 电子发烧友App
电子发烧友App


什么是与小批量产品相匹配的加工件?
加工件对于机械和生产设备的设计者来说是一个非常重要的因素。不仅与整体上的功能和性能相关,还与成本有很大关系。
大家在为FA设备等小批量产品设计零件时,是否在设计时考虑了制造工序?
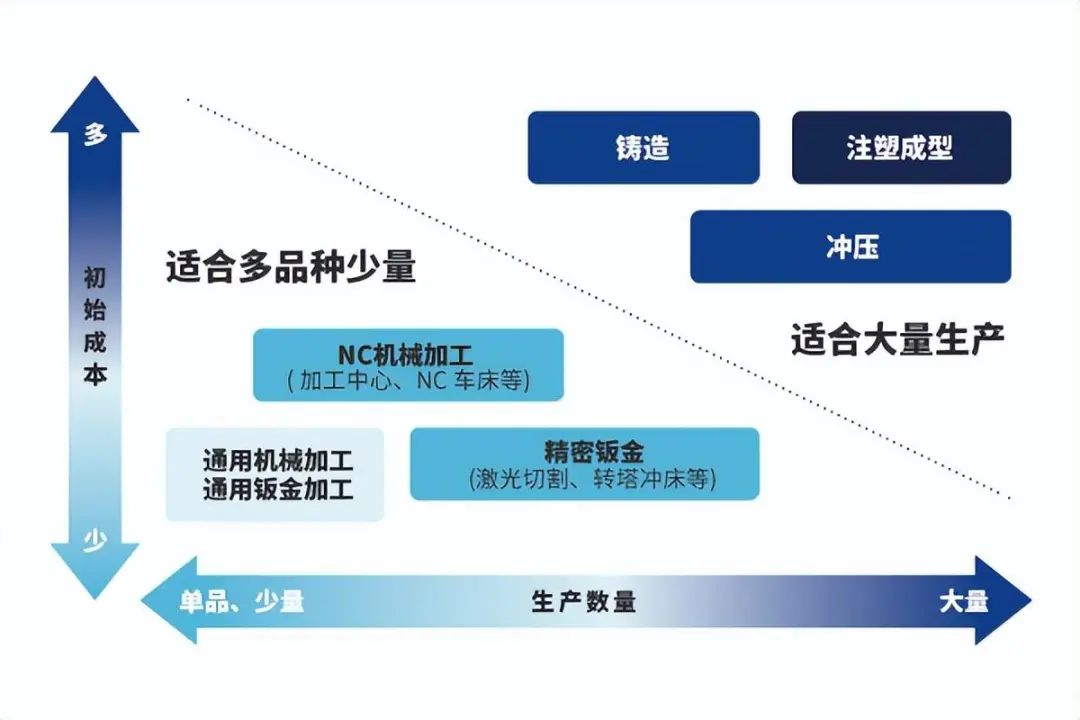
对于大量生产的产品而言,虽然单个产品的成本降低,但模具成本等初始成本巨大。另一方面,FA设备是小批量生产,因此需要选择初始成本低的生产方式。 适合小批量生产的制造方法例如包括以机加工为代表的机加工、激光切割等钣金加工、焊接等。
尤其是FA设备上的装置零件,多采用以下加工方法。
机加工机械零件、有强度、刚度和精度要求的零件、制罐加工品的二次加工
钣金加工盖、壳体等薄板零件、几乎不要求强度、刚度和精度的零件
焊接加工由角材与管材等组合而成的制罐加工零件(框架、骨架等)
首先,聚焦主要的机加工。 机械零件制作的有力伙伴!机加工 虽然简单来说都叫机加工,但却有各种方法。机加工基本上是从基材上去除不需要的部分以实现所需形状的加工。这种加工也称为去除加工。主要的机加工方法如下。 铣削类(机加工)
是通过固定材料并使旋转刀具与之切削来去除不需要的部分的加工。也叫机加工,可以说是机加工的主角之一。
刀具称为立铣刀,根据用途来选择和使用不同的形状、尺寸。它是一种通用性很高的加工方法,例如钻孔、切削表面和加工凹槽。
主要的机械设备:通用铣床、数控铣床、加工中心、五面加工中心
车床类(车削加工)
它是将材料(主要是圆形材料)旋转,然后将刀具推压在其上以去除不需要的部分的加工。也叫车削加工,可以说是机加工的另一个主角。 与固定材料并将旋转的刀具与其接触的机加工不同,车削加工是使材料旋转,并将被称为切削刀的刀具与接触。因此能够进行车削加工的形状一定是同轴圆柱或圆筒形状。
