Protel布线设计注意事项
1. 单面焊盘:不要用填充块来充当表面贴装元件的焊盘,应该用单面焊盘,通
2009-07-02 12:11:22 4444
4444 分析PCB抄板软件Protel在PCB走线中的注意事项
1. 过孔与焊盘: 过孔不要用焊盘代替,反之亦然。 2. 单面焊盘: 不要用填充块来
2009-11-09 09:16:171396 线路板上焊盘的结构是怎样的?
2021-02-19 07:30:13
求助,线路板上打出来一个自定义形状的孔,不要焊盘,用于定位.
2012-07-11 14:16:35
合金的时间几个部分。线路板焊接时间要适当,过长易损坏焊接部位及器件,过短则达不到要求。线路板焊接方式 关于线路板的焊接方法,小批量的焊接方法,多采用手工焊接方式,对于大批量的电子产品生产,则采用浸焊
2013-08-22 14:48:40
方法,小批量的焊接方法,多采用手工焊接方式,对于大批量的电子产品生产,则采用浸焊与波峰焊的办法.线路板焊接设备 在整个焊接过程中,使用手工焊接方法,使用的工具多为电烙铁,电烙铁分为外热式电烙铁和内热
2013-08-27 15:57:13
线路板焊接方式 关于线路板的焊接方法,小批量的焊接方法,多采用手工焊接方式,对于大批量的电子产品生产,则采用浸焊与波峰焊的办法. 线路板焊接设备 在整个焊接过程中,使用手工焊接方法,使用的工具多为电烙铁,电烙铁分为外热式电烙铁和内热式烙铁.在批量的线路板焊接过程中,使用的设备为:波峰焊机
2013-09-17 10:36:21
线路板的焊接方法,小批量的焊接方法,多采用手工焊接方式,对于大批量的电子产品生产,则采用浸焊与波峰焊的办法.线路板焊接设备 在整个焊接过程中,使用手工焊接方法,使用的工具多为电烙铁,电烙铁分为外热式电烙铁和内热式烙铁.在批量的线路板焊接过程中,使用的设备为:波峰焊机.
2018-08-29 16:36:45
及器件,过短则达不到要求。 线路板焊接方式 关于线路板的焊接方法,小批量的焊接方法,多采用手工焊接方式,对于大批量的电子产品生产,则采用浸焊与波峰焊的办法. 线路板焊接设备 在整个焊接
2018-11-23 16:55:05
请问FPC柔性板走线的注意事项有哪些?
2020-04-16 16:38:20
70℃。六、其他注意事项在高温状态下裸露的SMD LED,不要挤压它的环氧树脂部分,或者用其他尖硬物体刮擦,因为Epoxy 是非常脆弱的,极易损坏。AO-Electronics 傲壹电子 官网:www.aoelectronics.com 中文网:www.aoelectronics.cn
2017-07-27 10:45:16
`请问PCB板显影制作工序注意事项有哪些?`
2019-12-27 16:21:24
PCB线路板制造切片每个步骤的注意事项是什么?
2023-04-06 15:48:14
PCB线路板叠层设计要注意哪些问题呢?
2021-03-29 08:12:19
使用。 (7)刷涂后将线路板平放在支架上,准备固化,需要用加热的方法使涂层加速固化。如果涂层表面不平或含有气泡,在放入高温炉内固化应在室温下多放置些时间以便让溶剂闪蒸出来。 注意事项 1、在喷涂
2021-02-05 15:13:40
一个个功能强大的电子产品,拆开外壳的包装,内部的核心元器件都集中在PCB板上,对于普通用户来说,不需要了解其制作的原理或注意事项,但如果是PCB行业或电子行业的从业者,那就得了解PCB制作的过程
2022-01-26 06:20:53
); 线与线的间距,线与过孔的间距,覆铜间距,得达到制版厂的要求,一般10mil即可(制版厂设备技术); 投板之前进行规则检查,关键查漏短路和开路这两项; 元器件布局时距离板边至少2mm的距离; 以上就是小编为您整理的 PCB制版的注意事项,如想了解更多有关线路板打样的知识,敬请关注1
2018-08-02 22:39:20
使用PADS的印制板设计软件PowerPCB进行印制板设计的流程和一些注意事项
2021-04-23 06:52:58
PLL的好处是什么PLL是什么工作原理PLL的使用技巧?有什么注意事项?
2021-04-23 06:54:07
Pcb抄板的注意事项是什么?
2021-04-26 06:35:49
TDR的分辨率怎样来确定?用TDR来测试PCB板上线路阻抗的时候有哪些注意事项?
