 电子发烧友App
电子发烧友App



在高可靠电子装联技术领域,通孔插装轴向引线元器件引脚和导线在印制电路板上的“搭接焊接”(射频/微波电路板除外)是航天标准中需要研究、梳理和分析的标准之一;本文从“通孔插装轴向引线元器件引脚和导线在印制电路板上的高可靠安装焊接方法”,“搭接焊接的基本概念”,“搭接焊接中的禁限用工艺”,“通孔插装轴向元器件引线在印制电路板焊盘上的搭接焊接工艺技术要求”和“导线在印制电路板焊盘上的搭接焊接工艺技术要求”五个方面进行了诠释。
在“通孔插装轴向元器件引线在印制电路板焊盘上的搭接焊接工艺技术要求”一节里,详细介绍了搭接焊接的前提,元器件引线搭接焊接成形要求,不同形状引线的搭接要求,通孔插装元器件穿孔搭接焊接要求和插装元器件贴装焊接缺陷案例。
在“导线在印制电路板焊盘上的搭接焊接工艺技术要求”一节里,详细介绍了导线与印制电路板的焊接要求,导线成形和穿孔粘固处理要求,导线在印制电路板上搭接焊接的禁限用工艺,搭接用的导线线芯的直径的范围,导线搭接焊接用贴装焊盘的设计,导线贴装焊接判据,导线搭接正常设计标准、工艺标准和返修标准的区分和军用(空间)产品与民用产品返修标准中对导线搭接焊接的不同要求。
一.通孔插装轴向引线元器件引脚和导线在印制电路板上的高可靠安装焊接方法
1.QJ3012第5.2.1条规定:轴向引线元器件的安装应采用水平安装,如图9-68所示。
QJ3117A第5.4.1规定:通孔插装元器件在印制电路板的安装应符合QJ3012的要求。
QJ165B第5.4.2.1规定:元器件通孔插装应符合QJ3012的要求。
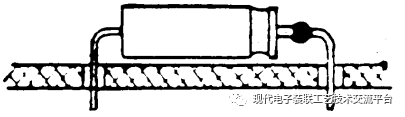
图1 QJ3012所示的轴向引线元器件采用水平安装
2.QJ3012第5.6.3条规定:跨接线应看作轴向引线元器件,如图2所示。
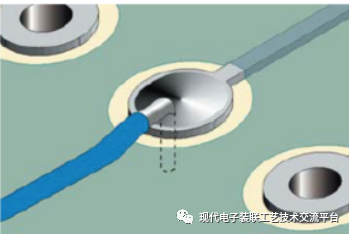
图2 导线作为轴向引线元器件插入金属化孔内安装焊接
二.“搭接焊接”的基本概念
1.什么是搭接?
QJ2828《电子装联术语》第5.1.20定义:搭焊 lap soldering将调试的电子元器件的引线直接搭在焊点上的焊接过程。按QJ3012第5.6.3条规定,把跨接线看作轴向引线元器件,那么QJ2828对搭焊所做的定义中的“电子元器件”也应包括导线在内。
2.搭接什么:通孔插装元器件引线和导线。
3.搭接的载体:搭接的载体包括普通印制电路板、射频/微波电路板、导线和通孔插装元器件引线。
