 电子发烧友App
电子发烧友App


声发射在某型飞机水平尾翼半轴状态监控中的应用
摘 要:在某型飞机水平尾翼疲劳试验中对关键构件半轴的监控,因其不可达而十分困难,本文提出了声发射技术(AE)对半轴进行监控的一些新方法。利用了同一种材料的裂纹信号AE参数具有统计特性的特点,提出了基于信号上升时间(rise time)和峰值频率(peak frequency)滤波提取裂纹信号(参数滤波)的方法,并对滤波后的信号进行分析和论证。这种方法能够准确找出裂纹的萌生时间和裂纹的生长过程及裂纹信号特性,因而具有实用价值。
关键词:声发射;水平尾翼;半轴;趋势分析;上升时间;峰值频率;参数滤波
0 前言
水平尾翼又称水平安定面或简称平尾,是飞机舵面系统的重要组成部分。由于飞机在飞行中机翼升力不可能在所有状态都能通过飞机重心,因此会产生一个不平衡的力矩。平尾的功能即是在飞机因各种干扰偏离原来的飞行姿态时恢复飞机原有姿态,对飞机起稳定作用。
水平尾翼是全动式的,作用是控制飞机俯仰和倾斜飞行,由左右两部分组成,利用固定在机身上45号框的半轴转动,半轴由刚质模锻成型的两个圆锥体和一个圆柱体焊接而成。水平尾翼利用两个支点悬挂在半轴上,一个支点位于水平尾翼2号支承件里的轴承,另一个支点是与传动支臂连接并支承在半轴圆柱体部分上的轴承。半轴的另一端插入到机身第45框的两个孔里,并用螺帽固定,用以将水平尾翼和机身连接。在机身尾梁侧壁板上装有止动件,以防止半轴转动。半轴的好坏与飞机的安全息息相关,当半轴断裂后,平尾将失去功能,飞机将因失去平衡而无法飞行。平尾的结构简图如图1所示。
1.机身第45框; 2.半轴;3、7.焊缝;4.机体;5.保持半轴不动的销子;6.轴承的衬套;8.平尾固定支座
图1 半轴结构简图
由于半轴的重要性,在水平尾翼疲劳试验中要对其进行实时监控,但半轴安装在机体和水平尾翼的内部,是不可达部件,无法采用常规无损检测方法。因此,其状态的监测只能依靠声发射技术,但需要将传感器安装在具有良好声传递通道的机体适当部位。由于试验过程中的强背景噪声干扰,需要采用恰当的信号处理技术。
本文通过对半轴的运动、受力、加载过程和载荷分布进行了分析,并对声发射数据进行了处理,能够很好的把裂纹信号提取出来,为半轴的状态监控提供有力的保障。
1 半轴的受力分析
水平尾翼传动装置结构如图2所示,依靠连接轴承,作动筒通过伸缩的方式推动水平安定面的转动支臂绕着固定在半轴上的轴承转动,参见图3。半轴受到交变载荷的作用,载荷谱如图4所示。0~8.5s是从负的最大载荷到达平衡位置的时间,这一时间段相当于半轴回落到平衡位置。从平衡位置操控装置通过作动筒推动水平尾翼绕着半轴转动,转动角度为 ,载荷从零由小变到最大 ,这一段加载时间为5s。从最高点回落到达平衡位置的时间为8.5s,然后,操控装置通过作动筒推动水平尾翼绕着半轴转动,转动角度为 ,载荷从零由小变到最大 ,这一段加载时间为5s。因此,一个循环周期需时27s,由于到达极限位置和平衡位置时,水平尾翼要停止几秒钟,这些时间一共用去3.8s,所以实际的循环周期为30.8s,半轴就在这样周而复始的交变载荷作用下运动。
图2水平尾翼传动装置结构图 图3 水平尾翼绕半轴转动示意图
半轴受力图如图5所示,支点1为机体的45框,支点2在机体上,这两个支点分别对应图1中1、4两个位置。半轴主要受两个力 和 的作用,作用点为图1中的6,轴承的衬套和8及平尾固定支座,图5中受力方向为水平尾翼从平衡位置绕半轴旋转到角度为 受力方向,当水平尾翼从平衡位置绕半轴旋转到角度为 时受力方向相反。
超声波物位计 超声波液位计 超声波清洗机 洗片机
图4半轴受交变载荷示意图 图5 半轴受力图