2021-05-06 07:57:06
TouchGFX怎么使用?有哪些注意事项?
2021-10-14 06:47:30
焊不得超过3次。4. 用力按压显示部位,会产生异常显示,这时断开电源,稍待片刻,重新上电,即恢复正常C. 模块存储注意事项若长期(如几年)存储,我们推荐以下的方式:1. 装入聚乙烯口袋(最好有防静电
2009-03-01 11:50:50
手工焊效率高,焊点美观! (3)剪脚:市场上通用的剪脚方式都是使用手推式的线路板切脚机。优点:效率高,切脚整齐美观。成本大概在3000-6000不等。当然相对于小批量开发制作的那么斜口钳也是不错
2016-09-19 21:09:45
烙铁手工焊效率高,焊点美观! (3)剪脚:市场上通用的剪脚方式都是使用手推式的线路板切脚机。优点:效率高,切脚整齐美观。成本大概在3000-6000不等。当然相对于小批量开发制作的那么斜口钳也是不错
2016-11-22 22:34:31
修正FPC底片变形相关方法的注意事项: 1、剪接法: 适用:线路不太密集,各层底片变形不一致的底片;对阻焊底片及多层板电源地层底片的变形尤为适用; 不适用:导线密度高,线宽及间距小于0.2mm
2018-06-05 21:25:23
怎样去安装.Net Micro Framework开发板?使用.Net Micro Framework开发板有哪些注意事项?
2021-10-11 06:38:37
布线处放置焊盘,将该焊盘设置成需要走线的形状,要注意把焊盘孔设置为零。 3, 在阻焊层放置线,此方法最灵活,但不是所有线路板生产商都会明白你的意图,需用文字说明。在阻焊层放置线的部位会不涂阻焊剂
2018-09-14 16:12:02
线路板时常犯的一个错误是大面积敷铜上没有开窗口,而由于印制线路板板材的基板与铜箔间的粘合剂在浸焊或长时间受热时,会产生挥发性气体无法排除,热量不易散发,以致产生铜箔膨胀,脱落现象。因此在使用大面积敷铜
2018-05-09 10:14:13
,如特性阻抗等。同时为自动锡焊提供阻焊图形;为元器件插装、检查、维修提供识别字符和图形。 那么线路板加工是怎样的呢?我们打开通用电脑的健盘就能看到一张软性薄膜(挠性的绝缘基材),印上有银白色(银浆
2018-09-13 16:13:34
变频串联谐振耐压试验装置操作注意事项及接线注意事项有哪些?
2021-10-26 06:38:31
四层板设计概念与注意事项
2019-08-14 10:24:13
`请问工控医疗双面PCB线路板布线注意事项有哪些?`
2020-03-26 16:40:18
汽车电脑板的维修有哪些注意事项?
2021-11-11 07:41:17
使用PROTEUS来设计其印刷电路板的一般设计步骤与注意事项用PROTEUS7.5制作印制电路板的注意事项
2021-04-26 07:03:52
电路PCB布局注意事项电路PCB布线注意事项
2021-03-01 08:22:41
超级电容应用的注意事项看了就明白
2021-03-29 08:17:24
全新一代农药残留检测仪操作的注意事项有哪些【云唐厂·YT-NY24
2021-03-23 10:53:19
分享线路板制程防焊资料下载
2006-05-28 00:56:44 37
37 PCB激光打标机不宜在哪些场合使用及其操作注意事项随着激光科技的快速发展激光打标机也获得了快速的发展。激光设备标刻技术在各行各业深受追捧,随着市场需求的不断扩大,市场竞争也增强,各行业
2023-08-18 10:00:39
使用方法和注意事项,对于保障工程质量和提高工作效率具有重要意义。下面我们就介绍倾角仪使用的5大注意事项。 1、安装位置:保证倾角仪的安装面与被测物体的安装面
2024-03-28 15:24:56
pcb设计注意事项一.焊盘重叠焊盘(除表面贴装焊盘外)的重叠,也就是孔的重叠放置,在钻孔时会因为在一处多钻孔导致断钻头、导线损伤。
2009-01-18 13:14:121176 线路板
线路板又称:PCB板,铝基板,高频板,PCB电路板,PCB,电路板,印刷线路板, 昆山线路板, 昆山电路板,软性板,柔性板等等。
2009-09-30 09:15:473142 PCB抄板软件Protel在PCB走线中的注意事项
1. 过孔与焊盘: 过孔不要用焊盘代替,反之亦然。 2. 单面焊盘: 不要用填充块来充当
2009-11-01 16:41:111336 印制电路板的版面设计注意事项
在常用的印制电路板类型中,版面设计应注意的事项详细说明如下:
2009-11-19 09:41:431718 电容的用途及注意事项
什么电路板都要用到电容,但如果用得不好,后果很严重!下面介绍电容的用途及注意事项。
什么是好
2010-01-14 10:31:422285 冬季MP3 MP4使用保养注意事项
冬季使用MP3 MP4时,要注意三个部件:屏幕、电池和线路板。
