` 本帖最后由 eehome 于 2013-1-5 10:00 编辑
应用无铅焊接后,焊咀寿命会大幅缩短! 如何对烙铁头进行的正确维护及延长寿命? 一般焊咀结构,内部主要由铜制成,外面会镀上铁
2012-11-16 17:47:17
无铅烙铁不上锡常见原因: 1.选择温度过高,烙铁头表面附着的锡快速融解挥发,产生剧烈氧化; 2.使用不正确或是有缺陷的清洁方法; 3.使用不纯的焊锡或焊丝中助焊剂中断; 4.当工作温度超过
2017-08-08 10:09:41
情况时氧化情况比较容易出现:1)烙铁头温度设定在400℃的时候:2)没有焊接作业,电烙铁通电的状态时间的设置;3)烙铁头不清洗。无铅焊锡使用时注意点:烙铁头的温度管理非常重要:有温度调节的电烙铁,根据
2017-08-28 09:25:01
焊锡中,导致烙铁头表面镀层铁的流失,最后的现象是烙铁头穿孔.铅有抑制这种合金产生的作用的速度,当然不能完全杜绝.另外,无铅焊锡中锡的成分越高,腐蚀越严重;温度越高,腐蚀越快.这就是为什么无铅焊接烙铁头比
2010-12-28 21:05:56
; ④ 烙铁头的氧化<br/> 在使用无铅焊锡时,有时会造成烙铁头表面黑色化,失去上锡能力而导致焊接作业中止。<br/> ◆烙铁头温度设定
2009-08-12 00:24:02
的烙铁头弄干净,然后插上电源,头浸入松香,当松香开始融化成粘稠状,取出烙铁,用焊丝挂上锡,稍微多点没关系,然后在一块焊版上反复拖锡,将烙铁头均匀涂满即可。a、一般焊接烙铁头温度控制原则可以参考一下
2011-09-15 11:34:57
烙铁头之形状及特点烙铁头为电烙铁和焊台的的配套产品,是属于焊接工具里的易耗品,常常我们所称呼的烙铁头、烙铁咀、焊咀实为同一种东西,每个电烙铁厂家根据烙铁头的特点配有不同型号嘴型的烙铁头(烙铁咀、焊咀
2011-09-24 15:46:58
降低后才上锡。) 4.注意事项 a. 尽量使用低温焊接 高温会使烙铁头加速氧化,降低烙铁头寿命。如果烙铁头温度超过470°C,它的氧化速度是380°C的两倍。(图3) b. 勿施压过大 在焊接
2014-03-12 23:15:15
烙铁头保养方法1.选用合适的锡线 焊接时应该使用63%—37%铅含量的焊料,并经常以锡层保护焊铁头。除此之外,也应该尽量选用较粗的锡线进行焊接工作,因为较粗的锡线对焊铁头有较好的保护。2.保持焊
2008-05-23 16:13:10
科技有限公司集 白光900无铅烙铁头、快克烙铁头、威乐烙铁头、机器人烙铁头、非标烙头、t12烙铁头、936恒温烙铁头生产销售批发、OEM代加工,ODM定制于一体的供应商、厂家直销价格,是深圳自动焊锡机烙铁头研究企业,现招代理,欢迎订购加盟龙鼎盛烙铁头。
2016-01-09 16:42:43
本人快要毕业了,毕业设计题:烙铁头温度控制的设计。求助好心人介绍一些相关的资料,网站、论坛等,非常感谢。
2011-12-27 16:22:42
很重要的影响2,切断,根据产品的长度断料3,头部车削,车的时候一定要注意均匀4,抛光,去油,振动抛光机抛光,去除车削的头部毛刺5,镀铁,这是烙铁头品质好坏的关键,所有的烙铁头核心技术皆在于此,没有一家
2012-11-23 16:23:47
本帖最后由 hhnnddii 于 2013-5-22 16:27 编辑
烙铁头虽小,但要不好好的用它,毛病还真不少!氧化,发黑,穿孔,焊不上,不溶锡,虚焊等等!要想你的烙铁头能很好的焊接
2012-11-20 11:30:22
,拉直是生产烙铁头的开始,一定要拉的很直,否则对产品的质量有很重要的影响2,切断,根据产品的长度断料3,头部车削,车的时候一定要注意均匀4,抛光,去油,振动抛光机抛光,去除车削的头部毛刺5,镀铁,这是
