电子设备中不可缺少的元器件——多层陶瓷电容器(以下简称贴片),常常会出现的"扭曲裂纹"现象。本文主要为大家讲述扭曲裂纹的产生原理以及防止扭曲裂纹产生的方法。
2017-11-07 09:51:11 5171
5171 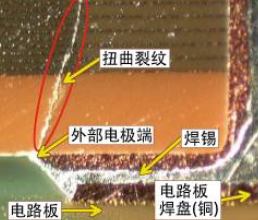
MLCC的焊锡裂纹对策 概要 图1:焊锡裂纹的情形(切面) 本页介绍MLCC(Multilayer Ceramic Chip Capacitor, 积层贴片陶瓷片式电容器)发生焊锡裂纹的主要原因
2023-08-22 11:01:27827 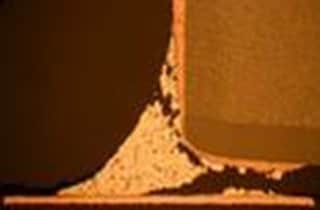
目前动力电池中激光焊接的主要问题是气孔、 裂纹、成形不良、炸孔等焊接缺陷 。这些缺陷导致电池 组强度降低、密封性和导电性下降,引发电池爆炸、漏 液和发热等一 系列安全问题 。针对这些问题,大量研 究着眼于工艺优化,通过调整激光焊接的功率、脉冲宽 度、焊接速度、离焦量等参数可以有效减少缺陷。
2023-08-25 11:00:20635 
器件和印刷电路板。本文阐述了焊接裂纹产生的机理和防治措施。 焊接裂纹产生的机理 形成石英器件的陶瓷封装之间的热膨胀系数不同(下文称为“封装”)和印刷电路板。当热循环重复时热膨胀系数导致负载作用在焊接
2021-03-15 12:02:01
过程中,贴片电容MLCC和PCB的膨胀系数不同,于是产生应力,导致裂纹。要避免这个问题,回流焊时需要有良好的焊接温度曲线。如果不用回流焊而用波峰焊,那么这种失效会大大增加。MLCC更是要避免用烙铁
2012-11-15 09:08:23
的几种熔焊方法,各有优点和不足,选择焊接方法时,要考虑的因素比较多,如:焊件材料的种类、板厚、焊缝在空间的位置等。选焊接方法的原则是:在保证焊接接头质量的前提下,用总成本低的焊接方法。手持万用表:http://www.hyxyyq.com/cp/dzyq/szwyb/sc/
2017-10-23 09:39:35
过程中的人、设备、重力等因素;通孔元器件的插入;电路测试、单板分割;电路板安装;电路板定位铆接;螺丝安装等。该类裂纹一般起源于器件上下金属化端,沿45℃角向器件内部扩展。该类缺陷也是实际发生最多的一种类
2013-01-23 15:16:12
项目名称:裂纹监测试用计划:1、现有公司项目使用的都是体积比较大的单片机核心板。先新上项目机车裂纹监测项目对安装部位要求体积比较小,这款芯片初步评估体积比较合适,且外有金属罩,防护等级也考虑得很完善
2020-06-08 18:42:34
。表面贴装中典型的课题是PCB板的应力导致的裂纹吧?这不仅限于叠层陶瓷电容器,众所周知,当PCB板产生挠曲时,对表面贴装元器件施加应力,造成焊接部的劣化和剥落、元器件中产生裂纹等器械性的劣化和损伤
2018-12-05 09:59:29
`1.焊接应力与变形由于焊接过程是局部加热,不可避免地产生内应力和变形。若加热时产生较大拉伸应力,会导致焊接裂纹或开裂。焊后的残余应力对结构的强度、刚度、稳定性以及尺寸精度都有较大的影响。2.焊接
2018-09-04 10:03:16
