合和未焊透等缺陷的开裂和扩展及非金属夹渣物的断
裂可产生声发射信号。
4. 1. 3 机械摩擦
容器外部脚手架的碰撞、内部塔板、外部保温及平台支撑等部件均可产生机械摩擦声发射信号。
另外,立式容器的裙座和卧式容器的马鞍型支座均由垫板连接容器壳体和支撑板,一般垫板与容器壳
体采用全部或部分角焊缝焊接。在加压过程中,垫板与壳体膨胀不一致引起的摩擦可产生大量的声发
射信号。
4. 1. 4 焊接残余应力释放
对于新制压力容器,首次加压易出现此类信号;对于在用压力容器,焊缝返修部位易出现此类声发
射源。另外容器的裙座、支座、支柱和接管等角焊缝部位易产生焊接残余应力和应力集中。在升压
过程中应力的重新分布可产生大量声发射信号。
4. 1. 5 泄漏
在气压或水压试验过程中,容器上接管、法兰、人孔以及缺陷穿透部位的泄漏,可产生大量的声发
射信号。
4. 1. 6 氧化皮剥落
长期使用的钢制压力容器,在内外部均易产生氧化,有时内部介质腐蚀性严重、外部环境潮湿、酸
雨和海风等可产生较严重的腐蚀,在水压试验过程中,这些氧化皮的破裂剥落过程会产生大量的声发
射信号。
4. 1. 7 电子噪声
探头信号线短路、传输电缆线短路、前置放大器自激发等都可产生大量的电子噪声信号。
4. 2 定位特性
4. 2. 1 裂纹扩展
裂纹的声发射定位源比较集中,在进行加载声发射检测期间,一般在低于压力容器运行的压力下
无声发射定位源信号,在高于此压力的升压、保压各个阶段均有声发射定位源信号,在降压后的第二次
升压和保压阶段,很少或几乎没有声发射定位源信号,满足Kaiser 效应。图1 为一台1 000m3 液化
石油气球罐上发现的深埋裂纹的声发射定位源图。
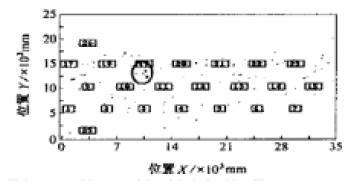
图1 1 000m3 球罐上深埋裂纹的声发射定位源图
4. 2. 2 焊接缺陷
容器在制造焊接过程中,如果焊接工艺操作不当,即可出现各种焊接缺陷。其中气孔、夹渣和未熔
合三种焊接缺陷很易同时出现,混合在一起。根据大量的压力容器声发射试验结果,大部分缺陷在正常
的水压试验条件下不易产生声发射信号,但也有一些缺陷可产生大量声发射信号。这些缺陷产生的声
发射定位源也比较集中,在进行加载声发射检测时,一般在低于压力容器运行的压力下即可产生声发
射定位源信号,而且各个升压和保压阶段均有声发射定位源信号,在降压后的第二次升压和保压阶段,
也可出现一些声发射定位源信号, 不能满足Kaiser 效应。分析认为,夹渣缺陷的存在是第二次升压过
程中产生声发射信号的原因。这是因为非金属夹渣物在第一次升压过程中可产生断裂并与金属基体
脱开,在降压后的第二次升压过程中这些夹渣物会继续破裂或相互之间产生摩擦而释放出弹性波。图
2 为一台400m3 液化石油气球罐上发现的气孔、夹渣和未熔合等焊接缺陷的声发射定位源图。
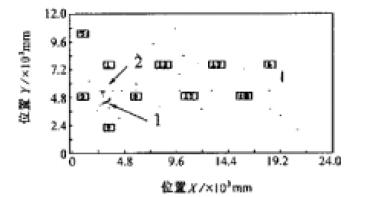
图 2 400m3 球罐上焊接缺陷的声发射定位源图
