 电子发烧友App
电子发烧友App



电弧焊引弧电路
本装置最大输入小于100W,采用弱电流引弧技术,能迅速自动地引燃长约5mm~10mm,
电流1~3A的稳定电弧。作为直流焊机的辅助引弧器.可将焊机一次引弧成功率由目前的
30%提高到100%,解决了引弧难题。电弧不易熄灭.引弧时不会发生焊条同工件粘焊。该装置
本身亦可作为一种袖珍焊机,用来焊接厚lmm以下的金属薄板壳体、金属丝、毛细管、接头
等.如下图示,T2次级产生频率为50Hz的1000V脉冲电压。调整RP,确保T2次级短
路时的最大平均电流小于0.5mA。由C4、C5、VD5、VD6、VD7、R2组成主电路,输出约80V的
直流空载电压。焊接时首先进行短路引弧(一极接焊条,另一极接工件),然后分开两极,脉冲电
路产生的高压击穿正负极间的空气隙,形成电离通道,C5上的能量通过R2向该通道释放,以
维持其电离。接着,主电路即由这一通道释放l~3A的电流,从而引燃连续的电弧
- 电弧焊引(6020)
- 引弧电路(6692)


相关推荐
热点推荐
弧焊逆变电源由什么组成?
弧焊逆变电源主要由普通直流弧焊电源和逆变器组成主电路,通过逆变器把直流转变成交流,频率可调,正负半波通电时间比、正负半波电流比值也可以在一定范围内自由调节。
2019-09-19 09:01:40
交流正弦波弧焊变压器具有哪些优点
、【单选题】交流正弦波弧焊变压器具有结构简单、易造易修、成本低、( )、空载损耗小、噪声小等优点。(A)A、磁偏吹小***作C、焊接电压稳定D、电弧稳定性好2、【单选题】防止夹渣,应选用( )焊材。(A)A、脱渣性好的焊条、焊剂B、强度高的焊条C、焊前经保...
2021-09-01 08:43:13
冷弧焊的原理是什么?
弧重燃后,为了使焊丝的端头形成新的熔滴,又需要较高的电弧能量,因此在电弧重燃后, 给出一小的脉冲电流,以确保焊丝端头熔滴的形成。随后再将电流降到很低的状态,使熔滴 不再长大。此后又开始了下一个短路过渡周期。
2019-10-17 09:01:20
基于DSP的弧焊逆变电源数字化控制系统
弧焊逆变电源(亦称弧焊逆变器)是一种高效、节能、轻便的新型弧焊电源。目前,采用IGBT作为功率控制器件来提高功率主电路的控制性和稳定性,以8位或16位单片机作为控制核心进行焊接程序控制和焊接参数运算
2011-03-10 14:36:47
如何实现双弧脉冲MIG焊
1. 文章研究主要问题在双弧脉冲熔化极惰性气体保护焊的过程中存主旁弧脉冲电流波形匹配以及耦合电弧稳定性的问题。2. 结论分析了双弧脉冲 MIG 焊的特点和控制要求,实现双弧脉冲 MIG 焊方法必须
2021-12-20 06:26:47
手工焊数字直流逆变焊机完整解决方案201208PC_IWB
MCU控制技术,单管IGBT和先进的PWM控制技术;2.具备CO2,提拉引弧,手工焊,三种焊接模式;3.50KHz的逆变功率平台为电弧的自调性能提供了保证;4.电流波形的精确控制,使CO2气保焊的性能
2018-12-03 14:16:54
旋转电弧传感信号滤波研究pdf
做了比较,并提出了一种有效的旋转电弧信号组合滤波方法,实验证明:该方法能更有效地抑制电弧信号的干扰,保留有用的信号特征信息。关键词:旋转电弧;信号;数字滤波;电弧焊
2009-10-13 14:57:03
求一个高低压隔离电路,类似于氩弧焊电路
想做一个类似于氩弧焊的电路,高压引弧,电弧1-2mm就可以了,然后是大电流输出,15a以内,通过调节占空比调节输出电流大小。给一个触发信号,先是高压引弧电路放电,然后低压部分放出一个大电流脉冲