对于密间距元件装配的回流焊接工艺控制的重点,在于控制基板在回流焊接过程中的翘曲变形,防止细小的焊点在此过程中的氧化,减少焊点中的空洞。基板在回流过程中的细微变形可能会在焊点中产生应力,导致焊点
2018-09-06 16:32:22
` 耐磨堆焊药芯焊丝焊接采用CO2作为保护气体,其焊接效率高,焊接质量好,工程成本低,在工件制造与维修过程中得到了广泛应用,但是,我们也不能忽略耐磨药芯焊丝在焊接中产生的各种缺陷,如冷裂纹、热裂纹
2018-09-26 17:16:52
1 范围本标准规定了低焊接裂纹敏感性高强度钢板的牌号:Q460CFC Q460CFD Q460CFE Q500CFC Q500CFD Q500CFE Q550CFC Q550CFD Q550CFE
2020-04-16 14:05:48
电子设备中不可缺少的元器件——多层陶瓷电容器(以下简称贴片),常常会出现的"扭曲裂纹"现象。本文主要为大家讲述扭曲裂纹的产生原理以及防止扭曲裂纹产生的方法。
2021-02-26 08:06:15
某些应用场合和能量条件,这些缺陷会导致灾难性失效。事实上裂纹会发生在SMT表面贴装过程中的元件拾放、焊接和焊接后手工分拆装配过程,掌握应用装配过程和最终产品组成对避免裂纹是非常必要的。
2012-02-21 16:00:10
由于曲轴没有备件,产生裂纹后我们经过认真研究反复试验,焊接修复后叉投入连行,取得较好敷果。
2009-05-19 16:51:07 21
21 为给6L2K氢氮机机体中长迭1200mm裂纹的粘接修复方素提供科学依据,应用有限单元法对粘接裂纹后的机体应力进行了计算.介绍了裂纹粘接与机械加固的施工工艺。实验应力分
2009-05-21 14:44:0011 针对管道裂纹检测的技术特点和难点,提出了一种于SVR 的管道裂纹漏磁场的预测分析模型。先分析了裂纹外形尺寸与漏磁场之间的关系;再通过实验的数据分析,找出管道裂纹深度
2009-07-15 11:10:3914 介绍基于LabVIEW 的钢材表面裂纹定量识别技术,设计了基于LabVIEW 的钢杆裂纹定量检测系统,并对钢杆表面横向裂纹缺陷进行模拟实验,初步建立数学模型,通过评判pp V 得到反映裂
2009-07-30 16:07:465 本文提出了一种基于数字图像处理技术的表面裂纹检测算法。运用这种算法能精确的检测裂纹的位置、长度等特征。将这种裂纹检测算法运用到裂纹自动检测系统以及裂纹扩展行为
2009-08-21 10:37:0636 本文通过对冷渣器中U形管的化学,力学及装配过程等方面的分析,得出在装配U形管过程中,不适当的操作,材料的抗拉强度以及冷作硬化现象是U形管产生裂纹的原因。
2009-11-20 11:57:0310 将小波包多分辨率分析与能量谱相结合,提出了两种金属材料缺陷特征提取的方法,即能量2裂纹法和小波包2功率谱法。能量2裂纹法选取最能反映缺陷特征的能量特征向量作为特征
2009-11-23 14:55:3510 万家寨水利枢纽的1~3号机组,其发电机转子支持为圆盘式焊接结构。在焊接后曾多次出现裂纹,而裂纹均出现在20 SiMn钢的近缝区,属于冷裂纹性质。经分析,20SiMn钢材中有一定量
2009-12-28 16:25:2110 本文介绍了自动磁粉探伤系统的组成及裂纹识别流程,给出了系统基于DSP的裂纹图像处理与识别板卡的总体方案设计,并分别针对DSP主处理器、A/D转换模块、UART、存储空间扩展以及C