4. 2. 3 机械摩擦
在现场压力容器加压试验过程中,容器壳体会产生相应的应变,以至整个结构因摩擦产生大量的
声发射定位源信号,该现象十分常见。结构摩擦通常由脚手架、保温支撑环、容器的支座、裙座、柱
腿和平台等焊接垫板引起。结构摩擦产生的声发射定位源散布在较大的范围,而且由于结构摩擦的
AE 机制与一整块金属材料因塑性变形产生AE 的机制不同,故不能满足Kaiser 效应,即在降压后的
第二次升压过程中仍产生大量的声发射信号。图3 为一台大型换热器在13. 7~14. 2MPa 升压时产
生的声发射定位源图。

图 3 大型换热器在升压时结构摩擦产生的AE 源
4. 2. 4 焊接残余应力释放
冷加工、焊接和不均匀加热都可在压力容器壳体上产生残余应力、焊缝错边、机械损伤和壁厚
减薄等结构性缺陷,在加压过程中也可引起应力集中,这些部位在第一次加压和保压过程中均产生大
量的声发射信号。由于残余应力的分布范围比裂纹和焊接缺陷部位大得多,因此产生的声发射定位源
区域比裂纹和夹渣等缺陷的范围大。残余应力释放产生的声发射信号具有两个特点, ① 定位源分布
范围较大,不象裂纹扩展和焊接缺陷开裂产生的声发射定位源那么集中。②满足Kaiser 效应,因为残
余应力释放是应力集中部位材料的局部屈服,导致大量位错运动而产生的声发射信号,位错运动的最
终结果使应力得到一定程度的松弛。降压后进行第二次升压时,只有压力达到第一次最高压力之后,
位错才会运动,故才有声发射信号产生。图4 为一台高压空气贮罐在13~15MPa 加压时,三处焊缝
返修部位产生的AE 源。
4. 2. 5 泄漏
由于泄漏产生的声发射信号是连续的,因此不能被时差定位方法进行定位。但是,对于多通道仪器来说,
探头越接近泄漏源的通道,采集的声发射信号越多,信号的幅度、能量等声发射参数也越大。通过采用
声发射信号撞击数、幅度和能量等与声发射通道的分布图,可以确定泄漏源的区域。
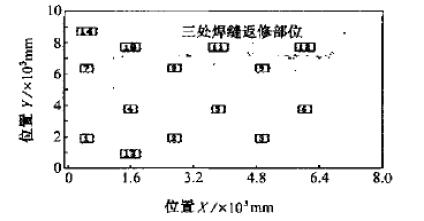
图 4 高压空气贮罐在三处焊缝返修部位产生的AE 源
4. 2. 6 氧化皮剥落
在首次加压过程中,随着应力的增加,容器壳体必然会产生相应的应变,但容器壳体表面附着的金
属氧化物不能随之产生相同的应变,故在加压与保压过程氧化皮会破裂剥落,从而产生大量的声发射
信号。图5 为一台120m3 液氨球罐进行水压试验,从2. 5~3. 0MPa 升压过程中大量氧化皮破裂剥
落产生的声发射定位源信号。声发射定位源均匀散布在氧化腐蚀的位置,在从低压到高压的所有升压
和保压过程均有大量信号出现,而且在第二次升压和保压过程中也有少量分散的信号产生。
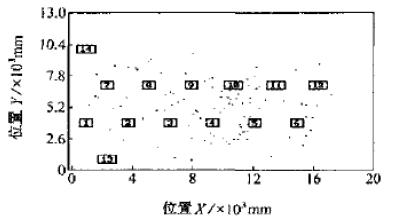
图 5 加压氧化皮剥落的AE 源
4. 2. 7 电子噪声
由于目前所采用声发射仪器的抗干扰能力较强,根据大量压力容器现场检验的经验发现,采集到
的几乎所有的电子噪声信号都不是来自于外部环境,而是来自于声发射仪器系统内部。声发射系统内