2014-11-27 19:04:35
焊接种类
倾斜角不大的焊件,均可用埋弧焊。板厚需大于5毫米(防烧穿)。焊接碳素结构钢、低合金结构钢、不锈钢、耐热钢、复合钢材等。2、焊条电弧焊:原理:用手工操作焊条进行焊接的电弧焊方法。利用焊条与焊件之间建立起来
2017-10-23 09:39:35
逆变式脉冲弧焊电源的研究
本文研究了逆变式脉冲弧焊电源获得脉冲输出的方法和工作原理,提出了给定脉冲控制电路及逆变器驱动电路。该文提及的关键词有:逆变器,脉冲弧焊电源。
2008-11-19 18:16:42 21
21
21钢结构手工电弧焊焊接工艺标准
钢结构手工电弧焊焊接工艺标准:本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。2 施工准备2.1 材料及主要机具:2.1.1 电焊条:其型号
2009-05-24 14:11:5145
45ZX7系列手工氩弧焊机
电弧是电弧焊接的热源,力源。焊机是电弧能量的供应者,焊机应满足焊接工艺的要求,保证引弧容易,电弧稳定,焊机规范稳定,以及足够宽的焊接规范和稳定调节范围。
2009-10-19 16:34:29130
130软开关弧焊逆变器的研制
本文介绍了软开关弧焊逆变器的控制技术,研制了一台弧焊软开关逆变器。给出了主电路的具体结构及其控制方式,研究了软开关的实现过程。试验结果表明,相移PWM软开关技术能
2009-12-15 15:39:2474
74DE-GMAW电弧焊系统的建模及自适应控制
为了提高焊接效率和质量,本文针对可消耗的双电极气体保护金属极电弧焊系统,建立了一个双输入双输出的非线性模型, 并基于投影估计和极点配置法设计了离散自适应控制
2009-12-31 16:15:459
9双电极电弧焊系统的非线性鲁棒自适应控制
本文针对可消耗双电极熔化极气体保护电弧焊接(DE-GMAW)系统,建立了一个双输入双输出非线性模型,并基于此提出了一种鲁棒自适应控制器的设计方法,可用于系统存在未建模动态和
2010-01-18 15:17:3815
15原理及提高引弧成功率的方法
熔化极气体保护电弧焊都是利用短路引弧法进行引弧,钨极氩弧焊大都采用非接触引弧法,但也有采用短路引弧法。下面以熔化极气体保护焊为例说明短路引弧法的原理。
2010-01-26 14:47:4226
26厚105不锈钢板焊接
1.钢板尺寸δ105×φ2500,共4件;材料为0Cr18Ni9Ti;2.焊接方法为焊条电弧焊(打底焊)+自动埋弧焊,焊条电弧焊焊材为A132/φ4,自动埋弧焊焊材为H0Cr20Ni10Ti/φ4+SJ601
2010-01-26 15:45:5412
12断弧焊在管道焊接中的应用
焊接工艺随着当今科学技术的发展而不断提高,在管道焊接中自保护药芯焊丝半自动焊的出现与发展就是对传统手工电弧焊的一次技术性革命。随着苏丹工程、涩宁兰工程、兰成渝
2010-01-26 15:56:067
7不锈钢PA-GTA双面电弧焊工艺特点
本文详细分析了不锈钢等离子弧(PA)-钨极氩弧(GTA)双面弧焊(DSAW)的工艺特点,该工艺可以增加熔深,减小焊后热变形,尤其适用于中厚板的焊接。与常规电弧相比,双面弧焊过程中的
2010-02-01 15:59:2311
11新型逆变式高压脉冲引弧器的研制