2010-01-14 16:12:139 《容规》规定,Ⅲ 类压力容器壳体接管角焊缝应采用全焊透型式,但是许多制造厂都没能做到,这给压力容器留下了隐患。在检验中,经常发现接管角焊缝出现裂纹,对裂纹进一步
2010-01-16 11:46:0321 我厂在焊接复合板材质20R+00Cr17Ni14MO2(板16mm+3mm)时,因供货质量原因,在焊接时焊缝区及相邻母材150mm*100mm范围内出现了大量裂纹,有些裂纹是贯穿性的,因此针对这一缺陷制定
2010-01-26 15:58:1121 我厂自备T60型汽轮机盖在检修过程中发现一条长45mm,深约25mm的裂纹。上盖的材质为ZG-20GrMo。裂纹位于上盖密封面外边缘,从铸造原始表面起裂,并向内延伸。如不及时处理,将会导
2010-01-26 16:05:204 在全面分析已服役10年的HK40炉管损伤状况的基础上,研究了HK40炉管母材和焊接接头的蠕变裂纹扩展速率,评价了这2种不同部位抗蠕变裂纹扩展的能力。结果表明在长期正常的运行中
2010-01-29 13:39:355 在厚壁压力油罐的人孔接管锻件与筒体的组合焊缝焊接修复时,异常产生了焊接裂纹,且不断向人孔接管锻件扩展的现象进行了分析,采用电子显微镜观察,进行化学成分分析及力
2010-01-30 14:11:208 文 摘 分析了激光焊接时为克服焊接裂纹所采取的焊前预热、短焦距焊接及焊接工艺参数等因素对裂纹敏感性的影响。结果表明:选择合适的焊接参数可减少裂纹的产生,但其作用有
2010-11-30 14:12:1023 应用扭矩振动研发旋转机械轴裂纹的检测
利用扭矩振动检测和特性技术来检测叶片和轴的裂纹。虽然在研究初期主要集中在叶片裂
2009-05-02 22:53:051617 基于微磁理论的镀层工件裂纹检测仪
以具有镀层的铁磁零部件的裂纹检测为背景,阐述了微磁裂纹检测仪的主要原理、裂纹特征二次梯度提取及裂
2009-10-16 17:51:42609 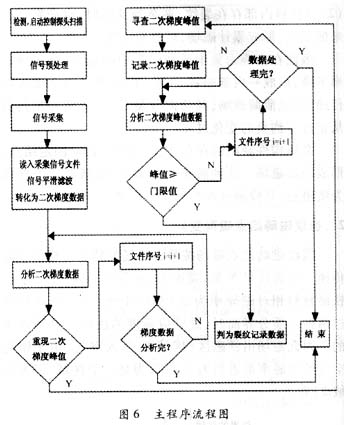
电子设备中不可缺少的元器件——多层陶瓷电容器(以下简称贴片),常常会出现的"扭曲裂纹"现象。本文主要为大家讲述扭曲裂纹的产生原理以及防止扭曲裂纹产生的方法。
2017-11-09 06:24:005969 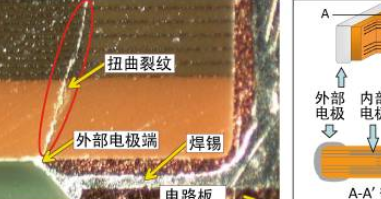
针对机械裂纹扩展以及检测的问题,对常用的裂纹无损检测方法进行了叙述,具体介绍了磁粉检测和渗透检测技术的发展现状。对近年来新兴的激光超声检测技术、电磁超声检测技术、超声红外热成像检测技术、脉冲涡流
2018-02-27 10:13:215 处理的焊接接头进行了硬度性能检测。结果表明:喷丸、喷砂表面强化处理会提高焊接接头表面的硬度,其中经钢丸强化处理的接头表面硬度值最高。喷丸、喷砂表面强化处理可以在焊接接头表面引入残余压应力,降低有效拉应力,从而延长疲劳裂纹的
2018-04-19 09:58:170 金属变脆,而且易产生砂眼、气泡、微裂纹等缺陷,使得结构在这些位置的性能低于非焊接区。这在飞机制造中是不能接受的。
