结合国家焊工(初级)考试最新大纲及焊工(初级)考试真题汇总,有助于焊工(初级)模拟考试软件考前练习。1、【判断题】()电弧电压是决定单道焊缝厚度的主要因素。(×)2、【判断题】()碳钢焊条的选用应遵循等强度的原则。(√)3、【判断题】手工电弧焊主要污染危害是:烟和光辐射。(...
2021-09-02 07:38:13
割考试。1、【判断题】 焊接电流大小是决定焊缝熔宽的最主要参数。(×)2、【判断题】液化气瓶的联接形式为倒旋螺纹。(√)3、【判断题】 MIG焊适用于铝及铝合金、不锈钢等材料中、厚板焊接。(√)4、【判断题】根据焊接工艺的不同,电弧焊可分为自动焊半自动焊氩弧焊和手工...
2021-06-30 06:01:44
与热切割考试。1、【判断题】 焊条电弧焊可以在任何有电源的地方进行焊接作业。(√)2、【判断题】焊工如遇到与焊割“十不烧”之中有一条不符合要求的,有权拒绝焊割。(√)3、【判断题】 手工堆焊时,应采用较大电压。(×)4、【判断题】铝热焊设备简单投资少,焊接操作简便,无需电源。(√
2021-08-31 06:21:35
模拟考试试题,学员可通过熔化焊接与热切割考试总结全真模拟,进行熔化焊接与热切割自测。1、【判断题】 电渣焊电源出现电弧放电过程或电渣-电弧的混合过程,对电渣过程没有影响。(×)2、【判断题】 电渣焊时没有电弧辐射。(√)3、【判断题】 等离子弧冷丝堆焊在工艺和堆焊质量上都不太稳定。...
2021-07-12 06:43:31
倾斜角不大的焊件,均可用埋弧焊。板厚需大于5毫米(防烧穿)。焊接碳素结构钢、低合金结构钢、不锈钢、耐热钢、复合钢材等。2、焊条电弧焊:原理:用手工操作焊条进行焊接的电弧焊方法。利用焊条与焊件之间建立起来
2017-10-23 09:39:35
电弧螺柱焊机是由焊接电源、控制器、焊枪、地线钳、焊接电缆等部分组成。但大多数焊接设备的焊接电源都与控制器合并为一体,称为主机。比较先进的控制方式是使用微处理器,以便精确设置和适时控制焊接过程中的焊接
2021-11-16 08:27:19
项目名称:MMA数字显示板项目简介:自主研发项目。该面板适用于手工焊条电弧焊机。主控MCU选用英飞凌8位单片机。通过MCU实现焊接参数给定、显示,故障诊断控制。面板旋转编码器用于调节焊接参数(包括热
2018-12-03 14:19:08
、【单选题】交流正弦波弧焊变压器具有结构简单、易造易修、成本低、( )、空载损耗小、噪声小等优点。(A)A、磁偏吹小***作C、焊接电压稳定D、电弧稳定性好2、【单选题】防止夹渣,应选用( )焊材。(A)A、脱渣性好的焊条、焊剂B、强度高的焊条C、焊前经保...
2021-09-01 08:43:13
使用寿命是一个重要的课题。作为国产螺旋焊接材料的领军单位,北京固本科技有限公司公开了该公司为客户提供的螺旋铰刀焊接工艺流程及标准规范。 一、焊接方法 制砖机螺旋常用堆焊方法有手工电弧焊、二氧化碳
2017-12-13 11:40:23
(见图2)。焊钳的两个电极用碳刷或用易找的一号电池芯制作。 4.焊钳和变压器的连接线用两根2米16mm2的铜线。 安装完毕就可试机了,用焊钳夹住待焊的铜管,踩下脚踏开关至铜管发红快白时向焊口涂银焊条.待焊条自然流满,松开脚踏开关.焊接成功。焊接过程见图3.焊后的铜管见图4。