摘要:针对微机控制的钨极脉冲氩弧焊在引弧时控制系统容易受到干扰的问题,研制了一种新型高压脉冲引弧装置。在主电路拓扑结构上采用特殊的输出变压器构成逆变升压电路,
2010-05-18 09:25:1378
78弧焊逆变器主电路分析
摘要:通过对IGBT为形状器件的新一代弧焊逆变器主电路的拓扑结构进行了分析和研究,探讨了两种典型拓扑结构——双单端逆变吕、全桥逆变器。关键词:弧焊逆变器;拓扑结构
2010-05-27 10:36:4263
63埋弧焊标准
《埋弧自动焊焊接施工工艺标准》(以下简称“本标准”)是由浙江精工钢结构建设集团有限公司(以下简称“精工”)贯彻了《建筑钢结构焊接技术规程》(JGJ81-2002)、《埋弧焊
2010-10-27 15:38:0036
36软开关弧焊电源的设计及参数选择
摘 要:根据新型LCL谐振软开关弧焊逆变电源主电路原理,对这种弧焊电源进行了设计,并对电路中主要参数予以了确定。其内容包括:逆变电源输出电流Io及空载电压的计算、串联谐振
2010-11-23 21:18:5441
41
弧焊电源保护电路的设计
弧焊电源保护电路的设计
在电气技术指标满足正常使用要求的条件下,为使电源的元器件在各种恶劣环境下能够安全可靠地工作,必须设计保护电路。设计保护电路的
2010-01-04 08:11:54 2119
2119
2119
纤维素焊条及其对弧焊电源的要求
本文简介了纤维素焊条的药皮成分及其对电弧物理特性的影响, 分析了纤维素焊条熔滴过渡方式, 提出了纤维素对弧焊电源的静外特性要求及保证小电流焊接时电弧稳定的具体措施上方法
2011-05-23 16:45:150
0基于DSP控制的弧焊电源的设计
弧焊电源从模拟式到开关式的发展,逐步的缩小体积,减轻重量,提高效率,被广泛的应用于现代工业和通信技术等重要领域。就目前而言,高频化、模块化、数字化、智能化是弧焊电源发展的必然趋势。伴随着
2017-11-16 15:40:2815
15基于数字化控制的高频引弧电路设计
形状、保护气体、电机与工件(或喷嘴)的间隙、电源的动特性外,还取决于引弧控制电路的设计和性能。 本文提出了一种以NE555构成的多谐振荡器为核心的高频引弧电路,给出了该引弧电路的工作原理及参数设计方法;通过对空气
2018-01-17 15:56:430
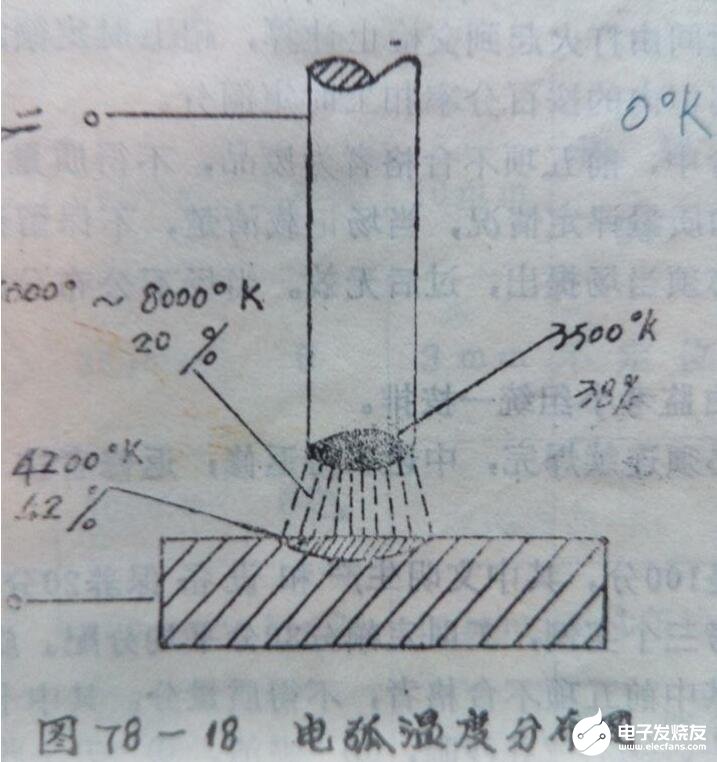
0电弧如何产生的_电弧特点是什么_电弧产生的危害及灭弧措施
本文主要介绍的是电弧,首先介绍了电弧产生的原因及原理图,其次介绍了电弧特点及用途、特性,最后阐述了电弧产生的危害及灭弧措施,具体的跟随小编一起来了解一下吧。
2018-05-10 16:59:5958085
58085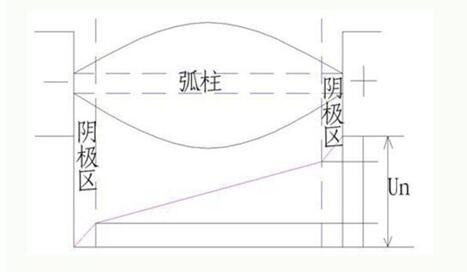
什么是故障电弧探测装置_故障电弧探测装置和灭弧式短路保护器的区别
本文详解介绍了什么是故障电弧探测装置,首先介绍了故障电弧探测装置和灭弧式短路保护器的区别,其次阐述了故障电弧探测装置产生背景及原因,最后介绍了HS-E 系列故障电弧探测装置,具体的跟随小编来了解一下。
2018-05-18 15:04:1614081
14081
电阻焊与电弧焊的区别
电阻焊,是指利用电流通过焊件及接触处产生的电阻热作为热源将想件局部加热,同时加压进行焊接的方法。焊接时,不需要填充金属,生产率高,焊件变形小,容易实现自动化。
2019-05-13 16:54:4823028
23028手工电弧焊对焊接电源的要求
