随着智能仪器仪表与测试理论的不断创新,工程应力应变测试方法与应用也不断的发展,基于对产品性能优化与特性研究的深入,应力应变测试技术得到更广泛的探索与应用,尤其是在汽车、电力电子、航空航天、船舶
2017-06-08 09:03:25
和反馈系统可以大大提高焊接质量和效率。
焊接后的热处理:
一些焊接工件可能需要焊后的热处理,以消除残余应力和减小变形。这包括正火、回火和退火等热处理方法。通过精确控制热处理参数,可以降低焊接变形
2023-11-29 08:40:21
部分上,并在那里产生裂纹。考虑到在低温下在焊接部分的外部区域中出现的裂纹延伸到随着热循环重复焊接部分。 在提供最佳条件的石英贔体振荡器器件上形成的端子的配置通过模拟。为了验证允许应力溢岀的方法
2021-03-15 12:02:01
焊接作为一个牵涉到电弧物理、传热、冶金和力学等各学科的复杂过程,其涉及到的传热过程、金属的融化和凝固、冷却时的相变、焊接应力和变形等是企业制造部门和设计人员关心的重点问题,采用传统的经验方式对于厚
2019-08-06 08:49:55
问题。在以往的DFM实践中,DFM软件可以有效分析如下设计导致的应力问题:· 器件/焊点和螺钉孔/加工孔的距离· 器件/焊点和分板连接点的距离(V形槽、邮票孔、连接桥)· 大尺寸BGA布局在PCB对角线
2020-09-16 11:50:29
PCB应力应变测试操作方法
2023-06-12 22:22:10
。无论是震动,扭矩转力,热循环,材料膨胀,或环境中的其他应力,其不可避免的结果是由累积损伤造成的机械故障。在焊接连接中,损伤表现为器件与PCB连接处的裂缝。 现行的预测焊接连接失效的方法是统计退化模型。但是
2011-12-06 12:02:15
控制系统的设计、焊后焊缝信息提取、机器识别、单片机之间的通信等关键技术进行分析,并结合超声波应力消除技术,实现工业生产中全自动提取并处理焊后焊缝的功能。
2015-08-10 22:27:36
,采用激光焊接能够焊接其它焊接方法不易达到的区域,焊接具有复杂外形、甚至是三维几何形状的制品。 与其他熔接方法比较,激光焊接大幅减少制品的振动应力和热应力。这意味着制品或者装置内部组件的老化速度更慢
2018-09-06 09:45:34
和缺陷?? 安装应力?? 焊接应力?? 温度?? 电极几何形状和类型?? 片子的几何形状(外形、尺寸比)?? 激励电平?? 外壳中的气体(压力、气体种类)?? 干扰模?? 离子辐射
2008-11-24 14:42:50
Strain application: 应力应用 飞机机身内的应力测量 航空工业内的应力测量 涡轮发动机(推力轴承)上的应力测试 汽车底盘/大梁的转矩测量。 焊接自动装置的负荷
2018-10-30 16:13:45
占用空间小。缺点:操作速度慢,可能会导致短路,需返工。 4、波峰焊波峰焊是目前最常用最有效的方法,波峰焊系统有一个足够大的焊锡罐,可以处理你预期最大的电路板宽度。波峰焊适用于中等批量或者大批量焊接
2016-07-14 09:17:36
` 激光焊接是利用高能量密度的激光束作为热源的一种焊接方法,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,使工件熔化,形成特定的熔池。激光束通过上层透光材料,然后被下层材料吸收,激光能量被
2018-08-30 10:33:53
请教各位,我现在需要测量墙体的振动,墙体各部位的应力大小和振动大小是否有线性关系?比如应力越大的地方,振幅越小之类的
2015-05-06 15:01:40