2021-05-19 07:05:46
最近在研究电弧焊接,通过电弧传感器测量焊接电流,根据焊接电流反馈大小来控制焊接头与焊件之间的距离,以实现更好的焊接。
2014-12-22 22:47:48
卓越;5.简易的手工电弧焊功能,更适合野外工作;6.最小焊接电流是35A,薄板焊接的最佳选择;7.重量轻,体积小,便于移动;8.节能省电,使用费用低,对电网容量要求低。手工焊数字直流逆变焊机整机产品
2018-12-03 14:16:54
旋转电弧传感信号滤波研究摘要:旋转电弧焊接过程中信号的滤波与提取是焊接过程中首要解决的问题,介绍了电弧传感的工作原理与焊接信号的特点,对旋转电弧焊接中使用的数字滤波方法做了介绍,通过实验对各个方法
2009-10-13 14:57:03
焊材质的种类范围很大,可以相互接合各种异质材料,并且易于以自动化进行高速焊接,也可以数位或电脑控制;用激光焊接薄材或细径线材时,不会像电弧焊接容易有回熔的困扰,而且激光焊接不受磁场所影响,能精确地对准焊件。
2016-03-14 13:05:54
焊丝是作为填充金属或同时作为导电用的金属丝焊接材料。在气焊和钨极气体保护电弧焊时,焊丝用作填充金属;在埋弧焊、电渣焊和其他熔化极气体保护电弧焊时,焊丝既是填充金属,同时也是导电电极。焊丝的表面不涂
2017-05-24 09:16:06
。如电弧焊、气焊等。2.接触焊在焊接过程中,必须对焊件施加压力(加热或不加热)完成焊接的方法。如超声波焊、脉冲焊、摩擦焊等。3.钎焊钎焊采用比被焊件熔点低的金属材料作焊料,将焊件和焊料加热到高于焊料
2008-09-02 15:12:33
`铜软连接【详细说明】铜带软连接焊接工艺普通有两种,辨别是氩氟焊和高分子分散焊工艺。氩弧焊,是运用氩气作为维护气体的一种焊接技术,又称氩气体维护焊。就是在电弧焊的四周通上氩气维护气体,将空气隔离在焊
2020-04-18 11:23:36
各种焊接方法都可以用于焊接铝及铝合金,但是铝及铝合金对各种焊接方法的适应性不同,各种焊接方法有其各自的应用场合。气焊和焊条电弧焊方法,设备简单、操作方便。气焊可用于对焊接质量要求不高的铝薄板及铸件的补焊
2009-05-05 09:01:49
钢结构手工电弧焊焊接工艺标准:本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。2 施工准备2.1 材料及主要机具:2.1.1 电焊条:其型号
2009-05-24 14:11:51 45
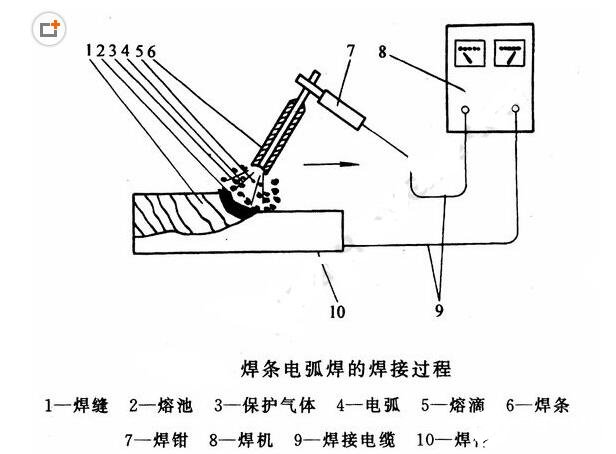
45 焊条电弧焊是用手工操纵焊条进行焊接的电弧焊方法。焊接时,焊条末端和工件之间燃烧电弧使焊条药皮、焊芯和工件熔化,焊芯形成细小金属颗粒过渡和工件表面熔化金属熔合形
2009-11-17 11:22:4827 将电弧同时作为热源与超声发射源的电弧超声技术应用于低温钢的焊接过程,选取16MnDR和09MnNiDR进行电弧超声焊接试验,通过对比分析焊缝区的金相组织和焊接接头的冲击韧性,结合