部的电子噪声源主要包括探头、信号线、前置放大器、电缆线和信号采集板等。由于来自不同通道
的电子噪声信号相互不关联,所以不会产生定位源。
图 5 加压氧化皮剥落的AE 源
4. 2. 7 电子噪声
由于目前所采用声发射仪器的抗干扰能力较强,根据大量压力容器现场检验的经验发现,采集到
的几乎所有的电子噪声信号都不是来自于外部环境,而是来自于声发射仪器系统内部。声发射系统内
部的电子噪声源主要包括探头、信号线、前置放大器、电缆线和信号采集板等。由于来自不同通道
的电子噪声信号相互不关联,所以不会产生定位源。
4. 4 关联特性
关联图分析法是压力容器声发射检测过程中实时观察和分析数据的常用方法,对声发射信号的
到达时间、试验参数和波形特征参数之间任何两个可以作关联图进行分析。从声发射参数随时间或
试验参数变化的关联图可以得出压力容器在试验过程中随压力产生声发射信号的历史及变化规律。
通过声发射参数之间的关联分析可以区分不同特性的信号。如有些电子干扰信号通常具有很高的幅
度,但能量却很小,通过采用幅度2 能量关联图即可区分出来;对于压力容器来说,内部介质泄漏信号较
容器壳体产生的信号具有长得多的持续时间,通过应用能量2持续时间或幅度2持续时间关联图分析,
容易发现压力容器的泄漏。美国MONPAC 声发射检验俱乐部以声发射信号计数2 幅度的关联图的
形态来评价金属压力容器声发射检验数据的质量[24 ] 。
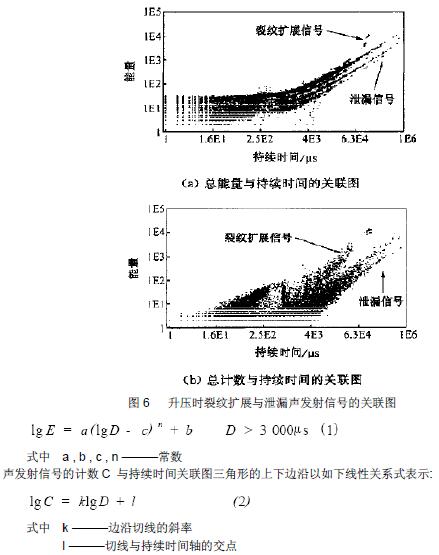
图 6 为20m3 卧罐在3. 5~4. 0MPa 采用水压升压过程中焊接表面裂纹和深埋裂纹扩展的声
发射信号,以及在260s 时该容器人孔泄漏引起的大量声发射信号的关联图。由图6 可见,裂纹扩展
声发射信号的能量与持续时间关联图的走向呈弧形分布,而泄漏信号能量与持续时间的分布呈线性。
由于两种AE 信号的波形不同,裂纹扩展时,对于持续时间> 3000μs 的信号,能量与持续时间的近2
次方呈正比。对于泄漏产生的声发射信号,在持续时间> 3 000μs 以后,能量与持续时间几乎呈正比。
故持续时间越长,裂纹扩展的AE 信号能量比泄漏信号大得越多。裂纹扩展声发射信号的计数与持续
时间的关联图和泄漏信号计数与持续时间的关联图均为三角形分布,即计数与持续时间都呈正比关
系。但对于相同持续时间的信号,泄漏比裂纹扩展产生的声发射信号的计数低得多。
根据能量E 与持续时间D 的关联图,拟合这两者之间具有如下普遍关系
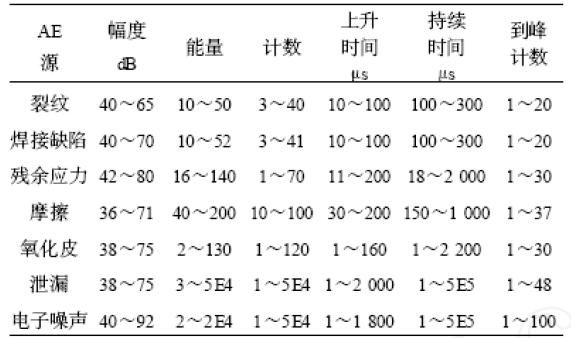
经计算机拟合,得到七类声发射源在持续时间> 3 000μs 的声发射信号的能量和计数与持续时间
关联图的关系式参数如表3 所示。
由表 3 可见,关联图分析最重要的结果是发现能量与持续时间的关联图,以便将泄漏和电子噪声
产生的声发射信号与其它声发射源分开。这一结果已多次成功应用于现场压力容器声发射检验。











 工商网监
工商网监
评论