2012-11-24 14:54:41
烙铁头(也称焊咀)选择非常重要,它不仅影响焊接效果和焊咀寿命,更重要的是根据不同芯片的封装形式它会发挥更大的价值。选择烙铁头时主要考虑以下因素:1)根据焊点大小和焊点密集程度选择烙铁头的大小;2
2017-07-27 09:49:45
烙铁头镀锡及清理 一支清爽而烫的烙铁头(solderlng bit)对成功的焊接非常重要。在加热程中,常常会有氧化物形成於烙铁头上,也就是烙铁头氧化·不但不美观,而且大大不利于烙铁头的焊接工作,必须
2011-10-17 11:17:40
焊锡丝的焊接效果的好坏,电烙铁的选择很重要。因为焊锡丝的上锡主要是靠烙铁头的温度使其融化以达到最终焊接的目的。 1.焊锡丝要有好的焊接效果必须选择最合适的烙铁头焊接。 根据电路板的设计不同和不同产
2016-11-07 13:48:46
他人。焊接过程中,烙铁不能到处乱放。不焊时,应放在烙铁架上。注意电源线不可搭在烙铁头上,以防烫坏绝缘层而发生事故。使用结束后,应及时切断电源,拔下电源插头。冷却后,再将电烙铁收回工具箱。铁电烙铁使用应
2011-09-28 11:11:27
使用低温焊接,高温会使烙铁头加速氧化,降低烙铁头寿命。如果烙铁头温度超过470°C,它的氧化速度是烙铁头使用时380°C的两倍。 a):维修无铅SMD元件 1)修理普通元件如
2011-09-26 11:35:12
还要注意它的大小烙铁头之大小与热容量有直接关系,烙铁头越大,热容量相对越大,烙铁头越小,热容量也越小。进行连续焊接时,使用越大的烙铁头,温度跌幅越少。此外,因为大烙铁头的热容量高,焊接的时候能够使用比较低的温度,烙铁头就不易氧化,增加它的寿命。`
2011-09-08 13:01:48
烙铁头易损,随时保持烙铁头挂锡避免烙铁头与硬物敲击,防止变形焊贴片时温度调到350°C左右就好避免烙铁久置加热,否则容易烧死(长时间不用时把温度调低)海绵别加太多水,拧干点保持柔软烙铁别烫到奇怪的东西,不然会有奇怪的味道
2021-10-15 14:25:07
关于烙铁头(咀)的一般选择方法和原则
2018-07-16 16:05:28
就不再具体说明了!在选择了合适的外热式烙铁头后,咀的大小一般厂家也不是统一的,要先和厂家确认!以上烙铁头尺寸是我们日常使用的烙铁头尺寸!如果是厂家自己特殊加工配套电烙铁的烙铁头会有差别!以上数据仅供参考? 恒迪无铅烙铁头
2013-08-03 10:04:11
烙铁头全面通过了SGS认证具有:环保、长寿命、高温焊、上下锡流畅、发热效果良好、尽寸精准的特点。请各位前辈补充。谢谢!
2011-09-19 11:39:52
在无铅焊接中烙铁头并不是通用的,选对正确的烙铁头型号与规格,方始工作效率的提高。焊接的效果也能随之提高!以下是格润烙铁头厂家建议各种烙铁头型号与规格烙的使用范围!B、LB型(圆锥型) 特 点: B型
2012-02-23 16:15:09
与导电杆焊接成一整体如图2。按图示尺寸加工成的烙铁头,相应的变压器采用铁心截面积20×30mm2,次级用φ2mm漆包线三根并绕0.5V即能很好工作。</font><
2009-10-21 09:40:43
大擦,即甩吃饱锡的烙铁头在焊点上很快地摩擦。烙铁头温度一定要过度,因铝极易氧化,若用熔化的松香将氧和铝隔开,在烙铁头快速擦时破坏铝件表面的氧化层,锡也就随之而附着在铅件表面了。更多技巧参考改文转自www.hnndii.com怎样用电烙铁焊大金属件?修理主板选择怎样的烙铁头怎么用好你的烙铁头?