2009-12-26 15:03:1614 本文利用自行研制的步进式电弧螺柱焊枪,采用套圈作为焊接过程的保护方式,研究了套圈保护步进式电弧螺柱焊过程。对焊接过程的电流及电压波形进行采集,分析焊接过程的电
2009-12-26 15:12:5512 高锰钢与U71Mn钢轨钢的焊接性能差别较大,将其对接焊时除采用特殊工艺外,必须使用合适的焊接材料。文中介绍了二种新合金系焊条作为过渡层和对接材料,并进行了试验,结果表
2009-12-28 16:06:318 为了提高焊接效率和质量,本文针对可消耗的双电极气体保护金属极电弧焊系统,建立了一个双输入双输出的非线性模型, 并基于投影估计和极点配置法设计了离散自适应控制
2009-12-31 16:15:459 本文针对可消耗双电极熔化极气体保护电弧焊接(DE-GMAW)系统,建立了一个双输入双输出非线性模型,并基于此提出了一种鲁棒自适应控制器的设计方法,可用于系统存在未建模动态和
2010-01-18 15:17:3815 1.钢板尺寸δ105×φ2500,共4件;材料为0Cr18Ni9Ti;2.焊接方法为焊条电弧焊(打底焊)+自动埋弧焊,焊条电弧焊焊材为A132/φ4,自动埋弧焊焊材为H0Cr20Ni10Ti/φ4+SJ601
2010-01-26 15:45:5412 焊接工艺随着当今科学技术的发展而不断提高,在管道焊接中自保护药芯焊丝半自动焊的出现与发展就是对传统手工电弧焊的一次技术性革命。随着苏丹工程、涩宁兰工程、兰成渝
2010-01-26 15:56:067 对于普通结构钢,通常要求焊缝金属与母材等强度,应选用抗拉强度等于或稍高于母材的焊条
2010-02-01 16:08:4825 一、焊条型号
二、焊条种类
三、选用焊条的基本原则
四、异种钢焊接时焊条选用要点
2010-09-10 16:33:4845 电弧焊引弧电路 本装置最大输入小于100W,采用弱电流引弧技术,能迅速自
2006-04-16 23:17:42 9012
9012 
交流电弧焊机的内部结构图
2008-05-26 22:07:3118895 
教你如何让焊条节能的方法 (含电路图)1 焊条使用中的问题
焊条是生产中使用最多的焊接材料,通常,焊条熔
2009-03-30 14:00:111493 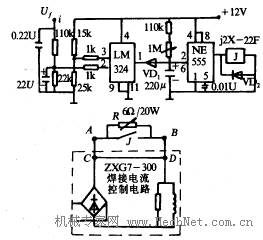
本文简介了纤维素焊条的药皮成分及其对电弧物理特性的影响, 分析了纤维素焊条熔滴过渡方式, 提出了纤维素对弧焊电源的静外特性要求及保证小电流焊接时电弧稳定的具体措施上方法
2011-05-23 16:45:150 GBT8118-95电弧焊机通用技术条件
2017-01-08 15:41:291 GBT8118-2010 电弧焊机通用技术条件
2017-01-08 15:41:295 电焊是焊条电弧的俗称。利用焊条通过电弧高温融化金属部件需要连接的地方而实现的一种焊接操作。
2017-12-13 15:46:26496569 电弧焊,利用电弧热量熔化工件来实现连接。电弧焊是常用的一类焊接方法,有两种基本类型,一种是熔化极电弧,电极被电弧热量所熔化,熔化的电极金属穿过电弧过渡到熔池中。另一种是非熔化极电弧,电极不熔化,填充金属需要单独添加到熔池中。