屏幕:
2010-02-01 15:54:351148 在设计PCB板时应注意的一些基本事项:相关PCB设计参数详解以及相关注意事项
2012-05-09 16:05:363727 个人总结四层板布线注意事项,感兴趣的小伙伴们可以看看。
2016-07-26 16:29:360 设计高速电路板的注意事项,可以下来看看。
2016-12-14 21:50:030 设计高速电路板的注意事项
2017-01-28 21:32:490 PCB印刷板入门、工艺、常见问题以及注意事项和解决方法 PCB印刷线路板入门简介 PCB是英文(Printed Circuie Board)印制线路板的简称。通常把在绝缘材上,按预定设计,制成印制
2017-09-07 20:11:040 Hercules设计进阶--电路板设计注意事项1
2018-08-20 00:17:004167 Hercules设计进阶--电路板设计注意事项2
2018-08-08 00:35:003819 变压器的注意事项有哪些内容。油浸式试验变压器注意事项1.试验前应先检查被试品是否停电,接地放电,一切对外连线是否擦干净,严防将试验电压加到有人工作的部位上去。2.接好试验装置的接线后,应复查无误后才
2018-09-13 11:59:462668 平时我们所看见的线路板表面一层绿色的表膜,其实这个是线路板阻焊油墨,它被印刷在PCB上主要是为了阻止焊接,因此也叫防焊油墨。我们最常见到的PCB阻焊油墨有绿色、蓝色、白色、黑色、黄色和红色,以及其他各种各样少见的颜色。
2019-04-22 15:21:5329600 线路板使用过程中,经常出现焊盘脱落,尤其是在线路板返修的时候,在使用电烙铁时,非常容易出现焊盘脱落的现象 ,在本文中对焊盘脱落的原因进行一些分析,也针对原因采取相应的对策。
2019-04-22 15:34:3494462 阻焊油墨,是一种用于焊接过程采用的墨水,在印制电路板丝印阻焊油墨操作中,最应注意事项的是阻焊油墨地选择及其保存。
2019-04-26 14:32:117083 腐蚀电路板相对而言是有一定的危险性的,所以在腐蚀的过程中我们应该注意一些事情,这些事情虽然小,但是却是不容忽视的,下面我们就通过三个方面来说说腐蚀线路板时要主要的事项。
2019-06-03 09:22:2218314 印刷线路板连接器也叫PCB连接器,是电子连接器的一种,专门用来连接和固定印刷线路板的连接器件,通常采用针脚压入式,具有超强的FPC线缆夹紧力。
2019-07-05 15:13:295830 PCB线路板快速制作机的使用技巧以及注意事项说明
2020-03-14 17:26:422033 电路板经过回流焊时大多容易发生板弯板翘,严重的话甚至会造成元件空焊、立碑等情况,应如何克服呢?PCB线路板变
2019-08-19 10:56:214929 可根据线路板设计选择合适的刀具,而DK操作界面的刀具选择参数,建议选择略小于PROTEL PCB文件设计中的安全距离(例如选择0.38mm的刀具,刀具参数宜选择0.36mm),必须在打开文件后看看
2019-09-20 14:33:531134 PCBA加工是一个严谨的过程,稍不注意就会产生生产事故。轻则损坏线路板造成经济损失,重则发生安全事故,威胁人身安全。所以在PCBA加工的过程中,设计人员和工人必须严格了解PCBA加工过程的注意事项:
2019-10-14 11:41:307043 pcb线路板沉铜的注意事项有哪些呢?在pcb线路板制作过程中,沉铜是一个影响线路板质量好坏的重要工序,如果出现一些缺陷,就会导致线路板报废,因此对于pcb线路板沉铜就需要注意一些问题,具体内容下面来介绍。
2020-02-27 11:16:418085 在设计方案髙速PCB线路板的全过程中,看起来简易的焊盘,一没留声很将会就会给线路板产生挺大的负面影响。
2020-03-22 17:17:003399 首先要和电路板制作生产厂家说明的是线路板打样所使用的材料是什么,目前较为使用较为普遍的是FR4,其主要原材是环氧树脂剥离纤维布板,不仅环保而且更耐用。
2020-05-19 15:26:102779 在SMT工厂的贴片加工之前有一道不是特别被人注意工序的,那就是烤板。电子加工厂中一些存放时间过长和存放环境湿度导致不符合SMT贴片加工要求要求的线路板经过合理的烤板加工程序之后可以去除掉多余水分,从而有利于加工的品质,使SMT贴片元器件和焊盘更好的结合在一起。下面和大家简单介绍一下烤板的注意事项。
2020-06-15 09:20:439873 对于老练的工程师来说,线路板设计很简单,各种需要注意的事项以及操作技巧都是信手拈来,十分熟练。而对于新的工程师来说,线路板设计技巧有难度,毕竟自己的熟练度不行,设计方面也会有所问题。所以,了解线路板设计是非常有必要的。那么,线路板设计技巧都有哪些呢?