2018-07-06 08:55:001788 焊接接头的不完整性称为焊接缺欠,主要有焊接裂纹、未焊透、夹渣、气孔和焊缝外观缺欠等。这些缺欠会减少焊缝截面积,降低承载能力,产生应力集中,引起裂纹;降低疲劳强度,易引起焊件破裂导致脆断。其中危害最大的是焊接裂纹和气孔。
2019-05-14 16:48:2423143 把存在于焊缝或热影响区中开裂而形成的缝隙称为焊接裂纹。焊接裂纹的形式是多种多样的,有的分布在焊缝的表面,有的分布在焊缝内部,有的则分布在热影响区域。
2019-07-03 17:15:0615588 焊缝尺寸增加,变形随之增大,但是过小的焊缝尺寸将降低结构的承载能力,并使焊接接头的冷却速度加快,热影响区硬度增高,容易产生裂纹等缺陷,因此应在满足结构承载能力和保证焊接质量的前提下,随着板的厚度来选取工艺上可能选用的最小的焊缝尺寸。
2019-08-05 15:20:2913897 smt回流焊点裂纹不同于表面裂纹,焊点裂纹的存在会破坏元件与焊盘之间的有效联系,严重影响电路板的可靠性。
2019-10-01 17:12:003096 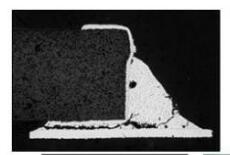
引起机械裂纹的主要原因有两种。第一种是挤压裂纹,它产生在元件拾放在 PCB 板上的操作过程。第二种是由于 PCB 板弯曲或扭曲引起的变形裂纹。
2019-10-16 14:24:282018 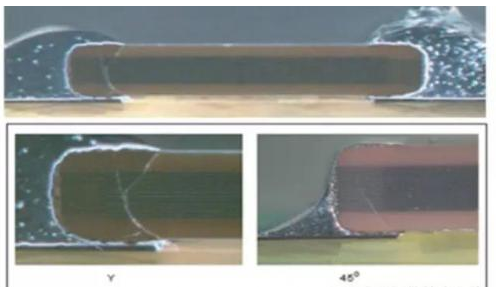
在手工smt焊接中,要对导线进行手工焊接工作,必须要认识导线的种类,不同的导线应采取不同的焊接方法并掌握导线焊接的方法和技巧。
2019-10-23 11:01:4812666 外观缺陷(表面缺陷)是指不用借助于仪器,从工件表面可以发现的缺陷。常见的外观缺陷有咬边、焊瘤、凹陷及焊接变形等,有时还有表面气孔和表面裂纹。单面焊的根部未焊透等。
2019-10-25 09:29:2012639 热裂缝一般是指高温下(从凝固温度范围附近至铁碳平衡图上的A3线以上温度)如下图所示所产生的裂纹,又称高温裂缝或结晶裂缝。
2019-10-25 10:25:0116603 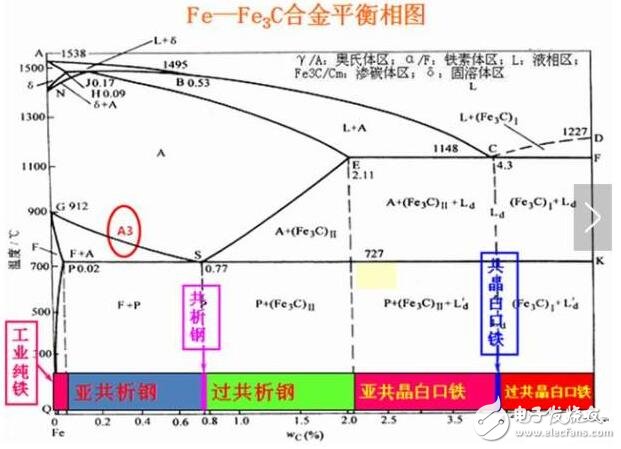
结晶裂纹最常见的情况是沿焊缝中心长度方向开裂,为纵向裂纹,有时也发生在焊缝内部两个柱状晶之间,为横向裂纹。弧坑裂纹是另一种形态的,常见的热裂纹。
2019-10-25 10:30:0510841 热裂纹一般产生在焊缝的结晶过程中。冷裂纹大致发生在焊件冷却到200~300℃,有的焊后会立即出现,有的可以延至几小时到几周甚至更长时间才会出现。所以冷裂纹又称延迟裂纹。
2019-11-25 11:07:2929058 如焊缝成形系数过小、预热温度不够或未进行焊前预热、焊接线能量过大、焊接后热处理不当、保温时间太短等。
2019-11-25 11:11:597412 由结晶裂纹的型态、分布和裂纹走向可深入发现,无论是纵向裂纹或是弧形裂纹,它们都有一个共同的特性,就是裂纹在中都是沿一次结晶的晶界分布,特别是延柱状晶的晶界分布,焊道中心的纵向裂纹正好位于以焊道两侧生成的柱状晶的结合面上,焊道中心线两侧的弧形裂纹则位于平行生长的柱状晶界上。