随着我国经济的腾飞,公路、大跨度桥梁、大坝等大型岩土建筑数量越来越多。而地质因素、施工质量、建筑老化等问题使岩土建筑的健康状况的监控变得日益迫切,当今主流的检测应力方法多为人工定时持应力监测设备进行实地测量,这就难免导致数据监测的不及时,并产生人为误差。
2019-11-06 07:31:58
Molex公司开发了新的表面焊接技术(SMT)连接方法,与传统的SMT焊接方法相比具有更高的的疲劳强度,并降低应用成本。Solder Charge技术已经迅速被主要的OEM和合同制造商(CMs
2018-08-30 16:22:23
`1.焊接应力与变形由于焊接过程是局部加热,不可避免地产生内应力和变形。若加热时产生较大拉伸应力,会导致焊接裂纹或开裂。焊后的残余应力对结构的强度、刚度、稳定性以及尺寸精度都有较大的影响。2.焊接
2018-09-04 10:03:16
详细的阐述和分析。下面进行详细的阐述以及分析。作为材料形成永久性制作的主要方法,焊接技术在很多行业中都有着非常广泛的应用。焊接技术在我国航天行业中的应用更是广泛,同时要求也非常高。我国现行的焊接技术
2018-03-15 11:18:40
的引脚设计在所有工业应用中是必要的。 应力消除措施 即使信号与电源引脚的设计足以增加焊接过程的完整性,别停止您对该连接器的评价。毕竟,您不希望所有的接插力都完全依赖着信号引脚在pcb板上的附着力
2018-09-17 17:46:58
的情况, 这个问题也是可以解决的,它就是Ridgetop-Group SJ-BIST. 有哪些因素可造成焊接连接失效呢? 常见失效原因: 1)应力相关的失效--针对工作中的器件 对工作中的器件,造成焊接
2012-10-11 15:10:32
所用铝材在容器接触的介质条件下确有明显的应力腐蚀敏感性,需要通过焊后热处理以消除较高的焊接应力,来使容器上的应力降低到产生应力腐蚀开裂的临界应力以下,这时应由容器设计文件提出特别要求,才进行焊后消除
2009-05-05 09:01:49
进行电气连接。图4. CVMP的背面(灰色阴影部分为测试点,请勿对这些测试点进行电气连接)。 提高焊点可靠性 焊接工艺的有效性通过焊点可靠性来评估。焊点可靠性衡量焊点在一定时间内、在指定
2018-09-12 15:03:30
功率半导体器件应用手册——弯脚及焊接应注意的问题本文将向您介绍大家最关心的有关TSE功率半导体器件封装的两个问题:一、 怎样弯脚才能不影响器件的可靠性?二
2008-09-08 09:39:22 22
22 第五章 预应力混凝土工程 考试由于预应力混凝土结构在房屋建筑中应用较少,要求学生了解预应力混凝土的优越性,熟悉预应力张拉方法中的先张法、后张法和无黏结
2009-03-16 10:38:1113 由于工件经过振动时效处理以后其残余应力降低,所以测定工件振动时效前后残余应力的变 化量也是判断振动时效效果的方法之一。
2009-12-21 10:34:4510 为了消除超大不锈钢焊接底板的残余应力,研究了采用振动时效(VSR)的方法消除焊接残余应力。应用JB / T5926 - 91标准对振动时效工艺进行了定性的评价。通过对焊后和振动时效后底板
2010-01-26 14:58:125 残余应力是材料及其制品内部存在的一种内应力。在焊接过程中产生的残余应力对焊接结构的脆性断裂、疲劳断裂、失稳破坏及应力腐蚀破坏均有很大的影响,因此测定结构件焊缝
2010-01-26 15:31:3914 采用有限元法对相同温度场的焊缝与母材强度和线膨胀系数匹配影响焊接残余应力的规律进行了数值模拟。计算结果表明:等强等胀匹配的焊缝区纵向残余拉应力水平高达母材的屈
2010-01-26 15:48:5810 磁记忆检测技术在锅炉压力容器焊接残余应力测量中的应用分析