4.搭接点:搭接点包括用来搭接引线元器件引脚和导线的独立焊盘和印制导线等。
5.搭接概述
通过对搭接定义,搭接什么?搭接的载体和搭接点的梳理,对照QJ3012,QJ3171,QJ165B,Q/RJ557,QJ3117A,NASA-STD-8739.3和ECSS-Q- ST-70- 08C等国内外航天七项标准、航天禁限用工艺规定和《航天电子产品常见质量缺陷案例》书籍的规定,我们不难看出,对于“搭接”,有些是允许的,有些是“限用的”,有的则是“禁止”的;在允许搭接项目中也有十分具体的搭接工艺技术要求。
三.搭接焊接中的禁限用工艺(见图3~图10)
1.不允许通孔插装元器件引线与通孔插装元器件引线的搭接焊接
2.不允许导线与通孔插装元器件引线的搭接焊接
3.QJ3012第5.4.4条规定:不允许在元器件引线上或印制导线上搭接其它元器件(高频电路除外);
4.不允许导线在普通印制电路板印制导线上的搭接焊接
5.Q/RJ557航天型号产品禁(限)用工艺第87条规定:禁止任意元器件之间采用共用焊盘设计(微波、高频电路中有特殊技术要求的除外)。
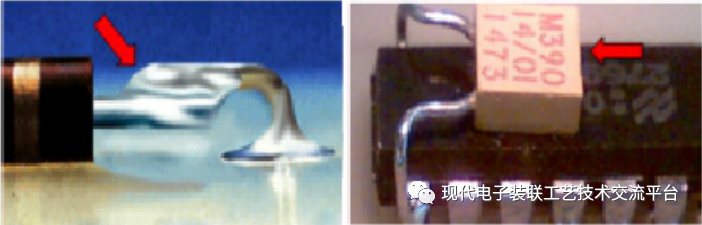
图3 通孔插装元器件引线与通孔插装元器件引线的搭接焊接
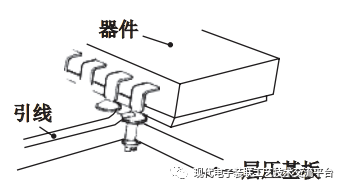
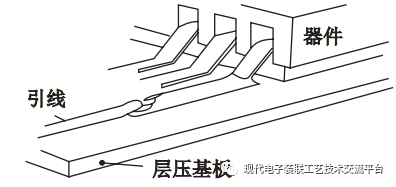
图 4 元器件引线搭接在器件焊盘上
图 5 元器件引线搭接在印制导线上
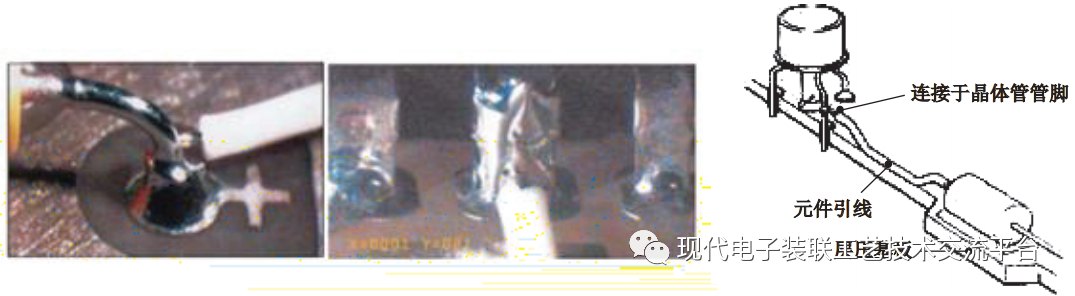
图6 导线搭接在插装元器件引线
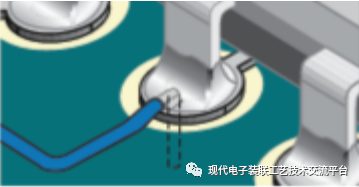
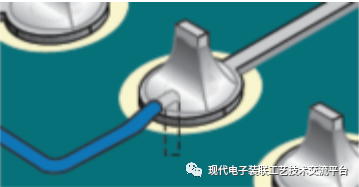
图 7 导线与其他器件引脚合用金属化孔

图 8 元件焊端作连接点或过孔当作连接点

图9 共用焊盘

图10 导线搭接在贴装元器件引线上
四.通孔插装轴向元器件引线在印制电路板焊盘上的搭接焊接工艺技术要求
1.搭接前提
并不是所有通孔插装轴向元器件引线都允许在印制电路板焊盘上的搭接焊接,QJ3171第4.5.1节规定:只有元器件重量小于1.4g时,才能采用小型轴向引线元器件的表面安装。