2011-10-08 09:37:25
:普通温控焊台使用的烙铁头的寿命会缩短,七:焊点颜色会较暗淡,不是很光亮!解决无铅焊接所存在办法:第一:对焊接工作人员进行培训,熟练无铅焊接的操作要求,第二:条件许可的情况下保持以往传统焊锡所
2013-08-03 10:02:27
稍为降低后才上锡。) 注意事项 1.尽量使用低温焊接 高温会使烙铁头加速氧化,降低烙铁头寿命。如果烙铁头温度超过470°C,它的氧化速度是380°C的两倍。 2.勿施压过大 在焊接时,请勿施压
2017-07-17 11:19:55
格润烙铁头厂家成立于1982年,专业从事无铅烙铁头的研发生产已经15年了,为适应工作需要,先招聘有经验的焊接工程师数名。有意者可登陆格润烙铁头官网http://www.szgreen.net,或拨打我司电话0755-29933016联系
2013-02-26 16:34:54
” 不再 “ 吃锡 ” 。 2、电烙铁使用注意事项1)根据焊接对象合理选用不同类型的电烙铁。 2)电烙铁在使用前一定要确认电源线和保护地线是否良好。 3)烙铁在使用过程中不宜长期空热,以免烧坏烙铁头
2018-02-05 11:15:22
不能使用再维护,否则有可能使电烙铁报废。平时注意对电烙铁头的保养主要是因为:(1)脏电烙铁头如不及时清理和重新上锡,会造成虚焊或焊点毛刺大等焊接质量问题。(z)因电烙铁头受脏、不易焊接,势必加长焊接
2011-10-18 15:02:59
来说大都离不开烙铁头,其基本作用就是通过自己的热传导给焊料(通常是指锡丝)供热,使其熔化,从而使两个工件焊接起来,看起来很简单的东西,但却要发热快,经得住高温,耐腐蚀,焊接流畅,寿命长的特点。到底是怎么样
2011-09-21 08:43:43
时首先先把烙铁头温度调到约250°C,然后等会,然烙铁头真的降下温再用清洁海绵清洁烙铁头,最后再上锡。不断重复动作,直到把氧化物清理为止。所以一定要注意烙铁头在不用时上锡,如果老是是清理操作者会很烦
2011-09-26 12:15:45
本帖最后由 szgreen 于 2011-9-15 11:30 编辑
烙铁头氧化不挂锡是维修工作中常见的情况,传统的处理方法是在松香里放一小块锡,烙铁升温后将烙铁头放在这块锡中慢慢“养
2011-09-15 11:25:42
比较高;③烙铁头的使用寿命变短;④烙铁头氧化:在使用无铅焊锡时,有时会造成烙铁头表面黑色化,失去上锡能力而导致焊接作业中止。在以下情况时氧化情况比较容易出现:◆烙铁头温度设定在400℃的时候;◆没有焊接作业
2017-08-09 10:58:25
融化成粘稠状,取出烙铁,用焊丝挂上锡,稍微多点没关系,然后在一块焊版上反复拖锡,将烙铁头均匀涂满即可一般焊接烙铁头温度控制原则可以参考一下。A一般在焊接过程中温度的基本控制原则是如果是经常焊接无铅产品
2011-09-13 11:28:53
烙铁头不沾锡原因分析,及烙铁头保养!造成烙铁头不沾锡的原因,烙铁头主要有下列数点,请尽可能避免:(1)温度过高,超过400℃时易使沾锡面氧化。(2)使用时未将沾锡面全部加锡。(3)在焊接时助焊剂过少
2013-07-13 15:18:54
内热式电烙铁头的改制
2009-08-17 11:43:26 1555