针对目前焊接残余应力常用的几种无损测量方法进行了简单介绍和比较。提出了一种新的无
2010-03-20 13:54:0915 应力仪的选择。测试原理玻璃制品应力检查仪是应用偏振光干涉原理检查玻璃内应力或晶体双折射效应的仪器。由于仪器备有灵敏色片,并应用1/4波片补偿方法,因此本仪器不仅可以
2023-12-12 15:24:46
焊接接头系数是指对接焊接接头强度与母材强度之比值。用以反映由于焊接材料、焊接缺陷和焊接残余应力等因素使焊接接头强度被削弱的程度,是焊接接头力学性能的综合反映。
2011-11-30 14:09:50 3633
3633 
焊接是通过加热、加压,或两者并用,使同性或异性两工件产生原子间结合的加工工艺和联接方式。焊接应用广泛,既可用于金属,也可用于非金属。
2011-12-06 10:31:420 焊接作为现代制造业必不可少的工艺,在材料加工领域一直占有重要地位。焊接是一个涉及到电弧物理、传热、冶金和力学等各学科的复杂过程,其涉及到的传热过程、金属的融化和凝固、冷却时的相变、焊接应力和变形等是企业制造部门和设计人员关心的重点问题。
2018-05-24 16:15:0022455 
激光焊接应用于塑料部件熔接的优点包括:焊接精密、牢固和密封不透气和不漏水,焊接过程中树脂降解少、产生的碎屑少,制品的表面能够在焊缝周围严密地连接在一起。激光焊接没有残渣的优点,使它更适用于国家食品药品监督管理局管制的医药制品及电子传感器等。
2018-10-19 08:08:0026772 局部应力:局部应力包含了由几何缺口产生的峰值应力。在可以定义参考截面的情况下,可以通过采用名义应力乘以应力集中因子的方法计算局部应力。然而,局部应力法通常采用能反映构件真实几何形状的实体模型利用有限元方法计算得到。局部应力法适用于所有构件。局部应力说明如下,参见FKM规范Figure0.3-3:
2019-03-12 11:37:255884 
焊接接头的不完整性称为焊接缺欠,主要有焊接裂纹、未焊透、夹渣、气孔和焊缝外观缺欠等。这些缺欠会减少焊缝截面积,降低承载能力,产生应力集中,引起裂纹;降低疲劳强度,易引起焊件破裂导致脆断。其中危害最大的是焊接裂纹和气孔。
2019-05-14 16:48:2423143 互连应力测试又称直流电感应热循环测试,IST是对PCB成品板进行热应力试验的快速方法,用于评估PCB板互连结构的完整性,为了适应无铅焊接的要求,其温度可以设定到260℃。IST测试是一种客观、综合的测试,其测试速度快,它可反映PCB板在组装、返工和*终使用环境条件下的可靠性。
2019-05-30 15:49:055404 通常是焊缝金属中硫含量过高,焊接应力过大,火焰能率小,焊缝熔合不良等。
2019-07-05 17:22:522918 焊接裂纹是焊接件中最常见的一种严重缺陷。在焊接应力及其他致脆因素共同作用下,焊接接头中局部地区的金属原子结合力遭到破坏而形成的新界面所产生的缝隙。
2019-10-25 10:14:069851 在焊接过程中对焊件进行了局部的、不均匀的加热是产生焊接应力及变形的原因。焊接时焊缝和焊缝附近受热区的金属发生膨胀,由于四周较冷的金属阻止这种膨胀,在焊接区域内就发生压缩应力和塑性收缩变形,产生了不同程度的横向和纵向收缩。由于这两个方向的收缩,造成了焊接结构的各种变形。
2019-11-15 15:03:4119085 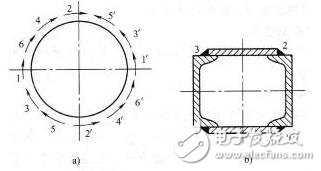
薄板焊接变形的质量控制在于钢板切割、装夹、点固焊、施焊、焊后处理;其中还要考虑所采用的焊接方法、有效的控制变形等措施。