QJ3171第4.5.1节的这个规定限定了两个条件:第一,搭接的元器件重量必须小于1.4g;第二,必须是小型轴向引线元器件。因此在确定选用通孔插装轴向元器件引线在印制电路板焊盘上的搭接焊接工艺时,设计师必须首先确定该元件的重量是否小于1.4g,对于重量大于1.4g的轴向引线元器件,不允许采用搭接焊接工艺。据不完全了解通孔插装1/4W电阻的重量为1.5g,其引线直径为0.6mm,也就是说对于1/4W以上的通孔插装电阻不允许采用搭接焊接工艺。
2.引线成形要求
(1)QJ3171的第4.5.2规定:截面为矩形的轴向引线元器件应符合QJ3171第4.4节“扁平封装元器件”规定的扁平封装元器件成形要求。弯曲过程应使器件两边引线基本对称,器件本体与印制电路板表面之间基本平行,如图11所示。
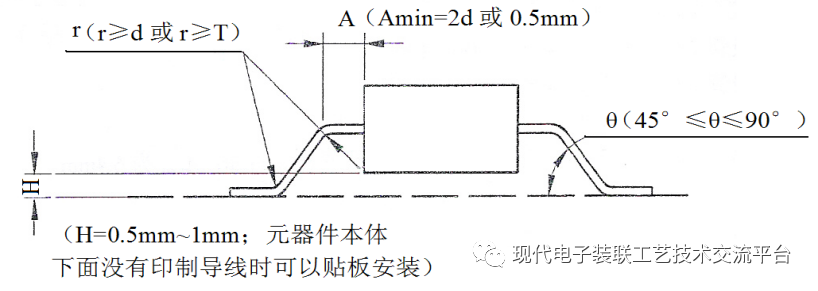
图11 扁平封装集成电路表面安装示意图
(2)QJ3171的第4.5.2规定:截面为圆形的轴向引线元器件引线在规定的位置上,按下列要求压扁后才能按图9-78的要求成形:
1)当引线直径不小于0.64mm时,压扁后的引线厚度T将为原直径d的 50%~70%,如图12所示;
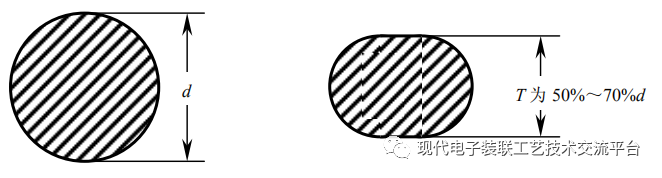
图12
2)当引线直径d小于0.64mm时,压扁后的引线厚度T将为原直径d的40%~60%,如图 13所示。

图 13
3)压扁后的引线弯曲外形如图14所示。
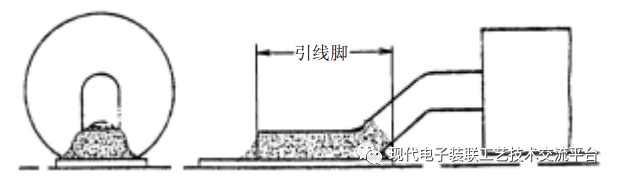
图14
(3)QJ3012第4.3.8.5规定:元器件引线线径不小于1.3mm时,一般不可弯曲成形,以免损伤元器件密封及引线与内部的连接。但对线径小于1.3mm的硬引线(回火引线),也不允许弯曲成形,必须成形时,需经批准后进行。
3.搭接要求
(1)端头搭接类型
QJ3171第4.1.1节“端头搭接”规定:端头搭接包括圆形和扁平引线两种,引线的成形应使其引线脚与焊盘相接触。引线脚翘起或离开焊盘表面高度不应超过0.25mm,如果采用丝网印刷,元器件引线成形应按相应的技术文件或工艺文件要求,如图15所示。
(2)圆形引线搭接要求
QJ3171第4.1.1.1节“圆形引线搭接”规定:圆形引线搭接在焊盘上的长度,最小为3.5倍引线直径,最大为5.5倍引线的直径,但不应小于1.25mm。引线剪切后的端面应离焊盘边缘至少为0.5倍引线直径。如图16所示。
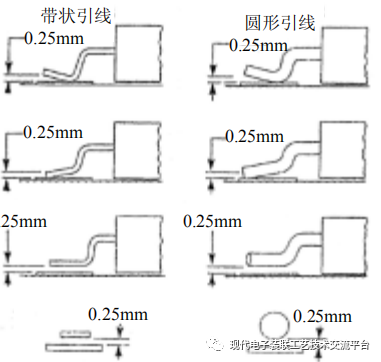
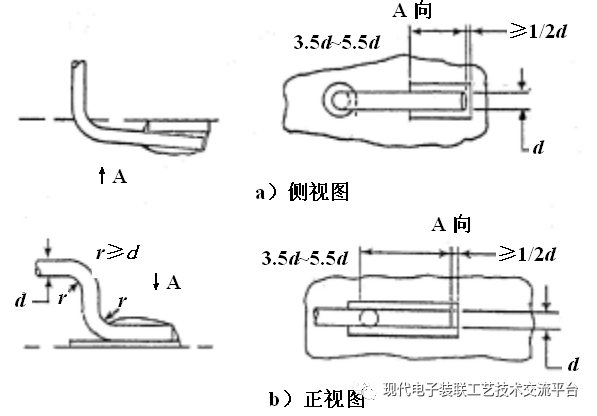