2019-05-01 09:28:005039 为获得良好的焊缝成形,焊条需要不断地运动。焊条的运动称为运条。运条是电焊工操作技术水平的具体表现。焊缝质量优劣、焊缝成形的良好与否,与运条有直接关系。
2019-07-02 15:29:5620796 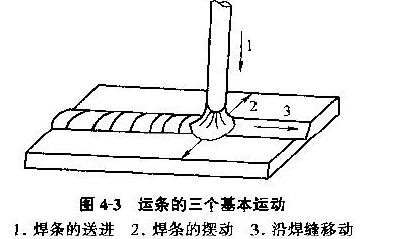
在手工电弧焊中,熄弧是不可避免的,熄弧不好时,形成很浅的熔池,焊缝金属的密度和强度较差,因此最易形成裂纹,气孔和夹渣等缺陷。
2019-07-02 15:52:024819 电弧堆焊是目前一种主要的堆焊方法。它利用焊条或电极熔敷在基材表面进行堆焊。采用的是量大面广的焊条电焊机,设备简单、移动灵活、成本低,几乎所有的实芯和药芯焊条均能用,应用广泛。
2019-07-02 16:15:0210535 焊接电源是指CO2气体保护焊的电源,采用平特性或缓降外特性,空载电压为38~70V。电弧自调节作用强,短路电流大,引弧容易,不粘丝。操作时会感到电弧平静、柔软、富有弹性、飞溅小。
2019-07-02 16:41:226707 焊条直径的选择主要取决于焊件厚度、接头形式、焊缝位置和焊接层次等因素。在一般情况下,可根据表6-4按焊件厚度选择焊条直径,并倾向于选择较大直径的焊条。另外,在平焊时,直径可大一些;立焊时,所用焊条
2019-07-02 16:51:1235239 对接立焊除了要控制熔化金属不下淌外,还要求焊缝保持平直。因此,常采用小直径焊条和较小的焊接电流,并采用短弧焊接法。
2019-07-02 17:14:514406 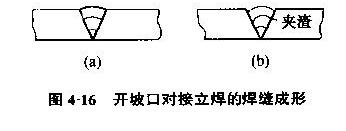
手工电弧焊属于焊接方法中熔化焊的一种,是将两个分离的金属,在接头处局部加热或加压,或者加热时同时又加压、熔化、冷却后凝固成一个牢固的整体。它是利用电弧热局部熔化焊件和焊条以形成焊缝的一种手工操作焊接方法。电焊机是手工电弧焊的主要设备,是产生焊接电弧的电源,常用的电焊机有交流弧焊机和直流弧焊机两类。
2019-07-04 14:33:4211457 焊条选用不当。电流太低。焊接速度太快温度上升不够,又进行速度太慢电弧冲力被焊渣所阻挡,不能给予母材。焊缝设计及组合不正确。
2019-07-04 14:39:407203 使焊条与焊件表面垂直地接触,当焊条的末端与焊件的表面轻轻一碰,便迅速提起焊条并保持一定的距离,立即引燃了电弧。操作时焊工必须掌握好手腕上下动作的时间和距离。
2019-07-04 14:42:1914061 基层的焊接推荐采用手工电弧焊、埋弧焊、及二氧化碳气体保护焊。复层和过度层的焊接,采用钨极氩弧焊和手工电弧焊,也可采用能确保焊接质量的其他焊接方法。
2019-08-05 11:49:2637121 
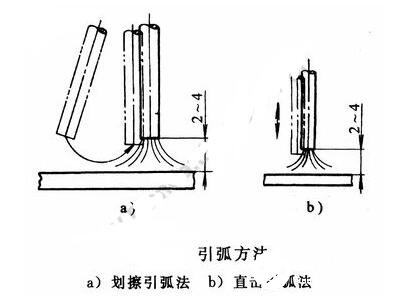
引弧是焊条电弧焊的基本操作之一,尤其在定位焊中,使用引弧更为频繁。
2019-11-18 10:55:3925957 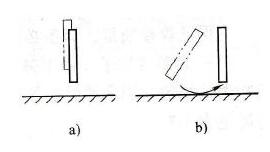
焊条直径是指焊芯直径。一般焊条直径要根据焊件厚度进行选择。焊件越厚直径越大。