1555 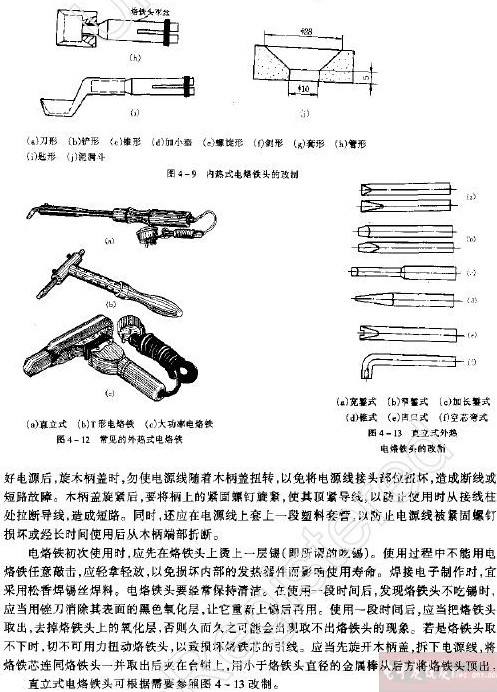
影响烙铁头寿命的原因
1.烙铁头是否经常保养。
2.焊接设定温度。温度越高,烙铁头使
2010-02-27 12:10:291025 烙铁头被腐蚀的原因
烙铁头镀层一般是铁镍铬锡,铁镀层是烙铁头质量的关键所在在高温下,铁和锡会生成一种合金
2010-02-27 12:11:092414 烙铁头由哪些材料组成
烙铁头是主要有铜、铁、镍、鉻、锡四种金属材料组成的。 铜——作为导热体,是烙铁头的主要成分
2010-02-27 12:11:455056 为什么烙铁头总是往上跑锡
有客户反应在使用时烙铁头往上跑锡是什么原因?
回答这个问题前,我让大家
2010-02-27 12:12:263989 无铅烙铁头的温度测量
手工无铅焊接的温度非常重要,是影响无铅烙铁头的使用寿命的关键指标,也是影响焊点质量重要指标;故对
2010-02-27 12:13:441976 烙铁头的使用寿命
我们谈无铅烙铁咀的使用寿命,先得说说无铅和有铅锡熔点问题。有铅锡(俗称63锡)的熔点是 183℃,无铅锡的熔点一般是217℃。以前
2010-02-27 12:16:503255 900M-T-B烙铁头介绍
900M-T-B烙铁头适用于所有936焊台特点:B型烙铁头无方向性,整个烙铁头前端均可进行焊接
2010-02-27 12:19:271928 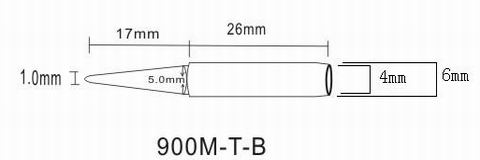
烙铁头型号的选择
烙铁头的选择: 烙铁头尺寸很多,但归纳起来就就四种:尖形、扁形、马蹄形和刀型。选择正确的烙铁头尺寸
2010-02-27 12:20:185035 为什么380℃烙铁头不上锡
380℃烙铁头不上锡,是绝对不可能的。
那为什么有客户反应用936焊台在380℃进行
2010-02-27 12:22:042801 怎么对烙铁头进行的正确维护及延长寿命
应用无铅焊接后,烙铁头寿命会大幅缩短! 如何对烙铁头进行的正确维护及延长寿命? 一
2010-02-27 12:30:251519 烙铁头型号的选择
烙铁头的选择: 烙铁头尺寸很多,但归纳起来就就四种:尖形、扁形、马蹄形和刀型。选择正确的烙铁头尺寸
2010-02-27 12:32:092339 各种型号烙铁头使用范围
I 型: 特点:烙铁头尖端幼细。 应用范围: 适合精细之焊接,或焊接空间狭小之情况,也可
2010-02-27 12:34:343689 各类白光900系列电烙铁头的说明及型号规格
2016-05-23 17:03:42 0
0 电烙铁爱好者一般使用35 W的内热式电烙铁电烙铁初次使用时,首先应给电烙铁头挂锡,以便今后使用沾锡焊接。挂锡的方法很简单,通电之前,先用砂纸或小刀将烙铁头端面清理干净,通电以后,待烙铁头温度升到一定程度时,将焊锡放在烙铁头上溶化,使烙铁头端面挂上一层锡。挂锡后的烙铁头,随时都可以用来焊接。
2017-08-16 09:37:40202975 
常用的焊接工具,我们使用20W内热式电烙铁。新烙铁使用前,应用细砂纸将烙铁头打光亮,通电烧热,蘸上松香后用烙铁头刃面接触焊锡丝,使烙铁头上均匀地镀上一层锡。这样做,可以便于焊接和防止烙铁头表面氧化。旧的烙铁头如严重氧化而发黑,可用钢挫挫去表层氧化物,使其露出金属光泽后,重新镀锡,才能使用。