由于半轴除了要承受水平尾翼的重量,还要受到水平尾翼上下移动交变载荷的作用,所以对半轴的材料强度,加工工艺都要求非常高。在载荷的作用下半轴要变形,而最薄弱的环节可能出现在图1中3、7焊接处和保持半轴不动的销子处,焊点的好坏对半轴的寿命将产生直接的影响。
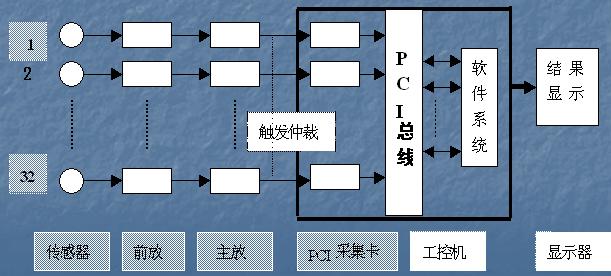
由于半轴安装在飞机的内部所以给监控工作带来了很大的困难,通过现场观察和断铅试验我们发现在图1中定位销(位置5)正下方机体处可以安装传感器,通过图1中8处断铅,试验信号很好的被传感器接收到,幅度在60dB左右。考虑到无法在其它位置安装传感器因而不能对声源定位,在此位置安装了宽带传感器,并利用参数和波形相接合的分析方法来监控半轴。监控系统为美国物理声学公司(PAC)的DiSP系统。
2 参数分析
2.1 幅度分布
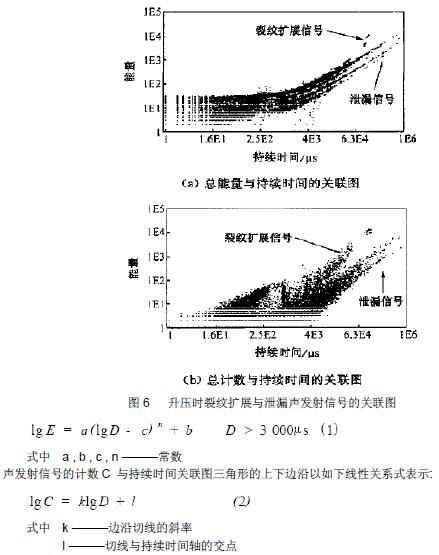
对撞击数hits幅度的分布图进行了分析,在535~616飞行小时段(注:每1512次循环相当于100飞行小时,换算关系下同)取不同时间点进行数据分析,每次数据采集时间为10个加载循环。分布图如图6所示,图中(A)、(B)、(C)、(D)、(E)分别对应535飞行小时、568飞行小时、576飞行小时、609飞行小时、616飞行小时的撞击数hits对幅度的分布图,可以看出,这几个时间点的幅度分布变化很小,并有相同的规律,这也从一个侧面说明趋势分析的可行性。
在623~854飞行小时段的幅度分布情况如图7所示,(A)、(B)、(C)、(D)、(E)分别对应623、649、719、775和854飞行小时。可以发现图7与图6有明显的不同,在50~65dB这段幅度范围内hits的数量分布明显多于图1中的分布,同时在图7中随着试验的进行幅度的分布图逐渐向高幅度方向移动。说明随着试验的进行,AE信号的幅度分布发生了显著变化,变化主要集中在50~65dB范围内,预示半轴的状态有可能已发生变化,产生疲劳裂纹的可能性增大。在此基础上可作进一步分析。
图6 撞击数hits对幅度的分布图 图7 撞击数hits对幅度的分布图
2.2 趋势分析
对试验数据进行了趋势分析。为减小噪声干扰的影响,取60~85dB之间的信号进行分析,见图8。
图8 幅度在60~85dB之间hits随时间的变化趋势图
取541~900飞行小时这段时间的信号进行分析,在图8中,541~623这段时间撞击数hits随时间变化不明显,从623飞行小时开始,撞击数hits随飞行试验的进行逐渐增加,hits到达3400不再升高而是在3200上下浮动,这很好的说明了疲劳裂纹的生长过程,分界点应该在623飞行小时左右。当然,准确确定裂纹开始发生的时间还有较大困难,但轴的状态在620飞行小时段已有明显改变,这是可以判断的。
3 参数滤波分析
3.1 参数滤波趋势分析
前边对水平尾翼的加载过程进行了分析,水平尾翼运动一个周期有两个加载过程:一个是从平衡位置到转动角度为 这个过程,另一个是水平尾翼回到平衡位置后,再从平衡位置到转动角度为 这个过程。下面给出监控半轴的第4通道hits对时间变化图,图9所示。在图9中标1的为从平衡位置到 采集到的峰值信号,标2的为从平衡位置到 采集到的峰值信号,根据Kaiser效应,裂纹扩展只有在最大载荷下才产生裂纹信号,所以裂纹信号的产生在标1的位置和标2位置,其它时间段大部分往往都是噪声信号,针对这种情况我们从其它参数特性来分析裂纹信号。