2019-11-20 11:26:546984 液态金属因自重下坠滴落,不易控制熔池形状和大小,会造成未焊透和凹陷,宜采用较小直径的焊条和小焊接电流并采用最短的电弧焊接。
2019-11-20 15:12:138271 
碱性焊条 焊接的焊缝机械性能良好,特别是冲击韧性比较高,主 要用于重要结构的焊接。氟化物粉尘有害,应加强现场的通 风排气,以改善劳动条件。典型的碱性焊条有J507。
2019-12-05 11:37:5812091 电弧焊接温度可达3600-6000℃,在焊接时、电弧焊接温度可达3600-6000℃有大量火花高温焊渣飞溅;焊件经过焊接,温度也很高。
2019-12-08 11:20:405090 成本低焊条电弧焊使用具有下降外特性的弧焊电源及一些简单工具,设备结构简单,便于现场维护、保养和维修;设备轻,便于移动;设备使用、安装方便,操作简单;投资少,成本低。
2019-12-27 11:03:3111763 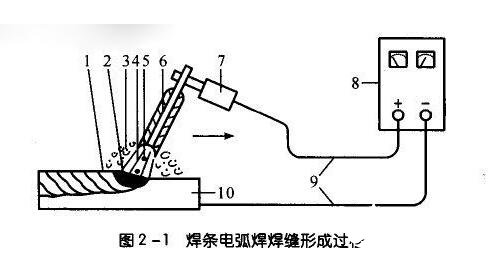
焊件坡口及其待焊区域的铁锈、油污或其它污物若清理不干净,在焊接时会产生大量的气体,而使焊缝产生气孔。所以焊接时必须严格清理焊件坡口及其待焊区域的金属表面。
2019-12-27 11:25:466320 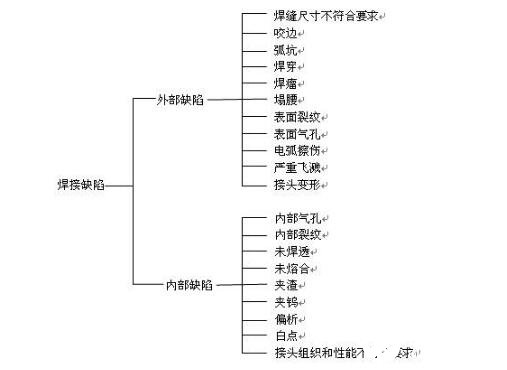
焊接电弧的稳定性是指电弧保持稳定燃烧(不产生断弧、飘移和磁偏吹等)的程度,即在电弧燃烧过程中,电弧能维持一定的长度、不偏吹、不摇摆、不熄灭,电弧电压和焊接电流保持一定。
2019-12-27 14:24:4311125 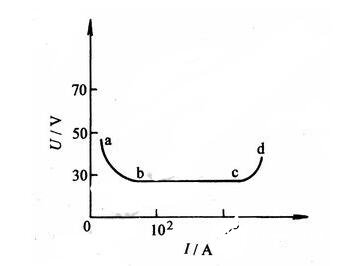
焊接电弧是两个电极间的放电现象称为电弧,它是一种空 气导电的现象。
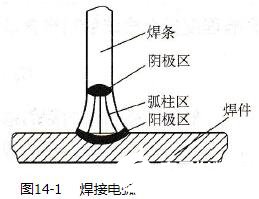
2019-12-27 14:27:4823982 手工电弧焊,电弧温度在6000~8000℃左右,熔滴平均温度达到2000℃,溶池平均温度达到1750℃。
2019-12-27 14:32:1358348 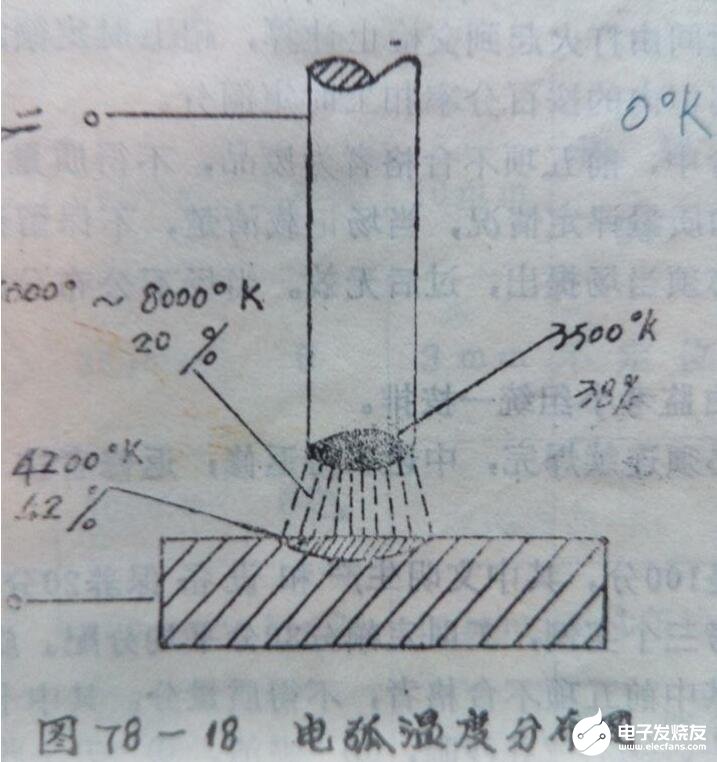
直流电弧焊或电弧切割时,电源输出端有固定的正极和负极。焊件接电源正极、电极接电源负极的接线法,叫正接;焊件接电源负极、电极接电源正极的接线法,称为反接。
2019-12-27 14:37:177509 引弧即产生电弧。焊条电弧焊是采用低电压、大电流放电产生电弧,依靠电焊条瞬时接触工件实现。引弧时必须将焊条末端与焊件表面接触形成短路,然后迅速将焊条向上提起2~4mm的距离,此时电弧即引燃。
2019-12-28 06:28:0022031 电焊机对焊接所需热量供以电能,是焊接适宜电气特性的电源装置,如弧焊电源、电渣焊变压器等称为焊接电源。焊接电源针对不同的焊接方法要具有一定的外特性。如焊条电弧焊、钨极氩弧焊和碳弧气刨电源的外特性是下降
2020-03-15 15:33:008388 在电弧长度一定时,电弧燃烧电压与焊接电流之间的关系称为电弧静特性。表示它们关系的曲线称为电弧静特性曲线。焊接电弧是焊接回路中的负载,它起着把电能转变为热能的作用,在这一点上,它与普通电阻有相似之处,但是,它与普通电阻相比又有明显的特点。