2019-12-27 10:08:338013 面积较大,接缝较多,注意焊接顺序,原则从中间焊缝向外焊接,让变形向外扩展。不要产生过大的拘束应力。
2019-12-27 10:59:144489 焊接过程中焊件受到的不均匀局部加热和冷却是导致焊接应力和变形产生的根本原因。
2020-02-04 15:15:5610734 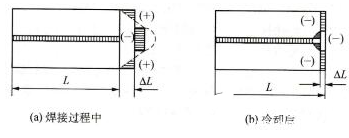
在焊接时,不同的焊接热循环的作用引起局部金属的金相组织发生转变,随着金相组织发生变化而出现体积变化,当这种体积变化受到阻碍便产生了应力。
2020-02-04 15:25:3215038 
选择合理的焊接顺序和方向确定焊接顺序应尽量使焊缝能比较自由地收缩,先焊收缩量较大的焊缝,从而使焊接残余应力减小。
2020-02-04 15:33:0911653 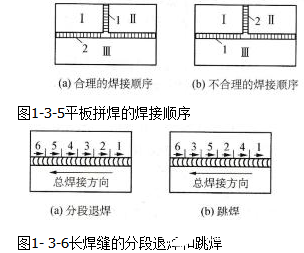
将焊件整体放入加热炉中,加热至-一定温度,碳钢加热到600--650“C,奥氏体不锈钢加热到850”C以上,保温一-定时间(一般每毫米厚5分钟,不少于--小时),然后在空气中缓慢冷却。此法可消除焊接应力的80--90%。
2020-02-04 15:39:0417260 焊接残余应力是指焊接件在焊接热过程中因变形受到约束而产生的残留在焊接结构中的内应力。
2020-02-04 15:51:157421 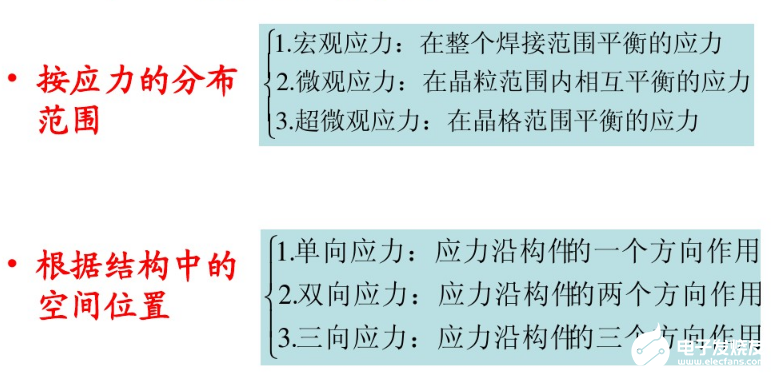
对结构刚度的影响当外载产生的应力与结构中某区域的残余应力叠加之和达到屈服点时,这一区域的材料就会产生局部塑性变形,丧失了进一步承受外载的能力,造成结构的有效截面积减小,结构的刚度也随之降低。
2020-02-04 16:14:314611 焊接残余应力是构件还未承受荷载而早已存在构件截面上的初应力,在构件服役过程中,和其他所受荷载引起的工作应力相互叠加,使其产生二次变形和残余应力的重新分布。
2020-02-04 16:21:114468 热处理法是利用材料在高温下屈服点下降和蠕变现象来达到松驰焊接残余应力的目的,同时热处理还可以改善接头的性能。
2020-02-04 16:39:1310550 再热裂纹是指一些含有钒、铬、钼、硼等合金元素的低合金高强度钢、耐热钢的焊接接头,在加热过程中(如消除应力退火、多层多道焊及高温工作等),发生在热影响区的粗晶区,沿原奥氏体晶界开裂的裂纹,也有称其为消除应力退火裂纹(SR裂纹)。
2020-02-05 07:36:112899 焊前把铸件预热到600~700℃,焊接过程保持在400℃以上,焊后缓慢冷却至室温。采用热焊法可有效减小焊接接头的温差,从而减小应力,同时还可以改善铸件的塑性,防止出现白口组织和裂纹。
2020-02-05 09:15:2215297 通常情况下,焊接机器人产生焊接变形的基本形式有:收缩变形、角变形、弯曲变形、波浪变形和扭曲变形等等。在焊接机器人从事焊接生产过程中,对焊件进行不均匀加热和冷却是产生焊接应力和变形的根本原因。
2020-10-12 14:14:292740 Coherent相干公司(纳斯达克:COHR)与II‐VI 高意集团(纳斯达克:IIVI)近日正式宣布已签订供货协议,将携手共进,为汽车行业的焊接应用提供更高效的工艺开发和更精简的生产服务
2020-12-18 14:21:562161 激光焊接技术能够满足纽扣电池的加工技术多样性,例如异种材料(不锈钢、铝合金、镍等)焊接、不规则的焊接轨迹、优秀的焊接外观,牢固的焊缝、更细致的焊接点以及更精准的定位焊接区域等。不仅如此,激光焊接还能使产品的一致性高并且降低对电池的伤害性,避免原料的浪费。