取775飞行小时的信号作为分析对象,根据前边的分析该时间段应该包含裂纹信号,由于半轴裂纹扩展信号是由单一材料产生的,且传递路径单一,所以从裂纹信号的参数上应该具有统计特性。对加载点的信号分析可发现峰值频率(peak frequency)为170kHz的信号出现的很多,且呈周期变化,而上升时间(rise time)一般都是22 ,所以决定对峰值频率等于170kHz和上升时间为22 的信号进行统计分析 (参数滤波)。
图9 hits随时间的变化图 图10 参数滤波后hits随时间变化的趋势图
取381~900飞行小时这段时间的信号进行分析,对信号进行参数滤波,只保留峰值频率等于170kHz和上升时间为22 的信号,对信号进行趋势分析。图10为参数滤波后撞击数hits随时间变化图,在381~623飞行小时这段时间撞击数hits几乎为零,也就是说裂纹信号还没发生,在623飞行小时以后信号逐渐并跳跃性增加,而当达到759飞行小时时hits数量达到最大为1532个,从759飞行小时之后信号趋于稳定,这说明了在623~759飞行小时这段时间裂纹的扩展是一个从小到大的过程,而在759飞行小时以后是裂纹稳定扩展的过程,与图8中的变化趋势非常接近,图10更加精确地表示出裂纹信号的发展过程,623飞行小时为半轴裂纹萌生点,而759飞行小时为裂纹稳定扩展的分界点。 对于这样的一个结果可从其它方面进一步分析论证。
3.2 参数滤波后信号周期性和幅度分布分析
图11为半轴断口的图片,从图中发现了两个裂纹的萌生点上下对称,图12、图13分别对应上下萌生点的局部放大图,从图中发现裂纹是从上下两个焊点处开始萌生,从里向外的方向扩展的。为什么没有从一个点开裂呢?这主要是半轴除了焊点处为薄弱环节外,还有加载的原因引起的,最大载荷存在 和 两个极限位置处,而这两个作用点正好为半轴的上下两个对称的焊点处,这样存在两个裂纹萌生点也就不难解释了。裂纹信号在半轴上下处交替出现的,半轴运动一个周期,上下两处裂纹各扩展一次。根据上边的分析,具有峰值频率(peak frequency)为170kHz和上升时间(rise time)为22 参数特性的信号为裂纹信号,这些信号应该具有这样特征:
(1)信号周期形变化,一个加载周期内上下裂纹各开裂一次。
(2)信号的数量应各从小到大,且发生在载荷最大处。
(3)信号的幅度上分布应该向高幅度方向移动,当达到一定时间趋于稳定。
(4)从信号的频谱上看应该是一个宽频范围的信号,频谱应该非常接近,主峰频率应该一样,从波形上看应该和高韧性金属材料非常相似。
图14为峰值频率(peak frequency)为170kHz和上升时间(rise time)为22 的信号hits随时间变化图,处理的时间段为623~656飞行小时,图14、图15中(A)、(B)、(C)、(D)、(E)分别对应的时间点为623飞行小时、629飞行小时、643飞行小时、649飞行小时、656飞行小时,图14中(A)在某几个点出现的撞击hits,但这些信号都是在水平尾翼运行到 这个极限位置时产生的,此时正是加载最大处。而图14(B)在 最大加载点都出现了信号,由于采集十个周期信号,所以在十个时间点出现了信号,而这十个时间点对应水平尾翼运行到 的十个最大加载点(图中标记1处),这可以用kaiser效应得到很好的证实,这说明了在半轴的正上方焊点处开始出现疲劳损伤,随着试验的进行,从图14(C)发现在水平尾翼运行到 时最大加载点处有几个点也出现了信号(图中标2处),图14(D)中 时最大加载点处都出现了信号,这说明在半轴的正下方焊点处开始出现疲劳损伤,随着试验的进行,信号的数量开始逐步增大。这很好的说明了裂纹的生长过程。从图中我们可以得到半轴正上方(1断口对应处)的裂纹萌生时间应该在靠近623飞行小时处,半轴正下方(2断口对应处)的裂纹萌生时间应该靠近在643飞行小时处。图15对应图14中各个时间点的撞击hits对应幅度的分布图,从图15发现在随着试验的进行除了信号的信号数量变化外幅度分布向高幅度方向移动,这也很好的说明了裂纹发展过程,信号的幅度由小变大。