2019-11-25 14:18:5520443 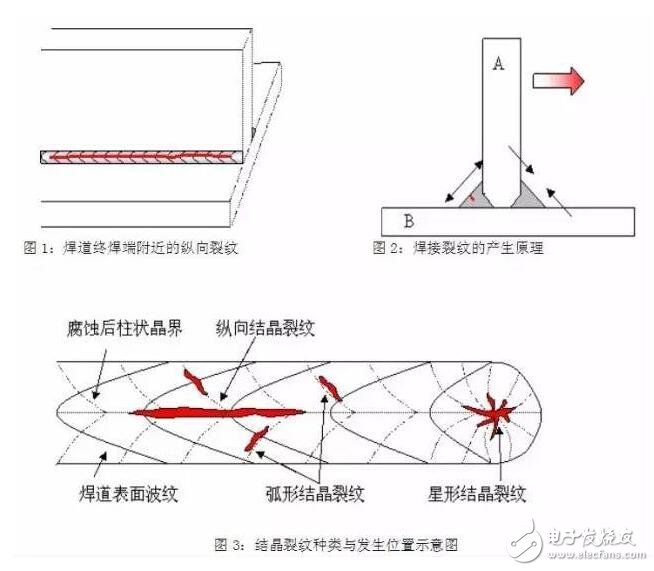
热裂纹是在焊接时高温下产生的,故称热裂纹。根据所焊金属的材料不同,所产生热裂纹的形态、温度区和主要原因也各不同,因此又把热裂纹分为结晶裂纹、液化裂纹和多边化裂纹等三类。
2019-11-25 14:28:387834 断裂途径可以是沿晶界的,或者是穿晶的。一般情况下,断口中均同时存在着沿晶界断裂和晶内断裂,而且晶内断裂的断口占相当大的比例。即使是高强度钢的冷裂纹断口中也存在着晶内断裂。
2019-11-25 14:35:408140 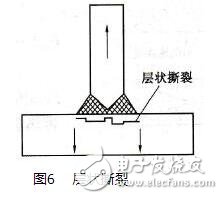
它是冷裂纹中的一种普遍形态,主要特点是不在焊后立即出现,而是有一般孕育期,在淬硬组织、氢和拘束应力的共同作用下而产生的具有延迟特征的裂纹。
2019-11-25 14:40:3219434 淬火裂纹一般来讲通常分为纵向裂纹、横向裂纹、网状裂纹、剥离裂纹四种。
2019-11-25 14:45:468782 淬火裂纹裂纹的断口呈新鲜的断口,裂纹间无氧化皮或其他夹杂物,采用金相显微镜观察,可以看到裂纹两侧无氧化,裂纹比较直或尖锐。
2019-11-25 14:56:095486 再热裂纹是指一些含有钒、铬、钼、硼等合金元素的低合金高强度钢、耐热钢的焊接接头,在加热过程中(如消除应力退火、多层多道焊及高温工作等),发生在热影响区的粗晶区,沿原奥氏体晶界开裂的裂纹,也有称其为消除应力退火裂纹(SR裂纹)。
2020-02-05 07:36:112899 再热裂纹的形成,简单来说就是晶内由于强化强度很大而晶界强度较弱,在焊后热处理时,应力松弛时的形变集中加在了晶界上,一旦晶界应变超出了晶界的强度极限时,会导致沿晶界开裂产生裂纹。
2020-02-05 07:38:473274 焊前把铸件预热到600~700℃,焊接过程保持在400℃以上,焊后缓慢冷却至室温。采用热焊法可有效减小焊接接头的温差,从而减小应力,同时还可以改善铸件的塑性,防止出现白口组织和裂纹。
2020-02-05 09:15:2215297 高频感应淬火回转支承软带裂纹分析 回转支承作为工程机械的关键零部件,目前市场上使用量近千万台。回转支承的主要失效形式主要是滚道磨损、齿面磨损、滚道裂纹和齿断裂等,齿面裂纹或断裂直接导致回转支承报废
2020-06-05 09:56:321225 SMT贴片加工中造成空洞、裂纹的原因很多,主要有以下方面因素: 1、焊接面(PCB焊盘与元件焊端表面)存在浸润不良; 2、焊料氧化; 3、焊接面各种材料的膨胀系数不匹配,焊点凝固时不平
2020-05-29 14:20:372406 为什么会产生扭曲裂纹呢?这是由于贴片是焊接在电路板上的。对电路板施加过大的机械力、使得电路板弯曲或老化,从而产生了扭曲裂纹。
2020-08-04 10:00:382622 三星发明的芯片裂纹检测方案,借助辐射镜来进行裂痕的检测,相比于传统方案,这种利用反射波确定裂纹的方式可以精确的测定反射波距离,进而检查出裂纹出现的位置。
2021-01-04 10:42:452497 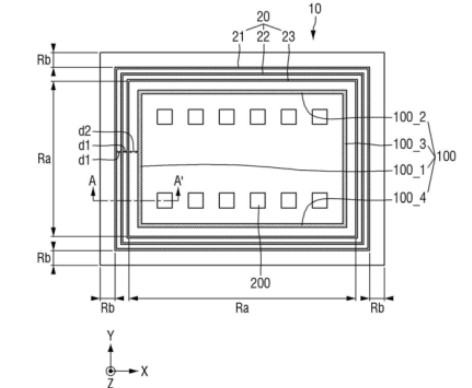