图15 端头搭接要求 图16 圆形引线搭接示意图
(3)扁平引线搭接要求
QJ3171第4.1.1.2节“扁平引线搭接”规定:扁平引线搭接在焊盘上的长度,最小应为3倍引线的宽度,最大为5倍引线的宽度(W),引线剪切后的端面离焊盘边缘至少为0.25mm。在扁平引线宽度小于0.50mm时,扁平引线的搭接长度不应小于1.25mm。如图17所示。
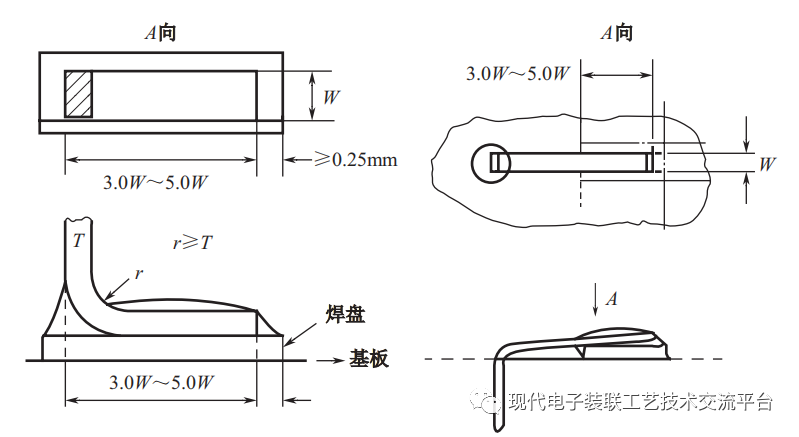
(a)扁平引线单面搭接 (b)扁平引线穿孔焊接
图17 扁平引线和连接焊盘焊接示意图
(4)端头折弯要求
QJ3171第4.1.2节“端头折弯” 规定:导线或元器件引线的折弯部分长度应不小于焊盘最大尺寸的0.5倍或0.80mm,取其中最大值,但不应大于焊盘最大长度。引线弯曲应沿着焊盘最长尺寸方向或沿与焊盘相连的印制导线方向折弯,如图18所示。
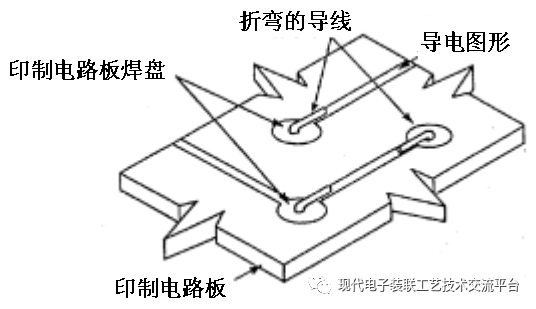
图18 端头折弯要求
(5)QJ165B第5.4.2.10规定:元器件安装后,引线端头采用弯曲连接时,应符合图19要求,包含了QJ3171的圆形引线搭接要求和扁平引线搭接要求。
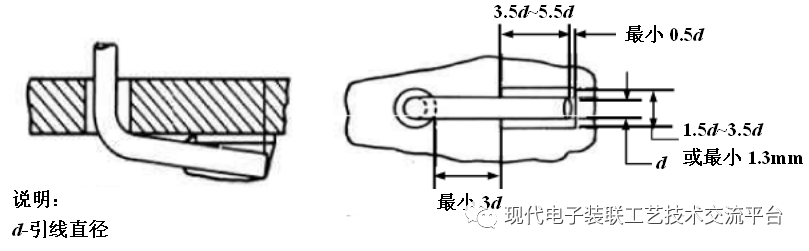
图19 元器件通孔插装引线弯曲搭接长度
(6)QJ3012第5.4节规定的通孔插装元器件穿孔搭接焊接,如图20所示。
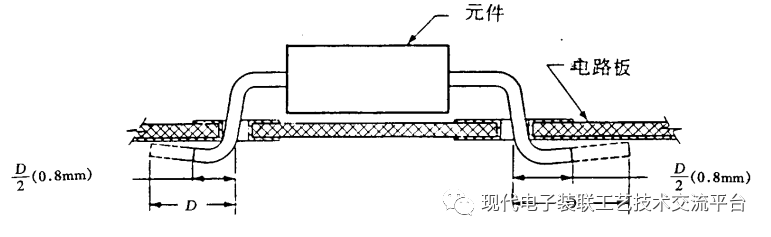
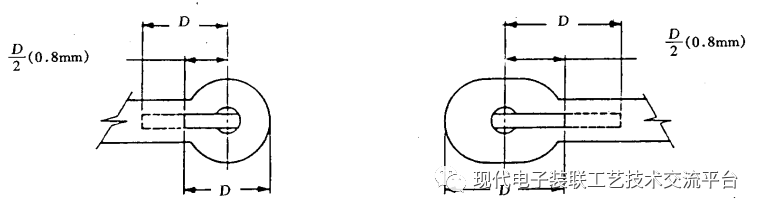
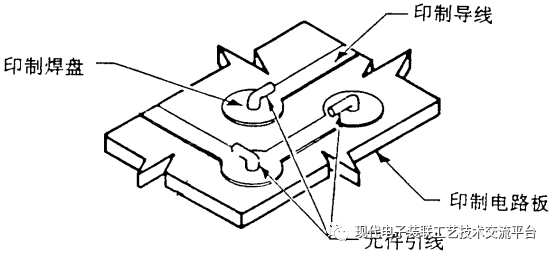
图20 QJ3012第5.4节的通孔插装元器件穿孔搭接焊接
(7)国外标准
1)NASA-STD-8739.3第8.5节规定:搭接端由圆形和扁平带状引线组成。最好的安装方式是元器件引线的焊脚整个长度与焊盘完全接触。元器件引线的焊脚部分与焊盘的表面之间的分离距离不应超过0.25mm。圆形引线与焊盘的搭接最小为3.5倍引线直径,最大为5.5倍引线直径,但是搭接长度决不能小于1.27 mm。引线剪切端到焊盘边缘的距离不能小于1/2引线直径。对于元器件本体和焊接焊盘位于PWB同侧的搭接连接,跟部焊料填充是强制性的。