2020-03-15 15:35:009026 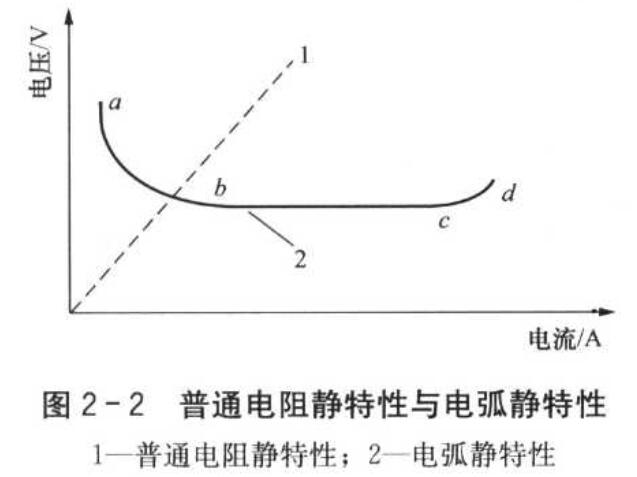
从细分产品来看,中国主要出口电阻焊接机器人、电弧焊接机器人、激光焊接机器人三大类,2016-2019年出口数量为1183、728、2146台,其中激光焊接机器人的出口单价明显高于电弧焊接机器人。
2020-05-15 16:15:041031 本文主要阐述了氩弧焊焊接手法与技巧。
2020-08-26 13:57:2025811 本文主要阐述了电弧焊的种类及电弧焊和氩弧焊的区别。
2020-08-27 10:45:2027115 电弧焊的原理是利用电弧放电(俗称电弧燃烧)所产生的热量将焊条与工件互相熔化并在冷凝后形成焊缝,从而获得牢固接头的焊接过程。
2020-08-27 11:03:2010426 焊条的选用须在确保焊接结构安全、可行使用的前提下,根据被焊材料的化学成分、力学性能、板厚及接头形式、焊接结构特点、受力状态、结构使用条件对焊缝性能的要求、焊接施工条件和技术经济效益等综合考查后,有针对性地选用焊条,必要时还需进行焊接性试验。
2021-01-14 16:03:118777 1、电弧焊补电弧焊补是应用汽体充放电发病的电孤实际效果热原,(重力浇铸机)使焊条金属材料和铸造件缺陷部位的板材原材料溶化并联系在一起的铸造件焊补方式。该法高性价比,焊条可根据铸造件原料和焊接标准挑选
2021-02-20 10:55:471064 其次,金属极气体保护焊。金属气体保护焊是一种自动气体保护电弧焊。在使用此种方法的过程中,电弧在保护气体约束下,在焊丝和不锈钢工件之间进行燃烧焊接。机械焊接设备送入的焊丝就是一根根焊条,通过电弧下融化
2021-04-08 10:51:557700 电子发烧友网为你提供机械制造工艺介绍--焊条电弧焊资料下载的电子资料下载,更有其他相关的电路图、源代码、课件教程、中文资料、英文资料、参考设计、用户指南、解决方案等资料,希望可以帮助到广大的电子工程师们。
2021-04-29 08:48:3711 电弧焊是通过电弧对焊接工件的局部加热,使连接处的金属融化,再加入填充金属而结合的方法。电焊机为电弧提供电源,分为交流电焊机和直流电焊机两类。应用比较普遍的是交流电焊机。
2021-05-15 17:26:3914528 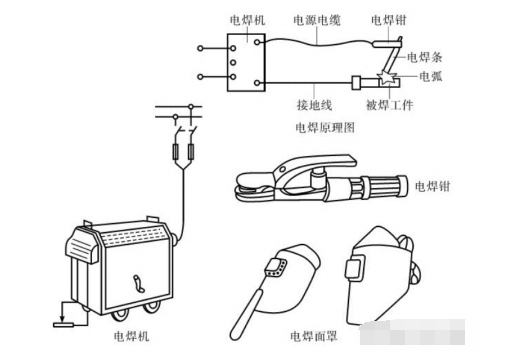
基于ARM微控制器的CO-2电弧焊全数字化逆变电源设计讲解(长城电源技术有限公司上市)-该文档为基于ARM微控制器的CO-2电弧焊全数字化逆变电源设计讲解总结文档,是一份不错的参考资料,感兴趣的可以下载看看,,,,,,,,,,,,,,,,,
2021-09-22 15:38:475 基于ARM微控制器的CO-2电弧焊全数字化逆变电源设计(电源技术偏执狂多少钱)-该文档为基于ARM微控制器的CO-2电弧焊全数字化逆变电源设计总结文档,是一份不错的参考资料,感兴趣的可以下载看看,,,,,,,,,,,,,,,,,