压缩机是一种将低压气体提升为高压气体的从动的流体机械。而压缩机因铸造、加工缺陷等原因壳体经常出现裂纹的现象。针对压缩机壳体裂纹的检查和修复,我们一起看看以下介绍。
2021-05-08 14:43:161801 某企业储罐本体出现裂纹,裂纹位置:潜液泵支柱附近,裂纹形态:沿主焊缝呈散射装分布,裂纹总长度约11m,主焊缝大约6m左右出现严重的开裂现象,渗漏严重。针对于该液化天然气储罐裂纹情况,企业是采用
2021-05-11 15:45:53940 裂纹是降低焊接结构使用性能最危险的焊接缺陷之一,焊缝中禁止出现任何形式的裂纹, 冷裂纹和热裂纹之间有什么区别呢?先来说说它们是如何产生的吧! 冷裂纹 是在金属经焊接或铸造成形后冷却到较低温度时产生
2021-07-10 16:03:1729953 威格士叶片泵定子为什么会有出现裂纹的现象呢?原因都来自于哪里?大部分的老用户都很明白吧?当威格士叶片泵运行时间长久之后,难免会出现一些故障问题如定子出现裂纹。为你详解威格士叶片泵定子裂纹是怎么产生的?有哪些情况导致的?液压工程师分析,主要有几种情况如下。
2021-09-06 15:28:18246 鸿承机电:深圳威格士叶片泵裂纹有什么原因?
2021-11-25 16:38:20507 教你如何快速修复压缩机裂纹
2021-12-03 18:18:454 ,管板厚为200mm,管板与管子的连接采用胀接后焊接.一般管板上有许多条裂纹,且管板上半部裂纹比较集中.裂纹多起源于管板与管束接头间隙处,裂纹呈环向及径向从管束开始向管板延伸. 2、腐蚀介质,腐蚀物中主要含有Fe、Al、C、S、Si、O、Cu. 其中Fe、Cu主要来源于钢
2021-12-17 10:29:49720 如何修补压缩机裂纹
2022-01-21 09:53:575 液化天然气储罐裂纹问题怎么处理?
2022-03-07 15:29:197 在使用波峰焊接经常会出现焊接缺陷,是指不借助仪器就能从工件表面发现的缺陷。常见的外观缺陷包括咬边、焊瘤、凹陷、焊接变形,有时还有表面气孔和表面裂纹。单面焊根部未焊透等。下面晋力达来给大家讲解一下波峰焊焊接出现缺陷是哪些原因呢
2022-06-16 11:40:47828 激光焊机因其热冲击面积小、变形小、焊接速度快、焊缝光滑、外形美观受到众多厂家的欢迎。然而,在焊接过程中,它们往往是由于处理不当造成的。那么激光焊接机怎么焊接裂纹呢?下面武汉瑞丰光电激光工程师就来为大家分享,一起来看看激光焊接金属发生裂纹的问题解析吧。
2022-06-21 16:46:562003 【带压堵漏】煤气柜管道裂纹泄漏带压治理方法
2022-07-11 15:41:042 一、 一般常见的焊接缺陷可分为四类:(1)焊缝尺寸不符合要求:如焊缝超高、超宽、过窄、高低差过大、焊缝过渡到母材不圆滑等。(2)焊接表面缺陷:如咬边、焊瘤、内凹、满溢、未焊透、表面气孔、表面裂纹等。
2022-07-13 15:05:0713920 预热是焊接珠光体耐热钢焊接冷裂纹和消除应力的重要工艺措施,为了确保焊接质量,不论是点固焊或焊接过程中,都应预热并保持一定的温度范围。
2022-07-26 15:05:521004 。由于铸造、加工缺陷,内应力及超负荷运行等原因,压缩机裂纹问题频繁发生。接下来我们就通过案例看一下索雷工业是如何修补压缩机裂纹问题的吧!