2017-12-13 17:25:29208659 门形烙铁头的自制方法,soldering iron
关键字:门形烙铁头的自制方法
门形烙铁头的自制方法
作者:苏玉莲
片状
2018-09-20 18:53:23803 本视频主要详细介绍了电烙铁的使用注意事项,分别是新烙铁在使用前的处理、烙铁头长度的调整、烙铁头有直头和弯头两种,保持元件和烙铁头干净。
2019-03-12 16:01:3633463 首先就是外热式的烙铁头:它就是利用烙铁头、以及芯还有外壳、再加上木柄与电源引线还有插头等这些组成。对于这个烙铁头是安置在烙铁芯的里面的,因此叫做外热式的烙铁头。
2019-03-12 16:10:0328476 烙铁头为电烙铁的配套产品,其为一体合成。烙铁头、烙铁咀、焊咀同为一种产品,是电烙铁、电焊台的配套产品,主要材料为铜属于易耗品。
2019-03-12 16:12:1830924 电烙铁头不上锡是因为烙铁头表面温度高,与空气接触极易氧化,一旦形成氧化层就很难上锡了,所以我们遇到这种情况只需要用刀片将氧化层轻轻的刮掉,然后再使用细砂纸打磨一下,待露出干净的上锡面后通电加热,再使用焊锡丝将烙铁头均匀的涂抹一遍,使烙铁头被锡包裹住就不容易氧化了。下面给大家分享一下电烙铁的使用注意事项。
2019-09-07 10:26:0143238 板起泡,烧焦。烙铁头的形状选择以不损伤电路元器件、印制电路板为原则。对于引线密集的IC最好选用圆锥形烙铁头。 印制电路板上着烙铁的方法 加热时烙铁头应能同时加热焊盘和元器件引线,采用握笔法持电烙铁,小手指垫在印制电路板上,在焊
2019-10-14 09:13:5810358 烙铁头一般采用紫铜材料制造。为保护在焊接的高温条件下不被氧化生锈,常将烙铁头进行电镀处理,一般镀铁镍合金,烙铁头前端一般采用镀铁处理。有的烙铁头还采用不易氧化的合金材料制成。
2020-03-24 11:27:2512429 使用有铅的锡线和无铅的烙铁头会缩短烙铁头的寿命,加速烙铁头的氧化,也会出现烙铁头发黑。
2020-04-07 17:08:4519122 使用内热式电烙铁焊接印刷线路板时,可使用凹口烙铁头和空芯烙铁头。使用这两种烙铁头可使焊接更为方便,但这两种烙铁头的修整比较麻烦。
2020-04-08 09:23:5915098 为了使烙铁头具有良好的挂锡性能,在镀防护镀层(铬)之前,首先应在烙铁头的焊接工作区进行搪锡或涂漆,可以采用耐酸绝缘漆或可剥氯丁橡胶漆等进行。
2020-04-09 09:07:1810692 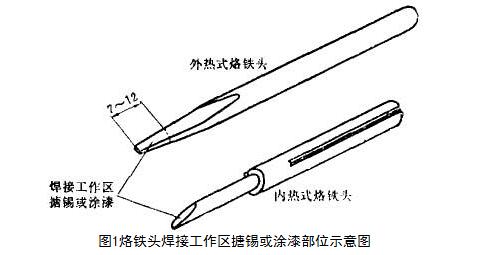
烙铁头的寿命是根据焊点次数来决定的,而保证起寿命长短则与头部的镀层厚度决定的。
2020-04-09 09:19:344692 焊锡熔化后,应将烙铁头根据焊点形状稍加移动,使焊锡均匀布满焊点,并渗入被焊面的缝隙。焊锡丝熔化适量后,应迅速拿开焊锡丝。
2020-04-09 09:23:033822 马达所需焊锡工序专业设计的烙铁头,由于焊点加锡量和所加工产品都比较小,对烙铁头的尺寸加工要求很高,公差较小。焊马达等倾斜角可在40度左右。两个被焊件能在相同的时间里达到相同的温度,被视为加热理想状态。