与机加工相比,其特点在于能够快速、整齐地加工同轴形状。常用于加工高精度的圆柱和圆筒形状,例如轴、杆等。
另外,叶轮等在车削加工后换到加工中心上再进行机加工的情况也是常见的加工工艺。 主要机械设备:通用车床、数控车床、复合车床、车削中心、自动车床
放电类
这是将通电的电极(由铜或石墨制成)或电线靠近材料以产生电弧放电从而熔化、去除材料的加工。其具有无论材料有多坚硬只要是导电的材料都能够加工的优点,例如也可以加工使用铣床无法实现的清角、清底的加工。
有用线电极去除轮廓的电火花线切割加工、能够通过接触对称形状的电极实现各种形状的电火花成型加工等。电火花成型加工多用于模具制作等。 主要机械设备:电火花线切割加工机、电火花成型加工机 磨削类
是通过接触旋转的磨石,对材料表面进行精密精加工的加工。用于需要精密精加工的部位,例如零件之间的接合面等。
除了加工精密平面外,还有精加工圆柱形状的外侧和孔的内径的磨削加工。
主要机械设备:平面磨床、外圆磨床、坐标磨床、珩磨机
平面磨床
首先,我们来解释一下铣削式切削工艺,它也是机加工中的主角。
这种加工方法适用于加工底板和外壳等板状和块状零件。可以说是FA设备等的加工零件的主要加工方法。 让我们构建一个对机加工现场的印象! 机加工是将材料固定在设备的工作台上,然后将高速旋转的刀具(立铣刀)抵靠在材料上以切削掉不需要的部分的加工。主要是能够切削表面、切削轮廓、开孔、开槽、切削出曲面。
并且因为它是一种非常通用的加工方法,所以能够通过更换适合每种加工方法的刀具进行加工。 由加工者手动更换刀具并手动操作的是通用铣床,而能够对被操作的部分进行数控控制(Numerical Control:数控)的是数控铣床。数控是指能根据程序自动旋转和移动主轴、移动工作台的功能。 此外,配备有ATC(Automatic Tool Changer:自动换刀装置)的称为加工中心。由于加工时会自动更换多个刀具,因此只要组装上材料启动程序,就能对材料一次实施各种加工。