2022-08-09 15:37:150 近期接到企业来电,咨询球磨机轴承座裂纹怎么在线修补?轴承座一般铸铁材质较多,裂纹后不能采用补焊,因为补焊热应力集中,可能造成裂纹继续增加甚至会导致轴承座报废,因此企业咨询我们索雷碳纳米聚合物材料修复
2022-08-18 15:55:355 裂纹产生的原因 熔覆过程中,高能激光束快速加热使熔覆层与基材产生很大的温度梯度。在随后的冷却中,熔覆层与基材的体积不一致,相互牵制,产生应力。 激光熔覆层中共晶组织和熔覆层底部粗大的树枝晶在生
2022-08-19 14:29:161754 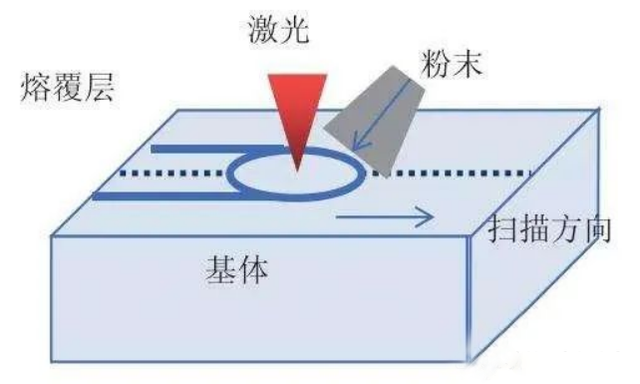
种快速加热和快速冷却的条件下就会产生较大的应力。当应力值超过熔覆层的屈服极限时就会产生裂纹。在实际加工中裂纹作为激光熔覆技术的主要缺陷,严重制约了激光熔覆技术的应用。 怎么才能避免激光熔覆所产生裂纹呢?下面国盛激光就来给你说说要注
2022-08-19 14:30:54815 忽视的几个问题。 1、焊接不控制焊接电流 【现象】焊接时,为了抢进度,对于中厚板对接焊缝采取不开坡口。强度指标下降,甚至达不到标准要求,弯曲试验时出现裂纹,这样会使焊缝接头性能不能保证,对结构安全构成潜在危害。
2022-10-09 15:47:16485 一站式PCBA智造厂家今天为大家讲讲什么叫SMT贴片加工回流焊接造成空洞、裂纹是什么原因。 SMT贴片加工过程中难免会出现各种不同的不良现象,要解决这些不良就需要先分析出出现不良现象的原因,SMT贴片加工中回流焊引起的空洞和裂纹的原因主要包括以下因素。
2022-10-27 10:24:581601 焊接裂纹作为危害最大的一类焊接缺陷,严重影响着焊接结构的使用性能和安全可靠性。今天,就带大家认识一下裂纹的类型之一——层状裂纹。
2022-12-30 11:25:10561 对同一批次同种型号的工件,锻造裂纹基本都在一个位置,在显微镜下延伸比较浅,两边有脱碳。而材料裂纹不一定在同一位置重复出现,显微镜下深浅不一。多看多分析,还是有一定规律的。
2023-01-12 11:21:24474 前面谈了电源电路中的特性话题,此次谈一下安装相关的话题。由于叠层陶瓷电容器是表面贴装元件,和其他的表面贴装元器件相同,存在一些安装相关的课题。代表性的课题是弯曲裂纹与啸叫。-那么,从弯曲裂纹开始提问。
2023-02-17 09:25:09484 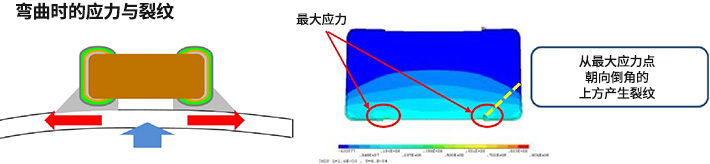
在焊接机器人工作站中焊接会经常出现如咬边、表面气孔、表面裂纹、焊缝位置不合理、焊渣等问题。焊接机器人工作站中这些缺陷大幅影响了工作站中焊件的质量。
2023-03-06 12:42:152513 焊接机器人常见的焊接缺陷有哪些?该采取什么防止措施?常见的焊接缺陷包括:焊缝金属裂纹、夹渣、气孔、咬边、未熔合等。
2023-04-04 09:50:331147 在焊缝或近缝区,由于焊接的影响,材料的原子结合遭到破坏,形成新的界面而产生的缝隙称为焊接裂缝,它具有缺口尖锐和长宽比大的特征。按产生时的温度和时间的不同,裂纹可分为:热裂纹、冷裂纹、应力腐蚀裂纹和层状撕裂。
2023-06-05 09:45:432188 