2020-05-07 11:27:273817 我们使用电烙铁头久的人我们会发现一个问题,就是在烙铁头用一段时间之后,就会发现锡丝经常会往烙铁头上不跑,我们俗称跑锡。往上跑锡主要是跟镀鉻层有关的,这个鉻主要的作用就是防止锡往上跑的,我们的烙铁头
2020-05-11 11:34:3416895 电烙铁头用紫铜材料的原因是基于下述原因:作为烙铁头的材料的选用第一就是烙铁头的材料的分子要与焊锡的分子有亲和性能,这样在焊铁头被加热后能够沾上焊锡,便于焊接操作;第二,烙铁头的材料的热比容
2020-05-11 11:34:3623339 (1)每次焊接前,先用清洁的、挤干水分的湿海绵或湿布将烙铁头清理干净;焊接中,先清洁烙铁头部的旧锡,再按照焊接步骤进行焊接;焊接结束后,先切断电源,让烙铁头温度稍微降低后、再镀上一层新锡,镀锡层有更好的防氧化作用。
2020-05-11 11:31:1310547 若是新购的电烙铁,或是新更换的烙铁头,使用前应先吃锡(上锡)。烙铁头吃锡后就容易粘锡,容易焊接,同时能够保证烙铁头不被氧化。目前,市面上烙铁头的材料有两种,普通头是选用铜材作为基体;长寿头是对烙铁头进行了电镀,即在紫铜表面镀以纯铁或镍,其寿命比普通头高二十倍左右,且不易变形。烙铁头吃锡步骤如下。
2020-05-14 11:22:2214547 我们使用烙铁头的时,会遇到电烙铁焊东西的时候锡不掉下去而是变成一坨附在烙铁头上,如果不处理会影响电烙铁的使用效率。
2020-05-14 11:22:1721707 烙铁通电后温度高达250摄氏度以上,不用时应放在烙铁架上,但较长时间不用时应切断电源,防止高温“烧死”烙铁头(被氧化)。要防止电烙铁烫坏其他元器件,尤其是电源线,若其绝缘层被烙铁烧坏而不注意便容易引发安全事故。结果把烙铁头烧黑烧脱。
2020-05-15 11:38:5015093 为了保证焊点的质量及不烫坏元器件及其它零件,使用烙铁前必须用点温计校验烙铁头温度,并作好校验记录。在焊接前注意烙铁的功率是否和所焊点匹配。
2020-05-15 11:38:527215 铁:烙铁头镀层中的铁起防腐蚀作用,它是影响烙铁头使用寿命的关键因素。性能好的烙铁头镀铁层晶体结构细而密,耐腐蚀效果好,使用寿命长,下锡效果好。烙铁头中铁镀层的厚度直接影响到电烙铁的性能,铁镀层薄电烙铁
2020-05-15 11:29:0715138 烙铁头尺寸很多,但归纳起来就就四种:尖形、扁形、马蹄形和刀型。选择正确的烙铁头尺寸和形状是非常重要的,选择合适的烙铁头能使工作更有效率及增加烙铁头之耐用度。
2020-05-18 11:18:199386 烙铁头分焊台烙铁头和单支电烙铁头烙铁头,焊台无铅烙铁头和恒温烙铁头都是内热式烙铁头、外热式烙铁头,焊台品牌很多,焊台功率也很多,这些焊台的烙铁头大多是不能通用的,即使同一个品牌也不是每个都可以通用
2020-05-18 11:18:2237585 烙铁的温度不能过高,温度过高烙铁头就发黑不上锡,俗称烧死了,所以烙铁温度到一定程度要断电,当然如果是恒温烙铁就方便了。
2020-05-19 11:33:2612938 烙铁头使用氧化最让人头疼的,那就是因为烙铁头在持续高温、缺少包袱锡的情况下发生了氧化,变黑了,不沾锡,热传导变差很难融掉工件表面的锡层。但是这层氧化很难去除。很多人用利器或砂纸等“刮”烙铁头,虽一时效果不错但却大大的损害了烙铁头的使用寿命;