2020-12-25 20:05:31912 为了保障驾驶安全,在汽车的制造中,汽车的很多零部件都需要通过焊接的方式来保证车体的牢固,因此,汽车制造对于焊接设备的选择是十分重要的,而相较于传统焊接设备,金属激光焊接机拥有着众多加工优势,于是得到了大量的汽车零部件焊接应用。
2021-04-12 10:17:15990 焊接机器人是用于焊接作业的自动化机械设备,在工程机械制造、汽车制造、五金建材、煤矿、冶金等领域中应用广泛,可焊材质包括不锈钢、铝合金、镁及镁合金、碳钢、铁、锡等,可根据客户需求定制合适的焊接方案,焊接机器人对于铝合金的焊接应用较广,带您了解。
2021-07-13 16:59:541488 为了保障驾驶安全,在汽车的制造中,汽车的很多零部件都需要通过焊接的方式来保证车体的牢固,因此,汽车制造对于焊接设备的选择是十分重要的,而相较于传统焊接设备,焊接机拥有着众多加工优势,于是得到了大量的汽车零部件焊接应用。
2021-07-22 10:36:16915 QA Harwin Datamate应力消除夹/钉 一些Harwin Datamate连接器(如M80-8661022)会随附一套类似长订书钉或夹子的东西。大家对于这些夹子的用途可能并不太了解。那么
2021-10-19 11:22:033484 如何检验焊接机器人焊接质量?焊接机器人是用于焊接作业的自动化机械设备,在焊接应用中,能够提升焊接效率,明确产品的生产周期,在提高焊接速度的情况下稳定焊接质量,我们都说焊接机器人的焊接质量好,判定
2021-12-09 17:06:201694 本应用笔记主要从三个方面探讨“如何在反激式转换器启动过程中有效消除 MOSFET 的过应力”:第一,具有立锜专有嵌入式软启动功能的反激式控制器设计;其次,系统反馈稳定性与开关MOSFET应力的关系
2022-04-20 16:59:123958 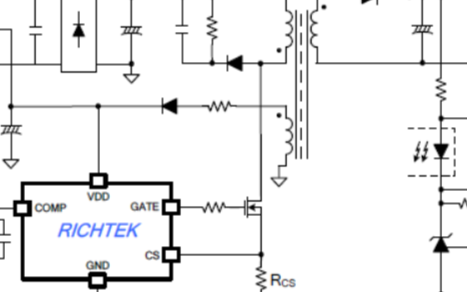
表面热处理强化包括表面感应淬火、渗碳、渗氮和复合处理等,可得到软(高韧性)的心部、硬的表层,在表层还存在残余压应力,由此降低应力集中的影响。
2022-04-21 10:09:571540 焊接件焊接应力如何消除?消除焊接应力的方法消除焊接应力的方法主要有:热处理法、机械法、振动法和自然时效。焊后热处理(退火)是消除残余应力的有效方法,也是广泛采用的方法。它可分为整体热处理和局部热处理。最简单的办法是时效处理。
2022-07-14 11:59:231 预热是焊接珠光体耐热钢焊接冷裂纹和消除应力的重要工艺措施,为了确保焊接质量,不论是点固焊或焊接过程中,都应预热并保持一定的温度范围。
2022-07-26 15:05:521004 在焊接行业中,激光跟踪焊接机器人是近几年比较流行的焊接方法,激光跟踪焊接机器人在实际焊接应用中可以提升焊接效率,稳定焊接质量,在焊接中能够提升用户的生产效益,正确的操作流程可以稳定焊接质量,小编带您了解激光跟踪焊接机器人的操作流程。
2022-08-15 17:05:421492 
不同金属材料焊接是解决构件同时满足多方面性能要求的有效途径。不同材料激光焊接机制复杂。比如,焊接材料热物性随温度变化差异;不同金属对于激光的吸收率差异及其随温度变化特性;熔池形成及演化机制;凝固过程
2022-09-02 10:20:291439 焊接热应力导致的焊点开裂,一般具有非常鲜明的分布特征和断裂特征断点均匀分布在四角或斜对角且从 IMC层断开,而机械应力导致的开裂焊点则一般为非对称分布。
2022-09-02 10:33:591732 自20世纪60年代起,激光激光技术完成了飞跃式发展,激光锡球焊接机应用已普遍,涉及各个工业领域,形成了十几种应用工艺,因其可实现局部加热,元件不易产生热效应,重复操作稳定性佳,加工灵活性好,易实现