2)NASA-STD-8739.3第13.6节第2条规定的拒收条件包括:对于搭接焊接,引线在焊盘上不合适地放置。插装元器件表面贴装时,元器件引线成形后与印制板平齐的部分应搭接在焊盘上,圆形引线与焊盘的搭接长度为3.5-5.5倍引线直径,但是搭接长度决不能小于1.27 mm,引线焊接部分在焊盘中央位置,引线距离焊盘边缘的距离应不小于0.2 mm,并且焊接后焊点跟部应填锡。
3)ECSS-Q- ST-70- 08C第8.4.4节规定:圆形引线搭接在焊盘上,其最小搭接长度为引线直径的3.5倍或1.3 mm,取大者;最大搭接长度为5.5倍引线直径。引线剪切端到焊盘末端的距离最少留有0.5倍导线直径的距离。引线末端不应伸出焊盘的边缘(适用于导线搭接焊接)。为了形成可靠的焊点,导线与印制板表贴焊盘搭接时,导线端头应与表贴焊盘末端存在0.5倍导线直径的距离。
4)国外标准分析 通过对引用的NASA-STD-8739.3和ECSS-Q- ST-70- 08C所规定的对元器件引线搭接要求的分析,我们可以看到,这些要求与QJ3012、QJ3171、QJ165B和QJ3117A的要求都是相同的。
4.通孔插装元器件穿孔搭接焊接要求
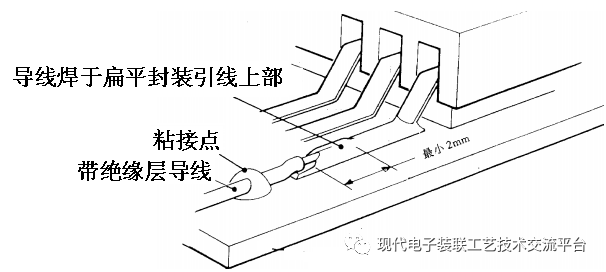
QJ3117A第5.4.12规定:高频电路中的导线端头与电子元器件引线若采用搭接,导线端头与电子元器件引线应平行紧靠。焊料应均匀渗入到搭接的导线端头和电子元器件引线之间,焊接点表面应光滑。导线端头和电子元器件引线不应起翘,焊料不应流入导线和电子元器件的根部。
5.插装元器件贴装焊接缺陷案例
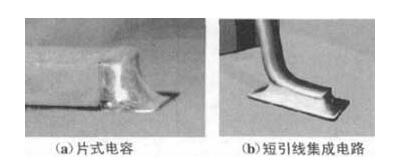
(1)引线成形后与印制板搭接的部分过长,使引线未完全搭接在表贴焊盘上,引线跟部伸出表贴焊盘末端,从而导致引线跟部未填锡,产生不可靠的焊接连接。见图21所示。

图21 元件引线成形缺陷导致不可靠的焊接连接
(2)引线成形后与印制板搭接的部分过短,导致导线与印制板焊盘搭接长度不足。
五.导线在印制电路板焊盘上的搭接焊接工艺技术要求
1.导线在普通印制电路板焊盘上的搭接应满足QJ3117A第5.5条“导线与印制电路板的焊接”的要求。
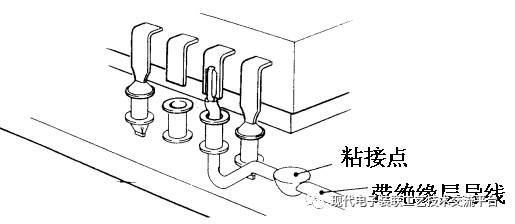
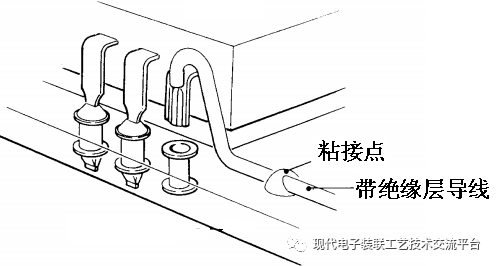
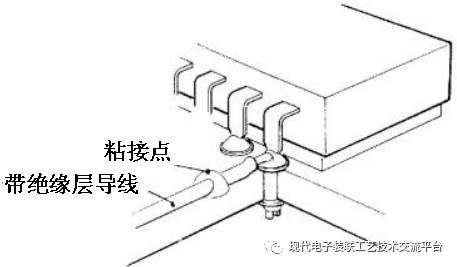
导线与印制电路板的焊接可用搭焊或通孔焊接,导线应按QJ3117A图10的要求穿孔,应采取应力消除措施。搭焊如图22所示。并按要求进行成形和在穿孔出作粘固处理。