2020-05-19 11:33:2131134 必须先把清洁海绵湿水,再挤干多余水份。这样才可以使烙铁头得到最好的清洁效果。如果使用非湿润的清洁海绵,会使烙铁头受损而导致不上锡。
2020-05-19 11:22:347999 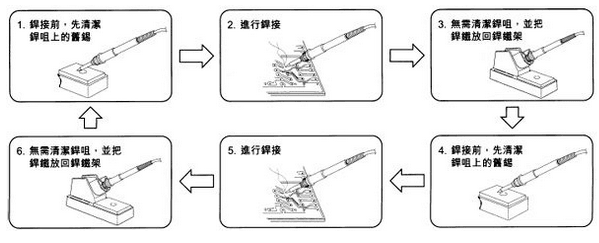
烙铁头顶端温度应根据焊锡的熔点而定。通常烙铁头的顶端温度应比焊锡熔点高30°~80°C,而且不应包括烙铁头接触焊点时下降的温度。弯烙铁头的电烙铁用在正握法比较合适,多用于线路板垂直桌面情况下的焊接。
2020-06-01 11:41:394469 自动焊锡机烙铁头主要用途是焊接元件及导线,因机械结构、功能、用途也有不同的分类。锣铁头是电子制作和电器维修的必备工具,使用自动焊锡机器人进行焊接时,遇到和手工焊锡一样的问题,烙铁头不沾锡,对于这种
2020-06-01 11:23:107710 烙铁头没用多久就被氧化,氧化后的烙铁头不方便焊接元件,不得已只能换掉,现在有了烙铁头复活膏,既简单又经济,烙铁头重获新生。有效去除焊嘴氧化层。并重新对焊嘴镀锡,达到焊嘴再生目的。能使各种因氧化烧黑的烙铁头复活。
2020-06-01 11:23:1222078 烙铁头穿孔,是一种腐蚀的现象,烙铁头的原材料为铜材,表面镀有一层镀铁层,起保护作用,烙铁头发生穿孔,就是指烙铁头在高温下,铁发生氧化,温度越高,氧化的速度越快,所以,在保证焊接要求的前提下,应尽可能的使用低温进行焊接!良好的保养烙铁头,培养好的烙铁头使用习惯,烙铁头穿孔的主要原因在于烙铁头的主要结构。
2020-06-02 10:18:4312459 自动焊锡机在使用前一定要把烙铁头上的氧化物清洁干净,这样焊接时可以保持烙铁头有一个很好的上锡状态。同时在焊接完成之后,也要在烙铁头上加上一层新锡,这样就能使烙铁头不至于氧化太快。清洗烙铁头的时候,可用润湿的专用清洁海绵去擦掉烙铁头上的助焊剂残留物和氧化物,或用刀片把这些东西给刮掉,再开始进行焊接。
2020-06-02 10:18:413235 D型烙铁头又名(一字型烙铁头、一字批咀型、扁头烙铁头)一字铲头,顶端和一字螺丝刀一样的,相信使用早年大功率烙铁的都不陌生。现在也有大小之分,小铲头也是有的。用批咀部分进行焊接,可根据需要选择不同大小
2020-06-02 10:01:393612 在使用电烙铁进行焊接工作时,经常会遇到电烙铁头氧化不吃锡的问题,引起烙铁头不吃锡的原因多种多样,但只要懂是总结经验,常见的烙铁头不吃锡的原因还是会找到的,另外对于烙铁头不吃锡的处理方法,也是要掌握住的。
2020-10-28 10:27:1531171 
在拿到新烙铁头时,装好、通电、加热、调温进入工作状态,在这个过程中有些使用者往往忽略了对新烙铁头的保护。
2021-03-15 09:40:5216674 由于无铅焊锡时其熔点的提升工作温度也随之加高,导至烙铁咀腐蚀速度大大加快,使用寿命变短,这是合理的解释。无铅焊接时,要求的焊接温度比普通焊接要高出许多,这是烙铁头寿命缩短的一个主因,温度越高,氧化速度越快。应用无铅焊接后,为何焊咀寿命会大幅缩短?