2021-09-22 15:45:1912 焊缝坡口加工的平直度较差,坡口的角度不当或装配间隙大小不均等而引起的。 焊接中电流过大,使焊条熔化过快,控制焊缝成形困难,电流过小,在焊接引弧时会使焊条产生“粘合现象”,造成焊不透或焊瘤。 焊工操作熟练程不够,运条方法不当,如过快或过慢,以及焊条角度不正确。 埋弧自动焊过程,焊接工艺参数选择不当。
2022-07-14 15:57:384042 药芯焊丝电弧焊是利用药芯焊丝与工件之间的电弧进行加热的一种焊接方法,英文名称的简写为FCAW。在电弧热量的作用下,焊丝金属及工件被连接部位发生熔化,形成熔池,电弧前移后熔池尾部结晶形成焊缝。
2022-12-22 11:10:153092 一篇文章帮你搞懂焊接技术,根据焊接过程中加热程度和工艺特点的不同,焊接方法可以分为熔焊、压焊和钎焊三大类;焊接技术有手弧焊、埋弧焊、钨极气体保护电弧焊GIF、熔化极气体保护电弧焊(GMAG)等。
2023-02-08 11:04:061391 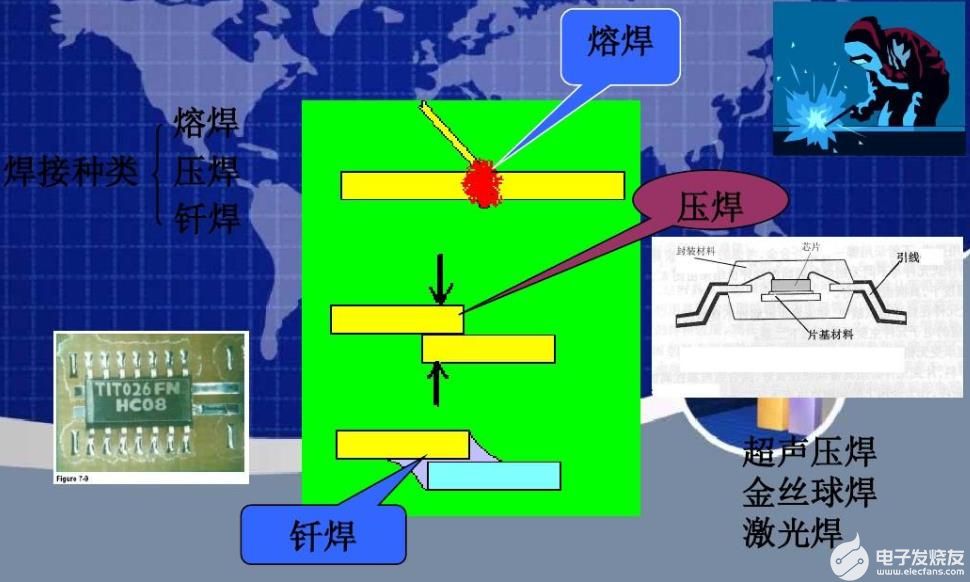
弧焊机器人系统是由机器人本体、自动送丝装置、焊接电源、焊枪、变位机和工装夹具等组成的;主要有气体保护电弧焊、钨极氩弧焊和等离子电弧焊三种焊接方法。
2023-03-16 09:50:011962 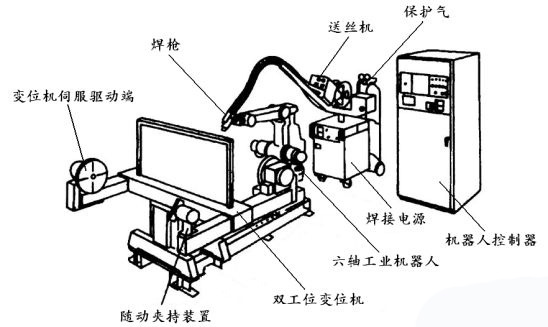
无锡金红鹰总结:弧焊机器人的焊接方法主要有气体保护电弧焊、钨极氩弧焊和等离子电弧焊三种,气体保护电弧焊是使用氩气、二氧化碳等气体作为焊接区域保护气体的焊接方法;钨极氩弧焊是用钨棒作为电极加上氩气进行保护的焊接方法;等离子电弧焊是利用等离子弧高能量密度束流作为焊接热源的熔焊方法。
2023-03-22 10:01:463011 
焊条电弧焊的基本原理:焊条电弧焊通常用英文简称SMAW表示。�焊条电弧焊是用手工操纵焊条进行焊接的电弧焊方法。 �焊条电弧焊的过程如图所示:�气——渣联合保护的熔化焊。
2023-06-02 16:53:260 本讲内容
一、电弧焊工艺常识
二、焊条电弧焊
三、特种焊接工艺方法
四、金属材料的焊接性
五、焊接结构设计
六、连接技术
2023-06-02 16:52:380 稳定电弧,并作用在材料表面,实现对材料加热完成焊接的过程。激光电弧复合焊兼具激光焊和电弧焊双重优势,又弥补了各自的不足,尤其适用于中厚板材的焊接。根据新思界产业研
2023-05-16 10:07:44666 
焊接。电焊机主要由电源、控制器和焊接头组成,其中电源提供高电压、大电流的电能,控制器负责控制电源的通断和调节焊接参数,焊接头则将电能转化为热能,实现金属的熔化和焊接。 电焊机按工作原理可分为电弧焊机、氟弧
2023-09-06 09:12:39464 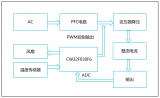
全自动焊接技术是现代制造业中不可或缺的一部分,它通过自动化设备和先进的控制系统,实现高效、精确和稳定的焊接过程。在各种行业中,从汽车制造到航空航天,从电子制造到建筑业,全自动焊接技术都发
2023-10-09 14:02:49485 1、焊条电弧焊焊条电弧焊是焊工掌握的最基本的技能之一,如果技能掌握不到位,焊接的焊缝会存在各种各样的缺陷。2、埋弧焊埋弧焊是利用电弧作为热源的焊接方法。由于埋弧焊熔深大,生产率焊接质量好:因为