2022-10-19 09:41:11902 
。测试工序包括:分板应力、插件应力、贴片应力、焊锡应力、点胶应力、组装应力、ICT应力、FCT应力、跌落应力、震荡应力、堆叠应力等。 测试方法: 一、应变测试对象选择 1、BGA类器件 要求选取27*27mm以上的BGA,包含但不限于FCBGA、CBGA。如果板上没有大于27*27mm的BGA,
2022-11-06 15:22:133578 
深圳市品控科技开发有限公司,是一家专业研发制造应力测试仪器的厂家。公司主要生产应力测试仪器、应变片。为3C产业、汽车电子、半导体行业提供PCB应变测试解决方案。主营产品:TSK应力测试仪(TSK-8
2022-11-16 15:28:061297 
过程中材料的不均匀受热、板厚方向的热梯度、材料的局部非协调塑性应变以及焊接残余应力的作用是产生各种焊接变形的根本原因。预防焊接变形的方法有以下几种。
2022-11-25 11:22:264141 这些文章介绍了焊接接头疲劳行为相对于传统材料疲劳行为的特殊性,利用名义应力和结构应力方法评估焊接接头疲劳寿命的共性与区别,并且通过具体实例介绍了利用二维有限元模型计算结构应力的具体方法及预测寿命与实验寿命的对比。
2022-12-08 09:29:441594 如今,在越来越多的工业应用中,激光器已被视为一种用于直接将塑料/复合材料与金属进行焊接的替代解决方案,这种非接触式的加工手段提供了最高的工艺灵活性。近年来随着自动化进程的推进,传统的手工焊锡工艺被机器所取代,其中就包括手机内部的精密电子零部件、天线等,用锡膏激光焊接机进行焊接。
2022-12-08 11:31:27374 消防灭火器具是一类平常通常被别人忽略,需要时大展身手的消防安全必需的东西。传统式的焊接方法焊接消防灭火器气瓶焊接大,非常容易对焊接商品附近导致形变,且焊后有焊接内应力存有,会造成出气孔、焊瘤,不宜
2023-02-07 15:53:46465 
激光焊接在电子工业,特别是微电子精密零件中得到了广泛的应用。 激光焊接由于热影响小、加热集中快、热应力低,在集成电路和半导体器件外壳的封装中显示出独特的优势。 传感器或温控器中的弹性薄壁波纹板厚度
2023-04-19 13:30:28420 由于激光焊接热影响区小、加热集中迅速、热应力低,因而在集成电路和半导体器件壳体的封装中,在焊接精密微元件显示出独特的优越性,下面介绍激光焊接技术在焊接精密微元件的工艺优点。
2023-04-25 14:11:40396 二强玻璃应力仪SLP-2000是一种利用光弹性力学原理,测量应力变化的光弹性应力分析计,可用于测量化学强化玻璃的强化深度与内部应力分布。对于表面有钾离子层的产品,可以使用PMC软件与应力计测量的表面应力值数据相结合,准确分析判断玻璃内部应力分布。
2023-05-23 10:30:57372 
。与传统的焊接方法相比,激光焊在能量密度、精度、焊缝深宽比、适应性、可达性等方面优势明显。能量密度高加热速度快,热影响区域小,焊接应力和形变小,易于实现深熔焊和高速焊,
2022-02-08 18:03:28489 
“近年来,协作机器人的应用领域不断渗透和延伸,尤其是工业领域的应用。海默协作机器人本身具有安全、易用、柔性的特点,针对工艺路径复杂、点位排列要求高的焊接应用,海默机器人提出了完整的针对焊接的协作
2021-12-31 16:34:10483 
镭拓激光科普手持式激光焊接应该怎么选择编辑:镭拓激光在工业领域,特别是制造业中,焊接是一项至关重要的技术。而手持式激光焊接机作为一种新型的焊接设备,近年来受到了越来越多的关注。但是,如何选择一款适合