焊接电源是指CO2气体保护焊的电源,采用平特性或缓降外特性,空载电压为38~70V。电弧自调节作用强,短路电流大,引弧容易,不粘丝。操作时会感到电弧平静、柔软、富有弹性、飞溅小。
2019-07-02 16:41:228462
8462手工电弧焊立焊方法
立焊操作方法有两种:一种是由下向上施焊,称为向上立焊;另一种是由上向下施焊,称为向下立焊。目前生产中应用最广泛的是由下向上施焊,在练习中以此种方法为重点。
2019-07-02 17:05:4415601
15601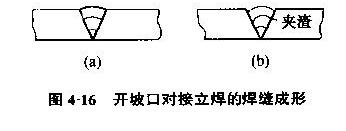
手工电弧焊的焊接设备
手工电弧焊属于焊接方法中熔化焊的一种,是将两个分离的金属,在接头处局部加热或加压,或者加热时同时又加压、熔化、冷却后凝固成一个牢固的整体。它是利用电弧热局部熔化焊件和焊条以形成焊缝的一种手工操作焊接方法。电焊机是手工电弧焊的主要设备,是产生焊接电弧的电源,常用的电焊机有交流弧焊机和直流弧焊机两类。
2019-07-04 14:33:4214068
14068手工电弧焊的引弧方法
使焊条与焊件表面垂直地接触,当焊条的末端与焊件的表面轻轻一碰,便迅速提起焊条并保持一定的距离,立即引燃了电弧。操作时焊工必须掌握好手腕上下动作的时间和距离。
2019-07-04 14:42:1917243
17243氩弧焊是如何引弧的
高频引弧是非接触引弧方法一种,可以减少引弧使用的钨极的磨损,有利于氩弧焊的持续进行。即:采用高压击穿的引弧方式,先在电极针(钨针)与工件间加以高频高压。引弧时,使钨极末端与被焊表面之间保持一定的小间隙,然后,接通高频振荡器脉冲引弧电路,使间隙击穿放电而引燃电弧。
2019-07-08 14:29:5639264
39264电渣压力焊焊接设备_电渣压力焊焊接参数
电渣压力焊可采用交流或直流焊接电源,焊机容量应根据所焊钢筋的直径选定。由于电渣压力焊机的生产厂家很多,产品设计各有不相同,所以配用焊接电源的型号也同,常用的多为弧焊电源(电弧焊机),如BX3-500型、BX3-630型、BX3-750型、BX3-1000型等。
2019-07-15 14:06:4511642
11642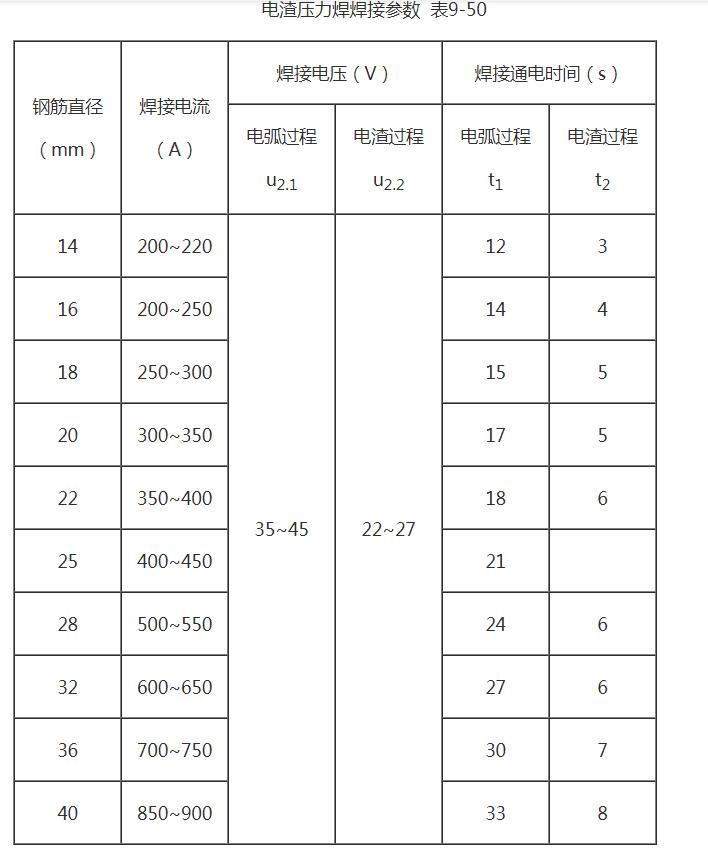
薄板焊接的焊接方法_薄板焊接的焊接注意事项
基层的焊接推荐采用手工电弧焊、埋弧焊、及二氧化碳气体保护焊。复层和过度层的焊接,采用钨极氩弧焊和手工电弧焊,也可采用能确保焊接质量的其他焊接方法。
2019-08-05 11:49:2642219
42219
焊丝的分类及特点_焊丝的优缺点
焊丝是作为填充金属或同时作为导电用的金属丝焊接材料。在气焊和钨极气体保护电弧焊时,焊丝用作填充金属;在埋弧焊、电渣焊和其他熔化极气体保护电弧焊时,焊丝既是填充金属,同时也是导电电极。焊丝的表面不涂防氧化作用的焊剂。
2019-11-15 14:31:4026228
26228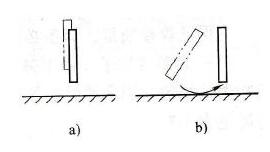
碳弧焊原理_碳弧焊工艺
碳弧焊是一种焊接方法,其电弧是在不熔化的碳(石墨)电极与工件之间,或在两个碳电极之间形成的。后一方法是一种变化形式,称为双极碳弧焊。另外两种变化形式(有保护碳弧焊和气体碳弧焊)工业上已不再使用。
2019-11-19 14:33:525258
5258埋弧焊的工作原理及应用范围