2023-10-14 08:07:55819 按焊丝分类可分为实芯焊丝焊接和药芯焊丝焊接。用实芯焊丝的惰性气体(Ar或He)保护电弧焊法称为熔化极惰性气体保护焊,简称MIG焊(Metal Inert Gas Arc Welding);用实芯焊丝的富氩混合气体保护电弧焊,简称MAG焊(Metal Active Gas Arc Welding)。
2023-11-21 14:56:30490 
随着科技的不断进步,焊接方式不断得到丰富与发展,目前应用范围较广的焊接方式包括:焊条电弧焊、埋弧自动焊和惰性气体保护焊等。尽管焊接方式不尽相同,但其原理都是焊接热源移动加载,焊接母材与焊接材料融化
2023-12-14 15:55:08128 
用于电弧焊和切割等工业应用中。下面是低压电弧的一些主要特点: 稳定性:低压电弧相对稳定,可以在较长的时间内保持持续工作状态。这使得它非常适合需要连续工作的应用,如焊接。 温度控制:低压电弧通常温度较低,可以通过控制电流来实现
2024-02-27 11:03:01233 焊接电弧的温度是指在焊接过程中产生的电弧的温度。这种电弧是通过电流通过两个电极(焊丝和焊件)之间的间隙产生的放电现象。焊接电弧的温度非常高,可以达到数千摄氏度甚至更高,在焊接过程中发挥着关键作用
2024-02-27 11:07:11272 根据焊接工艺的不同,电弧焊可以分为多种不同的类型。 电弧焊是一种将两个或更多金属材料连接在一起的常见焊接方法。通过使用电弧产生高温,将金属材料熔化并形成焊接接头。根据焊接工艺的不同,电弧焊可以进一步
2024-02-27 11:09:09357 焊接电弧根据提供的电源特点不同可分为以下几类: 直流电弧焊(DC):直流电弧焊是使用直流电源进行焊接的一种方法。直流电弧焊可以细分为直流电弧熔化焊(Direct Current Arc
2024-02-27 11:16:46143 系统是焊接电弧的关键组成部分之一,其作用是提供焊接过程所需的电能。电源系统由直流电源、交流电源和恒流源组成。直流电源根据不同的极性(正极性/负极性)产生相应类型的电弧。正极性时,电子流从工件中流向焊枪,而负
2024-02-27 11:21:27221 焊接电弧是指通过电流的作用产生的电弧来进行金属材料的焊接工艺。焊接电弧是利用电能将两个工件加热到熔化温度并通过熔融状态的金属填充物或金属本身的液态连接的过程。通过控制电弧的形成、维持和控制,可以实现
2024-02-27 11:23:05239 焊接电弧是通过电流引起的高温电弧进行焊接的一种技术。它是现代焊接工艺中最常用的方法之一,可以用于许多不同类型的金属焊接,例如钢铁、铝、镍合金等。焊接电弧的产生和作用涉及到电流、电弧温度、可熔焊条
2024-02-27 11:24:57276 。在直流电焊接中,如果焊接电极是正电极,则称为直流正极焊(DCEN);如果焊接电极是负电极,则称为直流反极焊(DCEP)。在交流电焊接中,电极的正负电极会不断交替改变。电流的大小取决于具体的焊接要求,通常在焊接过程中,会根据焊
2024-02-27 11:33:46235
 电子发烧友App
电子发烧友App















 工商网监
工商网监
评论