图11 半轴的断口图片 图13 对应图11中2处断口放大图
图14 撞击hits随时间变化图 图15 撞击数hits对幅度的分布图
随着试验的进行,对数据做同样处理,图16为峰值频率(peak frequency)为170kHz和上升时间(rise time)为22 的信号撞击数hits随时间变化图,处理的时间段为662~715飞行小时,图16、图17中(A)、(B)、(C)、(D)、(E)分别对应的时间点为662飞行小时、669飞行小时、676飞行小时、682飞行小时、715飞行小时,从图16发现随着试验的进行,在两个最大加载点处信号是逐步增加,对应的幅度分布如图17所示,幅度分布随着试验的进行继续向高幅度方向移动,这段时间说明上下裂纹是在加速扩展的阶段。
对748~887飞行小时段进行同样的处理,图18为hits随时间变化图,图19为幅度分布图。图18、图19中(A)、(B)、(C)、(D)、(E)分别对应的时间点为748飞行小时、779飞行小时、813飞行小时、853飞行小时、887飞行小时,从图18发现随着试验的进行,在两个最大加载点处信号是趋于稳定的,对应的幅度分布如图19所示,幅度分布随着试验的进行不再向高幅度方向移动,主要在62dB为中心的范围内分布,说明随着试验的进行,裂纹开始均匀扩展。
图16 撞击hits随时间变化图 图17 撞击数hits对幅度的分布图
图18 撞击hits随时间变化图 图19撞击数hits对幅度的分布图
4 频率分析
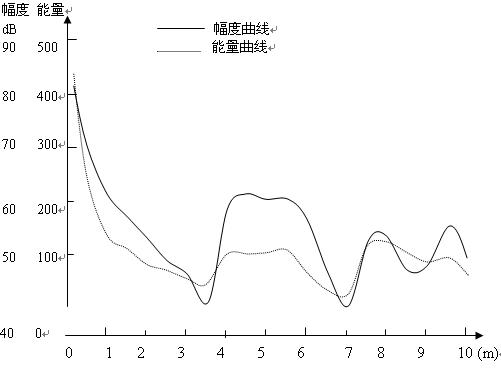
图20 裂纹信号的波形图 图21 裂纹信号的频谱图
我们提取出参数特性为上升时间(rise time)为22 和峰值频率(peak frequency)为170kHz裂纹信号,我们取不同时间点的10个波形信号对其进行频谱分析,看信号是否具有一致性质。图20为其中一个裂纹信号的波形图,从波形上看这些裂纹信号是非常相似,为了更能说明问题从频谱上来分析。监控中采样频率为5MHz,图21对应其频谱图,频谱图上出现了四个峰值,其中(1)、(2)、(3)、(4)对应的频率分别为175.8kHz、449.2kHz、556.6kHz、644.5kHz。说明裂纹信号是一个宽频信号,从一致性上看这十个信号在这些频率点处都出现峰值,能量主要集中175.8kHz附近,频谱图非常接近,都出现了相同的主峰频率,所以认为这些信号是同一材料(裂纹扩展)发出来的。
5 结论
(1)通过对水平尾翼的运行过程和加载点分析,根据Kaiser效应,认为裂纹信号仅出现在加载时间段。
(2)上升时间(rise time)为22 和峰值频率(peak frequency)为170kHz信号含有大量裂纹信号信息。其撞击数hits对时间的趋势分布、出现的时间点、周期性、幅度分布和信号的频谱分析,均可说明具有此类特征的信号为裂纹信号。据此能找出裂纹的萌生时间和生长过程,证明同一种材料产生的裂纹信号经过单一路径传递,信号参数具有统计特性。
(3)在半轴的裂纹信号监控中,根据裂纹信号参数具有的统计特性,可以很容易地找出裂纹信号。根据图8、图10所示,这些信号占总体数量将近50%,当然还有一些裂纹信号漏掉,但数量相对很少,对分析结果没有影响。
(4)由于窄带传感器的谐振频率主要在150kHz处,信号的一些信息无法反映出来,所以宽带传感器在监控半轴中效果更好。









 工商网监
工商网监
评论