埋弧焊(含埋弧堆焊及电渣堆焊等)是一种电弧在焊剂层下燃烧进行焊接的方法。其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点,使其成为压力容器、管段制造、箱型梁柱等重要钢结构制作中的主要焊接方法。
2019-11-19 15:01:2213634
13634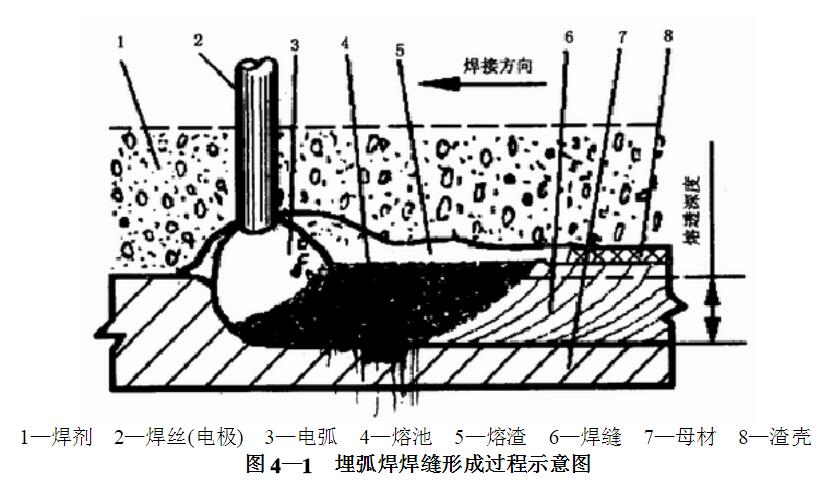
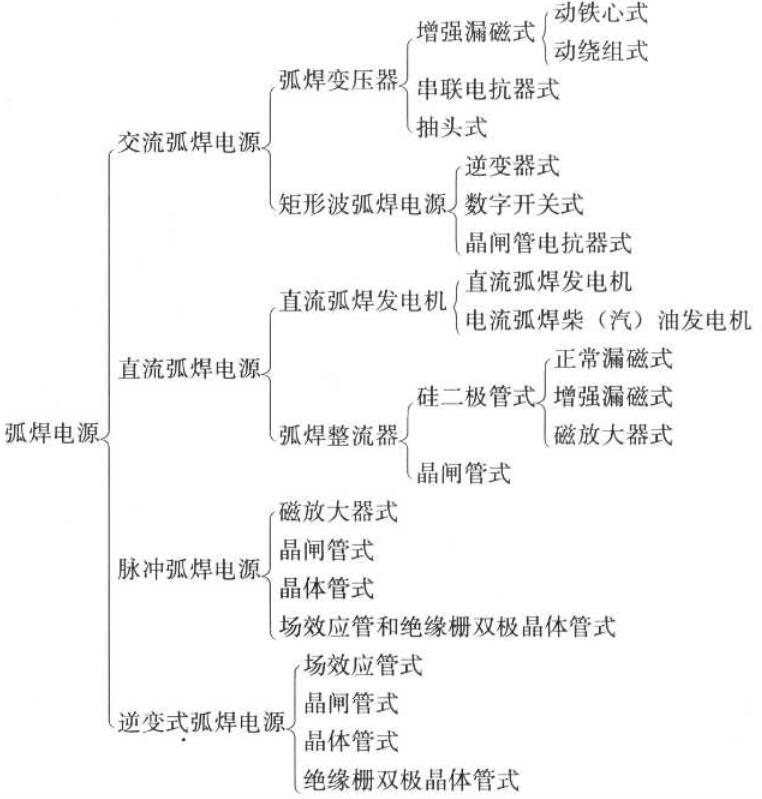
弧焊电源的特性_弧焊电源的分类
按输出电流种类分,有直流、交流和脉冲三大弧焊电源类型。按输出电流种类进行分类,比较便于选用,它在每一大类中又按其工作原理、结构特征或使用的关键器件不同细分成若干种类型,弧焊电源的分类如下图所示。
2019-11-27 14:44:3517046
17046焊条电弧焊原理特点_焊条电弧焊的应用
成本低焊条电弧焊使用具有下降外特性的弧焊电源及一些简单工具,设备结构简单,便于现场维护、保养和维修;设备轻,便于移动;设备使用、安装方便,操作简单;投资少,成本低。
2019-12-27 11:03:3116321
16321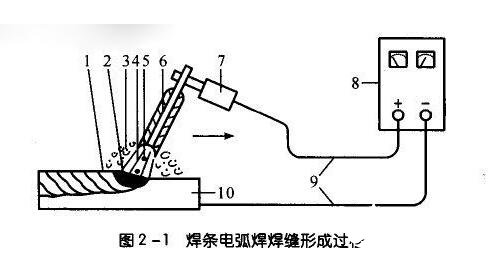
焊条电弧焊常见的焊接缺陷及解决措施
焊件坡口及其待焊区域的铁锈、油污或其它污物若清理不干净,在焊接时会产生大量的气体,而使焊缝产生气孔。所以焊接时必须严格清理焊件坡口及其待焊区域的金属表面。
2019-12-27 11:25:469094
9094
焊接电弧的实质是什么_焊接电弧的物理本质
直流电弧焊或电弧切割时,电源输出端有固定的正极和负极。焊件接电源正极、电极接电源负极的接线法,叫正接;焊件接电源负极、电极接电源正极的接线法,称为反接。
2019-12-27 14:37:178802
8802焊条电弧焊基本操作步骤
引弧即产生电弧。焊条电弧焊是采用低电压、大电流放电产生电弧,依靠电焊条瞬时接触工件实现。引弧时必须将焊条末端与焊件表面接触形成短路,然后迅速将焊条向上提起2~4mm的距离,此时电弧即引燃。
2019-12-28 06:28:0026313
26313
三种比较典型的等离子弧焊枪
等离子弧焊枪对等离子弧的性能和焊接过程的稳定性起着决定性的作用。焊枪应能保证电弧的稳定,引弧、转弧方便,电弧压缩性能良好,电极与喷嘴的对中性准确,保护性能理想和冷却可靠。图2-74为三种比较典型的等离子弧焊枪。
2020-03-22 15:45:0012390
12390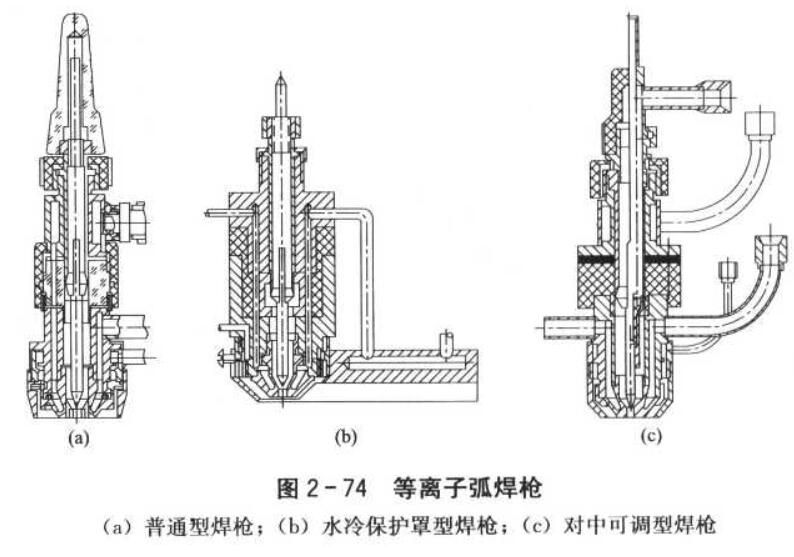
电弧焊的工作原理_电弧焊的危害因素有哪些
电弧焊的原理是利用电弧放电(俗称电弧燃烧)所产生的热量将焊条与工件互相熔化并在冷凝后形成焊缝,从而获得牢固接头的焊接过程。
2020-08-27 11:03:2015724
15724埋弧焊气孔产生的原因
埋弧焊缝产生气孔的主要原因是氢,氢气是由焊材、母材带入电弧区的水分所造成的。但是电磁偏吹、母材质量不好等也会造成气孔,应根据实际情况具体分析,采取相应防止措施。
2021-03-02 16:08:2226602
26602机械制造工艺介绍--焊条电弧焊资料下载
电子发烧友网为你提供机械制造工艺介绍--焊条电弧焊资料下载的电子资料下载,更有其他相关的电路图、源代码、课件教程、中文资料、英文资料、参考设计、用户指南、解决方案等资料,希望可以帮助到广大的电子工程师们。
2021-04-29 08:48:3711
11电弧焊工具主要有哪些?