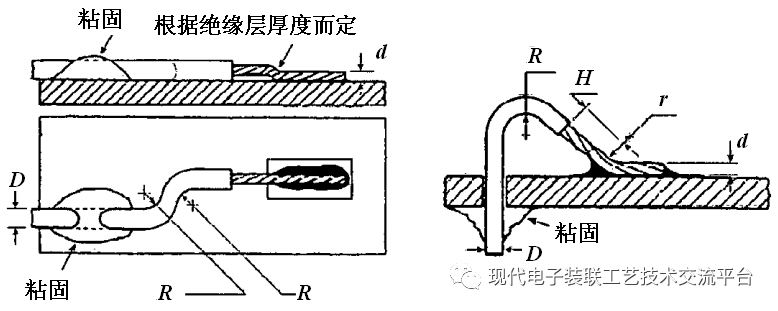
图22 QJ3117A图10
图中:d—导线芯线直径;D—导线直径;H—绝缘间隙,1mm≤H≤2mm;R—导线弯曲半径,R≥2D;L—导线芯线露出印制电路板的长度,L=l.5mm土0.8mm;r—导线芯线弯曲半径,r≥2d。
2.QJ3117A第5.5条给出了导线与印制电路板焊接前导线的穿孔粘固和成形要求,但QJ3117A并没有给出搭接用的导线线芯的直径的范围、导线线芯所要搭接焊接的焊盘的设计要求、导线线芯与搭接焊接的焊盘的匹配关系。
3.按照QJ3012关于“不得共用焊盘,不得焊接在印制导线上,不得焊接在金属化孔焊盘上,不得焊接在其它元器件的引线或焊端上”的规定;搭接的导线芯线必须焊接在为搭接导线芯线设计的焊盘上。
4.搭接用的导线线芯的直径的范围
(1)并不是所有导线都允许搭接焊接。鉴于QJ3117A并没有给出搭接用的导线线芯的直径范围,参照QJ3171第4.5.1节“只有元器件重量小于1.4g时,才能采用小型轴向引线元器件的表面安装。”搭接用的导线线芯的直径应与重量小于1.4g的元器件引线的线径相同。
(2)元器件引线使用的是线径(直径),而导线的规格一般使用的截面积。根据S=πr2计算出与截面积相对应的导线线芯直径。式中:S-导线线芯截面积;r-导线线芯半径;π-圆周率,取3.14。
则:芯线截面积为0.12mm2的导线的线芯直径约为0.4mm;
芯线截面积为0.2mm2的导线的线芯直径约为0.5mm;
芯线截面积为0.30mm2的导线的线芯直径约为0.6mm;
据不完全了解通孔插装1/4W电阻的重量为1.5g,其引线直径为0.6mm,按此计算,即允许导线芯线截面积小于0.30mm2的导线线芯搭接焊接。
5.导线搭接焊接用贴装焊盘的设计
鉴于QJ3117A并没有给出导线线芯所要搭接焊接的焊盘的设计要求,参照QJ165B第5.4.2.11节“跨接线的安装应符合轴向元器件的安装要求”和QJ165B第5.4.2.10的“元器件安装后,引线端头采用弯曲连接时应符合图5的要求”的规定,导线搭接焊接用贴装焊盘的设计应符合图23的要求。
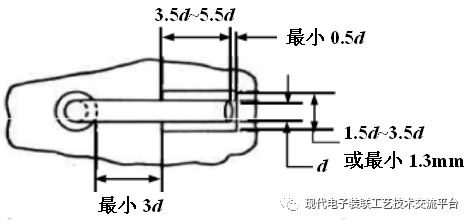
图23 导线搭接焊接用贴装焊盘的设计
6.导线贴装焊接判据
(1)合格
1)导线在印制电路板焊盘上的搭接焊接应符合图22。