2023-06-16 11:32:45338 
机器人焊接应用越来越广泛,应用越来越多,技术不断更新。视觉焊接已应用于焊接,激光检测、跟踪校正等技术使机器人焊接越来越自动化和智能化。今天专业工业机器人集成商无锡金红鹰将为大家介绍机器人焊接系统的组成,详细介绍机器人焊接系统的各个组成部分。
2023-07-07 16:38:51645 焊接使用传统焊接难以焊接的材料,如结构钢,铝,铜等金属,且能够焊接各种形式的焊缝。下面介绍激光焊接技术在精密焊接应用的特点。
2023-07-20 15:27:02287 超声波金属焊接设备的初始投资相对于其他焊接工艺(例如电阻焊、压接以及机械连接)较高,但低于激光焊接设备。那么,为什么这项技术主导了线束制造,并成为电动汽车、混合动力汽车电池和配电系统的必需品呢?
2023-07-25 10:01:22321 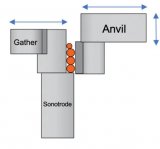
由于新能源电动汽车的快速发展,锂离子电池需求也不断增加,对铜箔和铝箔的超声波焊接应用显著增加。
2023-07-27 11:47:502309 
焊接接头系数Φ是指对接焊接接头强度与母材强度之比值,用以反映由于焊接缺陷和焊接残余应力等因素使焊接接头强度被削弱的程度,是焊接接头力学性能的综合反映。
2023-08-08 11:49:581863 深圳市品控科技有限公司供应阿克蒙德TSK系列应力测试仪、应变片。可用于分板\ICT\FCT\BGA等PCBA应力应变测试,PCB板通用应变测试仪,电子厂通用测试仪,应变片,拥有多年丰富应力测试经验
2022-02-12 15:00:581051 
焊接残余应力是由于焊接引起焊件不均匀的温度分布,焊缝金属的热胀冷缩等原因造成的,所以伴随焊接施工必然会产生残余应力。
2023-09-09 14:57:56536 一、创想焊缝跟踪系统功能与优势 创想焊缝跟踪系统是一种先进的自动化焊接解决方案,通过视觉识别技术结合机器人控制,实现对焊缝的高精度跟踪和自动化焊接。以下是该系统的主要功能和优势: 1.精准焊缝跟踪
2023-10-20 14:42:27178 我司专业针对PCB电路板开发设计的TSK、DL系列应力测试仪 。可实时监测PCB板各个工序应力应变变化,为广大PCB厂家排除电路板生产过程的应力故障。测试工序包括:分板应力、插件应力、贴片应力、焊锡应力、点胶应力、组装应力、ICT应力、FCT应力、跌落应力、震荡应力、堆叠应力等。
2023-10-30 14:37:32894 
激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法。激光焊接是激光材料加工技术应用的重要方面之一。下面简单介绍一下几种工艺方法。 1 . 板对板焊接
2023-12-08 12:59:15678 重新组合的过程。 一、焊接残余应力产生的机理 在焊接过程中,随着高温焊接热源的移动,工件受热极不均匀,焊缝区以及附近区域温度极高,焊接母材甚至会发生熔融现象,距离焊缝较远的区域,温度随距离的增加而出现梯度性下
2023-12-14 15:55:08128 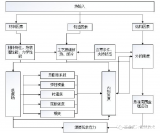
焊(MIG焊)和熔化极活性气体保护电弧焊(MAG焊)以及激光焊接。 壹晨激光手持焊机 激光焊接技术作为光机电一体化的先进焊接技术,与传统的汽车车身焊接技术相比,具有能量密度高、焊接速度快、焊接应力和变形小、柔性好等优势。 汽车
2024-03-22 09:37:0633 
 电子发烧友App
电子发烧友App














 工商网监
工商网监
评论