电弧焊是通过电弧对焊接工件的局部加热,使连接处的金属融化,再加入填充金属而结合的方法。电焊机为电弧提供电源,分为交流电焊机和直流电焊机两类。应用比较普遍的是交流电焊机。
2021-05-15 17:26:3920085
20085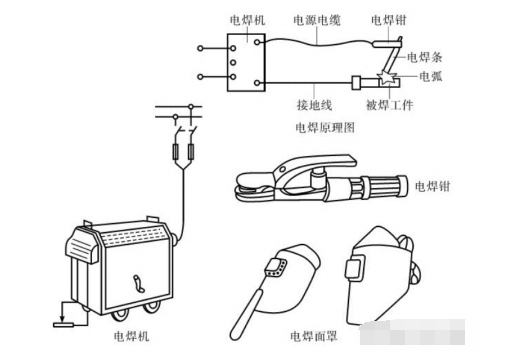
基于ARM微控制器的CO-2电弧焊全数字化逆变电源设计讲解
基于ARM微控制器的CO-2电弧焊全数字化逆变电源设计讲解(长城电源技术有限公司上市)-该文档为基于ARM微控制器的CO-2电弧焊全数字化逆变电源设计讲解总结文档,是一份不错的参考资料,感兴趣的可以下载看看,,,,,,,,,,,,,,,,,
2021-09-22 15:38:475
5基于ARM微控制器的CO-2电弧焊全数字化逆变电源设计
基于ARM微控制器的CO-2电弧焊全数字化逆变电源设计(电源技术偏执狂多少钱)-该文档为基于ARM微控制器的CO-2电弧焊全数字化逆变电源设计总结文档,是一份不错的参考资料,感兴趣的可以下载看看,,,,,,,,,,,,,,,,,
2021-09-22 15:45:1913
13关于药芯焊丝电弧焊的基础知识
药芯焊丝电弧焊是利用药芯焊丝与工件之间的电弧进行加热的一种焊接方法,英文名称的简写为FCAW。在电弧热量的作用下,焊丝金属及工件被连接部位发生熔化,形成熔池,电弧前移后熔池尾部结晶形成焊缝。
2022-12-22 11:10:156647
6647超全干货,焊接技术知识汇总!
一篇文章帮你搞懂焊接技术,根据焊接过程中加热程度和工艺特点的不同,焊接方法可以分为熔焊、压焊和钎焊三大类;焊接技术有手弧焊、埋弧焊、钨极气体保护电弧焊GIF、熔化极气体保护电弧焊(GMAG)等。
2023-02-08 11:04:063655
3655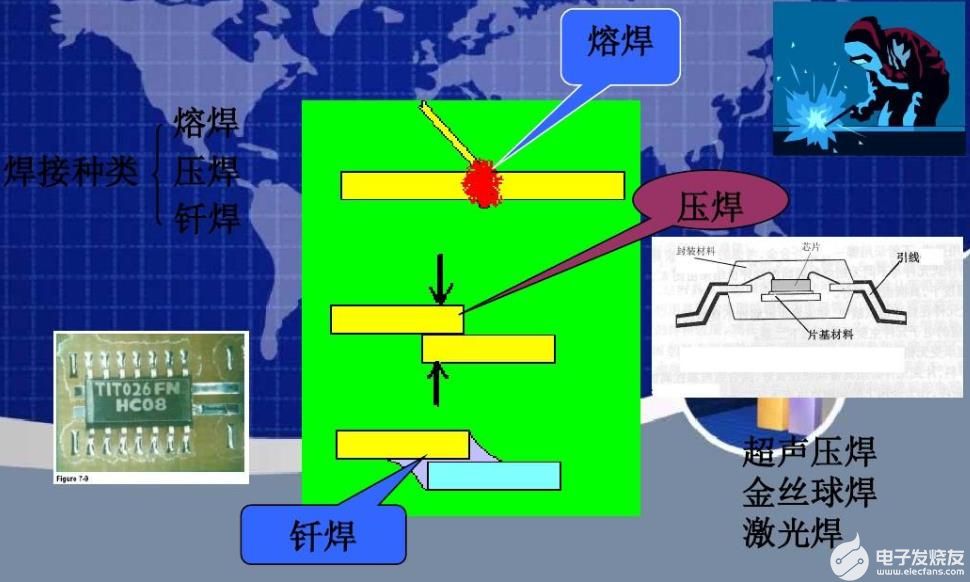
弧焊机器人焊接方法及系统的组成
弧焊机器人系统是由机器人本体、自动送丝装置、焊接电源、焊枪、变位机和工装夹具等组成的;主要有气体保护电弧焊、钨极氩弧焊和等离子电弧焊三种焊接方法。
2023-03-16 09:50:014295
4295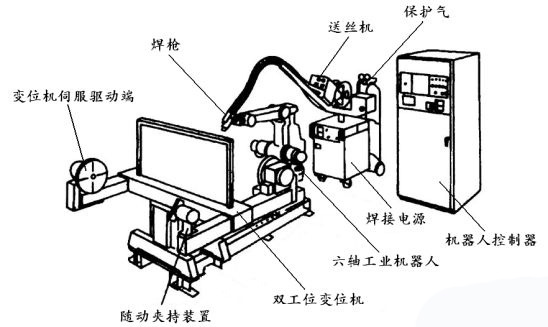
一文讲清弧焊机器人三种焊接方法!