2)导线与焊盘匹配关系如图23所示。
3)引线长度和焊料填充长度等于(P),如图24所示。
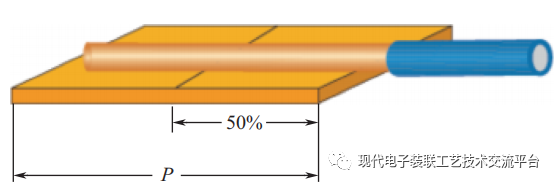
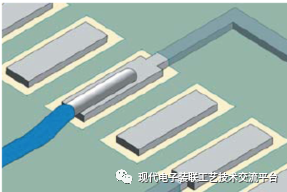
图24 导线与焊盘的合格搭接焊接
4)焊料应均匀渗入到搭接的导线端头和焊盘之间,焊接点表面应光滑。导线端头不应起翘,焊料不应流入导线绝缘层。
(2)不合格
1)导线搭接导线端头伸出表贴焊盘,如图25所示。
2)导线搭接导线端头伸出表贴焊盘,如图26所示。


图25 导线搭接导线端头伸出表贴焊盘
图26 导线搭接导线端头伸出表贴焊盘
3)导线钩接焊接在元器件的引脚和焊盘上,如图27。
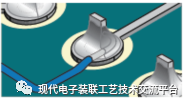
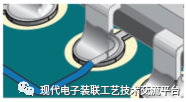
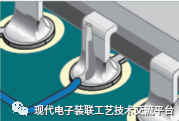
图27 导线焊接在元器件的引脚和焊盘上
4)导线搭接在元器件引脚上,如图28。

a) b) c) d)
图28 导线搭接在元器件引线上
5)导线搭接在装有表面贴装元件的焊盘上,如图29。
6)导线搭接在表面贴装元件焊端上,如图30。
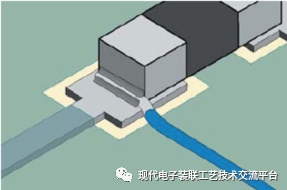
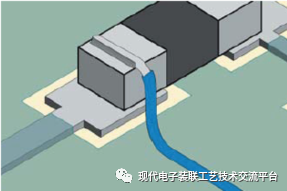
图29 导线搭接在装有表面贴装元件的焊盘上 图30 导线搭接在表面贴装元件焊端上
7)多根导线与片式元件共同焊接在表面贴装焊盘上,如图31。
8)导线搭接在金属化孔上,如图32。
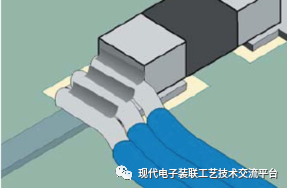
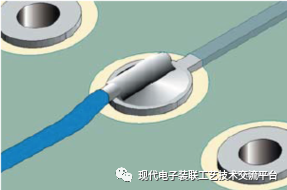
图31 多根导线与片式元件共同焊接在表面贴装焊盘上 图32 导线搭接在金属化孔上
9)导线垂直搭接在焊盘上,如图33。
10)多根导线搭接在表面贴装焊盘上,如图34。
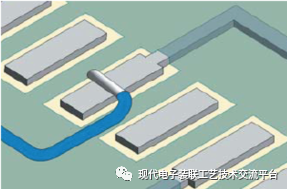
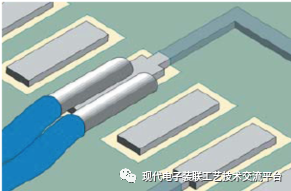
图33 导线垂直搭接在焊盘上 图34 多根导线搭接在表面贴装焊盘上
11)焊料流入导线绝缘层如图35所示,助焊剂浸入绝缘层如图36所示。

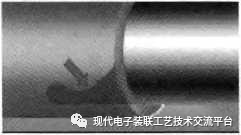