目前采用可伐合金作为壳体材料的厂家多采用平行缝焊进行壳体的气密封装,封裝成品率较高,效率也较快。可伐合金焊接一般不会产生冷裂纹,容易产生热裂纹和液化裂纹。下面介绍激光焊接机在焊接可伐合金产生裂纹解析。
2023-06-15 13:55:41394 1、碳钢及普通合金钢的激光焊接。总的说,碳钢激光焊接效果良好,其焊接质量取决于杂质含量。就象其它焊接工艺一样,硫和磷是产生焊接裂纹的敏感因素。为了获得满意的焊接质量,碳含量超过0.25%时需要预热
2022-01-24 14:37:38647 
一、裂纹激光连续焊接中产生的裂纹主要是热裂纹,如结晶裂纹、液化裂纹等,产生的原因主要是焊缝在完全凝固之前产生较大的收缩力而造成的,填丝、预热等措施可以减少或消除裂纹。裂纹焊缝二、气孔气孔是激光焊接
2022-07-01 17:51:303137 设备在生产运行当中,因装卸、温度、材质等各种因素的影响,零件产生裂纹是常见现象。常规的修复方法是采用焊接,焊接常常会使零件产生热变形及热应力,特别是薄壁件。有的零件材质是铸铁、铝及合金一类的难焊材料
2023-05-23 09:54:27481 
自动化焊接设备是现代工业生产中重要的组成部分,它通过机械化和自动化技术,实现对焊接过程的自动控制,提高焊接效率和质量。本文将介绍自动化焊接设备的常见种类及其应用领域。 一、焊接机器人 焊接
2023-07-11 15:30:351777 使用焊接机器人进行焊接时会经常出现如咬边、表面气孔、表面裂纹、焊缝位置不合理、焊渣等问题,这些缺陷大幅影响了工作站中焊件的质量。现在,就和无锡金红鹰小编来看看如何解决焊接过程中出现的咬边缺陷吧。
2023-08-04 15:57:09646 各位专家,请教一下电阻在线路板上焊接后,旁边的环氧树脂覆盖到电阻上,产品经过环境应力试验后电阻阻值变大,观察发现电阻有裂纹,机理是什么?
2023-08-18 10:39:35607 
中硫和磷是导致焊缝产生裂纹的主要因素。因此为了提高焊接的质量,所以当碳钢中碳的含量超过0.25%时,要对焊接工件进行预热。下面来看看激光焊接技术在焊接低碳钢的工艺特性。
2023-08-18 14:02:33265 厚板传统焊接需要预热,存在焊接过程中易出现气孔、热裂纹、焊后残余变形大等问题。下面来看看激光焊接机在焊接紫铜的技术。 室温下紫铜对红外激光的吸收率约为5%,加热到熔点附近后吸收率能够达到20%左右,因此,要实现紫铜的
2023-10-08 16:11:10298 电容器是一种常见的电子元件,由于其结构特殊,使用过程中,很容易出现裂纹。裂纹的产生主要与以下几个方面有关:材料因素、制造工艺、使用环境以及应力等。本文将从这四个方面详细分析电容裂纹的产生原因。 首先
2023-12-19 09:48:47428 欢迎了解 孟兴梅 (天水华天科技股份有限公司) 摘要: 本文简述了铝垫裂纹潜在的危害。分析了铝垫裂纹产生的原因,研究了铜线键合过程中由于铜丝的固有特性对键合可靠性产生的负面影响 [1] 。阐述了改善
2023-12-27 08:40:59165 
方法存在一些问题,如焊接速度慢、焊缝易出现气孔、裂纹等。而激光焊接作为一种新型的焊接方法,具有高速度、高精度、低热输入等优点,适用于可伐合金的焊接。下面来看看激光焊接技术焊接可伐合金需要注意哪些。 激光焊接
2024-01-15 15:10:22137 
 电子发烧友App
电子发烧友App









 工商网监
工商网监
评论