2021-03-15 09:46:361182 电烙铁用了太久。放置太久的电烙铁或者被不怎么会用的人用过的电烙铁都会氧化,轻则不够热,重则连锡都上不了,如果不知情况,硬用,还会让里头的发热丝报废,热散不出来。 那么,烙铁头氧化了怎么处理,怎么使用烙铁头才不会容易氧化呢?
2021-03-15 10:01:3010766 烙铁头失效的原因归根结底就是烙铁头不上锡,不能进行焊接操作,导致烙铁头失效的原因有如下几点。
2021-03-15 10:10:106361 使用电烙铁进行焊接作业时,经常会碰到烙铁头不沾锡的情况,烙铁头不沾锡,就无法进行焊接操作。如果使用不当经常更换烙铁头也是一笔不小的开支。此类情况除去电烙铁头自身的质量问题外,下文我将对烙铁头不粘锡的原因和烙铁头不沾锡如何修复做具体解释:
2021-03-15 10:15:43132234 --准备工作 1、新烙铁使用前,应用细砂纸将烙铁头打光亮,通电烧热,蘸上松香后用烙铁头刃面接触焊锡丝,使烙铁头上均匀地镀上一层锡,这样可以便于焊接和防止烙铁头表面氧化。旧的烙铁头如严重氧化而发黑,可用钢挫挫去表层
2021-07-06 16:33:1591194 电子发烧友网站提供《PCB烙铁头T12设计.zip》资料免费下载
2022-08-15 10:04:4022 一般情况,我们在进行焊锡丝焊接得时候为什么经常会遇到烙铁头不粘锡的现象,所以焊锡时烙铁头容易黑不沾锡怎么解决?其实造成不粘锡的缘故还是很多,只能从中去寻找这些问题从而去解决,下面由佳金源锡膏厂家
2021-11-25 16:09:174780 
焊锡丝焊接时不粘锡是手工焊接中常见的现象。最近,很多客户问焊锡丝不粘锡的原因是什么。以下由佳金源锡线厂家总结如下:1、焊锡丝表面一般涂有一层防粘涂层,用于防止焊锡丝和烙铁头等焊接工具粘在一起,这种
2023-10-14 16:05:531472 
1、使用自动焊锡机进行焊接作业时,由于对零件的耐热性,安全作业的考虑,焊锡机烙铁头的设定温度一般希望在350度~380度以下;2、据焊锡机烙铁头的不同焊接作业的不同,选择最合适的机用烙铁头是很重
2023-11-22 04:31:17195 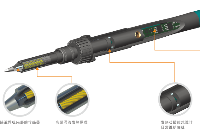
由于机械结构、功能、用途的不同,电烙铁的主要用途是焊接元件和导线。我们在进行焊锡丝焊接的时候经常会遇到烙铁头不粘锡的现象,该怎么解决呢?其实造成不粘锡的缘故还是很多,只能从中去寻找这些问题从而
2024-01-22 17:37:05491
 电子发烧友App
电子发烧友App









 工商网监
工商网监
评论