图35 焊料流入导线绝缘层 图36 助焊剂浸入绝缘层
7.正常设计标准、工艺标准和返修标准的区分
对于导线在印制电路板上的搭接焊接,有人提出ECSS-Q-ST-28C《空间使用印制电路板组件的维修和变更》返修标准是允许导线顺搭在表贴引线上及双列直插引线上的;导线顺搭在表贴引线上及双列直插引线上在QJ2940A《航天用印制电路板组装件修复和改装技术要求》里也有完全相同的展示;如图37所示。
a) b)
c) d)
图37 ECSS-Q-ST-28C允许的导线搭接连接
这里就存在返修标准的适用性问题,也就是ECSS-Q- ST-70- 08C《高可靠性电连接的手工焊接》标准与ECSS-Q-ST-28C《空间使用印制电路板组件的维修和变更》标准或QJ2940A《航天用印制电路板组装件修复和改装技术要求》的区别;正常的设计和工艺与返修是有严格区别的,返修是要影响可靠性的,返修标准上允许的或合格的做法并不表示在正常情况下就允许或表示合格,这里有一个质量控制问题;产品的返修是针对不合格产品而言的,按QJ2940A总则的规定,印制电路板返修中添加导线采用搭接(或其它连接方式)属于修复和改装范畴,必须严格遵循QJ2940A总则的规定,遵循修复和改装的相关要求,并结合产品的技术条件和使用环境要求制定严格的返修质量控制程序,具体参见本章9.9“高可靠电子整机与单元电装返工返修工艺程序控制”。
8.严格区分军用(空间)产品和民用产品返修标准中对导线搭接焊接的不同要求
军用产品产品返修标准有QJ2940A,民用产品返修标准有IPC-7711B/7721B;在导线搭接连接的要求上QJ2940A(ECSS-Q-ST-70- 08C)与IPC-7711B/7721B也不相同。
在ECSS-Q-ST-28C和QJ2940A标准中只有图37所示的四种搭接焊接可以在返修允许中允许使用,而在IPC-7711B/7721B中还有图27c,图28,图29和图32可以在返修允许中允许使用。我们把QJ2940A允许的搭接方式和IPC-7711B/7721B允许的搭接方式进行比较,发现除了图37c所示的QJ2940A允许的搭接方式和图28c所示的IPC-7711B/7721B允许的搭接方式基本相同外,其余都是不一样的。
因此,即使在返修中应用导线搭接方式,也必须严格执行ECSS-Q-ST-28C和QJ2940A标准规定的要求。
审核编辑:黄飞



















 工商网监
工商网监
评论