无锡金红鹰总结:弧焊机器人的焊接方法主要有气体保护电弧焊、钨极氩弧焊和等离子电弧焊三种,气体保护电弧焊是使用氩气、二氧化碳等气体作为焊接区域保护气体的焊接方法;钨极氩弧焊是用钨棒作为电极加上氩气进行保护的焊接方法;等离子电弧焊是利用等离子弧高能量密度束流作为焊接热源的熔焊方法。
2023-03-22 10:01:468606
8606
焊接方法及基础知识
焊条电弧焊的基本原理:焊条电弧焊通常用英文简称SMAW表示。
焊条电弧焊是用手工操纵焊条进行焊接的电弧焊方法。
焊条电弧焊的过程如图所示:
气——渣联合保护的熔化焊。
2023-06-02 16:53:260
0激光电弧复合焊是新型激光焊接工艺 市场需求在不断增加
稳定电弧,并作用在材料表面,实现对材料加热完成焊接的过程。激光电弧复合焊兼具激光焊和电弧焊双重优势,又弥补了各自的不足,尤其适用于中厚板材的焊接。根据新思界产业研
2023-05-16 10:07:442097
2097
10种常见焊接方式,动图带你看个明白!
1、焊条电弧焊焊条电弧焊是焊工掌握的最基本的技能之一,如果技能掌握不到位,焊接的焊缝会存在各种各样的缺陷。2、埋弧焊埋弧焊是利用电弧作为热源的焊接方法。由于埋弧焊熔深大,生产率焊接质量好:因为有熔渣
2023-10-14 08:07:555880
5880熔化极气体保护电弧焊的概念及分类
按焊丝分类可分为实芯焊丝焊接和药芯焊丝焊接。用实芯焊丝的惰性气体(Ar或He)保护电弧焊法称为熔化极惰性气体保护焊,简称MIG焊(Metal Inert Gas Arc Welding);用实芯焊丝的富氩混合气体保护电弧焊,简称MAG焊(Metal Active Gas Arc Welding)。
2023-11-21 14:56:304252
4252
根据焊接工艺的不同电弧焊可分为哪几种
根据焊接工艺的不同,电弧焊可以分为多种不同的类型。 电弧焊是一种将两个或更多金属材料连接在一起的常见焊接方法。通过使用电弧产生高温,将金属材料熔化并形成焊接接头。根据焊接工艺的不同,电弧焊可以进一步
2024-02-27 11:09:096710
6710焊接电弧根据提供的电源特点不同可分为哪几类
焊接电弧根据提供的电源特点不同可分为以下几类: 直流电弧焊(DC):直流电弧焊是使用直流电源进行焊接的一种方法。直流电弧焊可以细分为直流电弧熔化焊(Direct Current Arc
2024-02-27 11:16:461884
1884弧焊变压器属于什么电源
1. 引言 电弧焊接是一种广泛使用的金属连接技术,它通过电弧产生的高温来熔化金属,从而实现金属的连接。在电弧焊接过程中,弧焊变压器扮演着至关重要的角色,它负责为焊接设备提供稳定的电源。 2. 弧焊
2024-10-10 10:26:121335
1335弧焊变压器如何调节焊接电流的大小
弧焊变压器是用于电弧焊的电源设备,它能够提供稳定的焊接电流,以确保焊接过程的质量和效率。调节焊接电流的大小对于控制焊接过程至关重要。 1. 弧焊变压器的基本原理 在开始调节焊接电流之前,了解弧焊
2024-10-10 10:27:352776
2776弧焊变压器主要分为哪几类?它们都有哪些特点?