下图是目前主流的通用加工中心的构成。
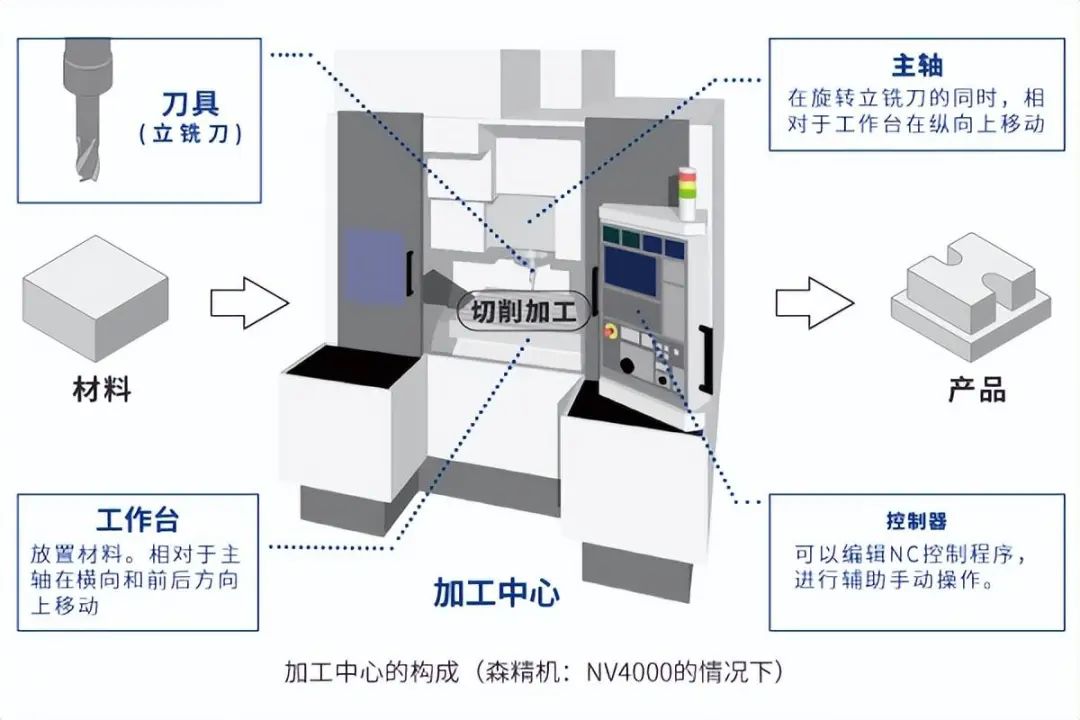
加工中心的构成(森精机:NV4000的情况下) 将材料(主要是块料)放在工作台上,固定好,安装刀具,设置材料原点,然后输入加工程序。之后,主轴和工作台按照程序,通过进行机加工,实现所需的产品形状。
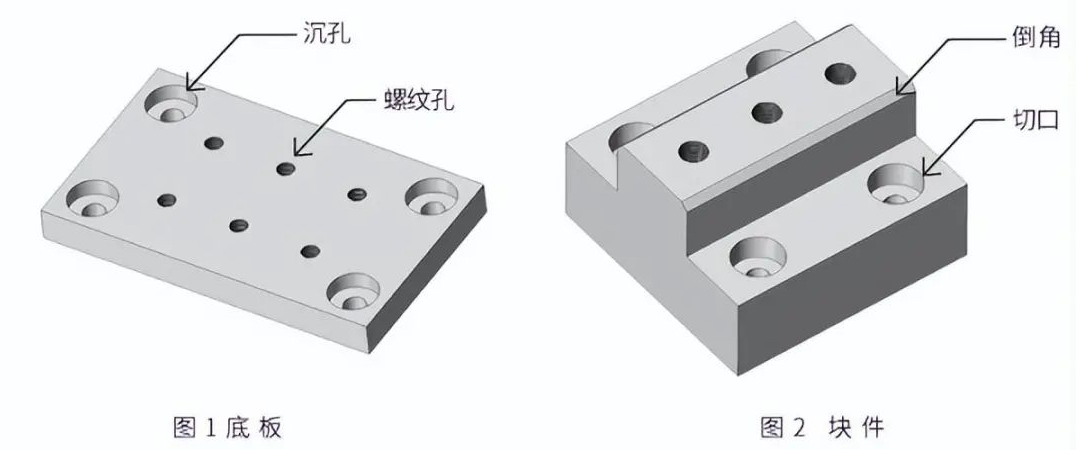
加工用程序称为 NC 程序。过去的方法似乎是在纸带上输出并由机器读取纸带。现在程序的创建主要有以下两种方式。 ① 直接在控制器输入程序 ② 使用名为 CAM 的 PC 应用程序创建数据并将其传输到控制器。 对于简单的形状,可以以①的方式输入程序,对于复杂的形状,则采用②的方法。 机加工能够制作的物品 那么机加工能够制作的物品会是什么形状呢?在这里,我们先介绍一下典型的零件例,以便您可以有一个印象。 1〜2轴加工品 最容易制造的零件是可以通过从一个方向打孔或切割而制成的形状。像孔加工那样仅在一个轴向上进行加工、在相同高度上加工轮廓、开槽等平面加工都是较为简单的加工。
如下例所示,在平面上仅打螺丝孔或钻孔的底板或者局部有切口或倒角的块件等都是典型加工。除了孔和切口外,还可以加工轮廓和凹槽。
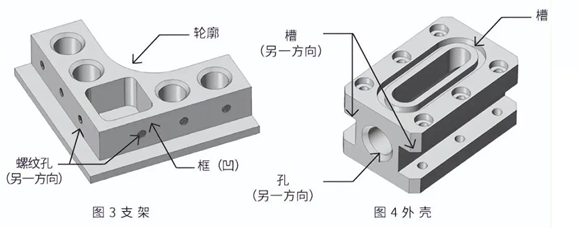
多面加工品 这是将上图零件不仅从一个方向而从多个方向实施加工而成的加工品。如图 3 所示,除了从一个方向进行轮廓形状加工、孔加工、槽加工和切口加工外,还从横向进行孔加工。
图 4 所示从横向进行槽加工和从另一个方向进行孔加工的例子。在这种加工中,将材料翻转,改变其方向,在各方向上加工形状。
从一个方向进行加工后,会将材料翻转并再次固定,这种工作也称为“工件换装”。
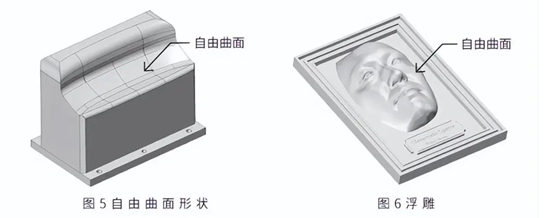
3轴加工 3 轴加工是一种即使从一个方向加工也能切削光滑的曲面(自由曲面等)的方法。沿着顶端圆形的球头立铣刀的曲面移动,对其进行精加工。不仅可以加工图 5 所示的具有自由曲面的零件,还可以加工图 6 所示的扫描人和动物而成的曲面。
由于需要同时沿曲面 3 维移动主轴,因此请使用支持 3D加工的CAM(Computer Aided anufacturing:计算机辅助制造)的专用应用程序创建 NC 程序。注塑成型模具零件的机加工经常使用此种加工方法。
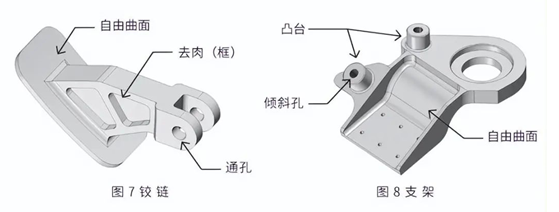
多轴加工品 不是块状而是整体形状复杂的零件也可以加工。通过在各个方向上重新固定材料并使用5 轴加工机,能够制造多面复杂的形状。这种加工方法常用于航空零件等。
图 7 和图 8 是典型的航空零件的形状(示意图)。其特征在于,自由曲面和孔加工等组合、具有凸起、整体减薄形状等复杂的薄壁结构较多。
多轴同步加工 在最新的 5 轴加工机和复合加工机中,有些形状只能通过一边与刀具运动同步地旋转材料一边进行加工才能完成。典型的形状是图9所示的被称为转子叶片的形状( 4 轴同步)和图10所示的叶轮那样的形状(5 轴同步)。
对于像这样不能仅从固定的材料方向进行加工的复杂形状加工,机加工具有优势。

机加工可以实现从简单形状到复杂形状的几乎所有零件的加工。
编辑:黄飞














 工商网监
工商网监
评论