弧焊变压器是用于电弧焊的变压器,其主要作用是将电网电压转换为适合电弧焊的电压和电流。弧焊变压器的分类和特点如下: 弧焊变压器的分类: 弧焊变压器主要分为以下几类: a) 交流弧焊变压器:这种变压器
2024-10-10 10:29:321269
1269弧焊变压器是一种什么弧焊电源
弧焊变压器是一种用于电弧焊接的电源设备,它通过将交流电转换为适合焊接的电压和电流,以产生稳定的电弧,从而实现金属的连接。以下是关于弧焊变压器的介绍: 1. 弧焊变压器的基本原理 弧焊变压器的工作原理
2024-10-10 10:40:171767
1767弧焊变压器的工作原理是什么
弧焊变压器是一种用于电弧焊接的电气设备,它能够将输入的交流电转换为适合焊接的电压和电流。以下是关于弧焊变压器工作原理的介绍: 1. 弧焊变压器的基本概念 弧焊变压器是一种特殊设计的变压器,主要
2024-10-10 10:44:181429
1429弧焊变压器和普通变压器有何区别
弧焊变压器 设计目的 : 弧焊变压器专为电弧焊接设计,提供稳定的电流和电压,以维持焊接过程中的电弧。 输出特性 : 弧焊变压器通常具有较高的输出电压和较低的输出电流,以适应电弧焊接的需求。 电流调节
2024-10-10 10:50:251171
1171弧焊变压器如何保证电弧连续?弧焊变压器有何特点?
弧焊变压器是用于电弧焊的一种特殊变压器,其主要作用是将输入的交流电转换为适合电弧焊的电压和电流。为了确保电弧的连续性和稳定性,弧焊变压器需要具备一些特定的设计和功能。 弧焊变压器如何保证电弧连续
2024-10-10 10:53:211299
1299弧焊变压器主要分为哪几类
弧焊变压器是弧焊电源的一种,主要用于电弧焊过程中,为焊接电弧提供稳定的电压和电流。弧焊变压器的设计和制造需要考虑多种因素,包括焊接电流、电压、电弧稳定性、功率因数等。以下是对弧焊变压器主要分类的介绍
2024-10-10 10:59:381767
1767弧焊变压器的原理和分类
弧焊变压器是一种用于电弧焊的电源设备,它能够将电网的交流电压转换为适合焊接的电压和电流。 弧焊变压器的原理 输入电压转换 :弧焊变压器将电网的交流电压转换为适合焊接的电压。这通常涉及到降压和整流
2024-10-10 11:07:171958
1958弧焊变压器如何保证电弧连续
1. 弧焊变压器的基本原理 弧焊变压器是一种特殊的变压器,它将输入的交流电转换为适合焊接的电压和电流。其基本原理是利用变压器的变压原理,通过调整原副边的匝数比来实现电压的变换。在弧焊过程中,电弧
2024-10-10 11:09:111203
1203弧焊机和电焊机有什么区别?举例分析
金属之间的连接。在弧焊过程中,焊条或焊丝与工件之间产生电弧,电弧的热量使焊条或焊丝熔化,形成熔池,熔池中的金属与工件表面的金属熔合,形成焊缝。弧焊机主要包括手工电弧焊、气体保护焊、埋弧焊等类型。 电焊机:电焊机的工
2024-10-22 09:20:192716
2716焊接方法选择指南
焊接方法的选择是一个复杂的过程,需要考虑多种因素以确保焊接质量和效率。 一、焊接方法的种类及特点 电弧焊 手工焊条电弧焊(手弧焊) :以碳棒作为电极,利用电弧产生的热量熔化金属,使其熔化并形成连接
2024-11-01 09:37:363432
3432老旧小区故障电弧解决方案
放电现象的最终形态。 电弧也有好弧和坏弧之分,好的电弧由人为制造,或正常操作产生的电弧,比如日光灯、电弧焊、机械开关的分断等;坏的电弧则会引起线路起火,或者影响设备正常工作,也常常被称为故障电弧;这里我们着重介绍一下“
2024-12-26 16:23:211189
1189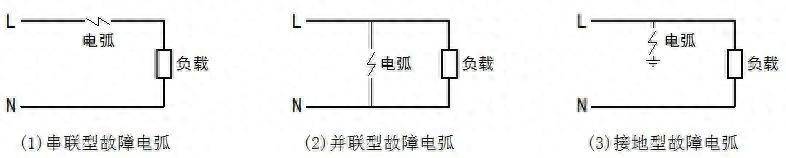
- 设计技术
- 可编程逻辑
- 电源/新能源
- MEMS/传感技术
- 测量仪表
- 嵌入式技术
- 制造/封装
- 模拟技术
- RF/无线
- 接口/总线/驱动
- 处理器/DSP
- EDA/IC设计
- 存储技术
- 光电显示
- EMC/EMI设计
- 连接器
- 行业应用
- LEDs
- 汽车电子
- 音视频及家电
- 通信网络
- 医疗电子
- 人工智能
- 虚拟现实
- 可穿戴设备
- 机器人
- 安全设备/系统
- 军用/航空电子
- 移动通信
- 工业控制
- 便携设备
- 触控感测
- 物联网
- 智能电网
- 区块链
- 新科技
- 联系我们
- 广告合作
- 王婉珠:wangwanzhu@elecfans.com
- 内容合作
- 张迎辉:mikezhang@elecfans.com
-
关注我们的微信

-
下载发烧友APP

-
电子发烧友观察

版权所有 © 湖南华秋数字科技有限公司
长沙市望城经济技术开发区航空路6号手机智能终端产业园2号厂房3层(0731-88081133)
电子发烧友 (电路图) 湘公网安备43011202000918 工商网监
湘ICP备2023018690号-1
工商网监
湘ICP备2023018690号-1
评论