2020-07-06 10:25:344973 FPC柔性线路板使用注意事项: 1.FPC柔性线路板都会经过表面镀层处理,可有效防止氧化,储存时对环境有一定的要求,温度需控制在25C以下,湿度需控制在50%-70%范围内。 2.FPC柔性线路板
2020-08-07 16:03:481925 PCB 线路板叠层设计要注意哪些问题呢?下面就让专业工程师来告诉你。 做叠层设计时,一定要遵从两个规矩: 1. 每个走线层都必须有一个邻近的参考层(电源或地层); 2. 邻近的主电源层和地层要保持
2022-12-08 10:27:501595 回流焊接是SMT特有的重要工艺,焊接工艺质量不仅关系着正常生产,也关系着最终产品的质量和可靠性。那么今天,我想来给大家分享几个高温隧道炉的进板操作注意事项? 高温隧道炉的进板操作注意事项: 1、确认
2021-04-10 10:32:58844 LT5515-板级设计问题和注意事项。
2021-04-21 17:20:012 EE-352:裸露焊盘封装的焊接注意事项
2021-05-25 12:37:466 本文将介绍实际制作这种浪涌抑制电路时电路板布局方面的注意事项。
2022-03-29 17:42:544786 
PCBA板不能随便清洗,需要有严格的要求和注意事项,以下是PCBA板清洗规则,对PCBA板清洗的目的、必要性及过程中的一些注意事项。 SMT贴片加工PCBA板清洗的目的: 一般电子产品PCBA的组装
2022-09-23 10:52:002729 
电子发烧友网站提供《触摸按键测试板PCB设计注意事项.pdf》资料免费下载
2022-10-25 15:41:4920 ULLGA 封装的电路板安装注意事项
2022-11-15 19:42:010 一站式PCBA智造厂家今天为大家讲讲PCBA加工中波峰焊对元器件布局需要注意什么?波峰焊元器件布局注意事项。
2022-12-01 09:27:342807 PCBA线路板电焊焊接性事实上是PCBA线路板电焊焊接的影响因素,关键由下列四个要素决策。PCBA线路板运用贴攒机是将一些微中小型的零件贴放到PCBA线路板板上
2022-12-01 09:31:431403 使用注意事项
2023-03-17 20:14:541 一站式PCBA智造厂家今天为大家讲讲PCBA板运输包装应该注意什么?PCBA板运输包装注意事项。电路板PCBA加工完成后,就要打包装运送到客户手里去,因此PCBA板打好包装很重要,不然辛辛苦苦做出来
2023-04-03 09:29:192423 ,所以PCBA厂家需要严格按照规范操作,交给客户让人满意的产品。接下来深圳PCBA厂家为大家分享电路板返修的注意事项。 电路板返修注意事项 1. 电路板返修不要损坏焊盘。 2. 电路板返修不要影响元件的可用性。如果是双面焊接,一个元件需要加热两次;如果出厂
2023-04-06 09:42:162297 如图,第九道主流程为表面处理。表面处理的目的:顾名思义,是对线路板的表面进行处理,那线路板的表面是指什么呢?处理又是做什么呢?线路板的表面是指没有被防焊油墨覆盖的部分,比如焊盘、孔环、光标点,甚至
2023-03-24 16:59:472030 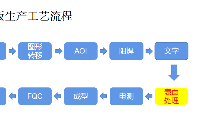
才能更大程度的保护我们的产品。本文施奈仕小编为大家简单介绍防焊胶的应用特征、使用工艺和注意事项。防焊胶应用特征防焊胶能有效地帮助使用者最大限度地提高生产效率,产品
2023-05-15 11:03:471873 
使用注意事项
2023-07-07 19:04:510 设计高速电路板的注意事项
2022-12-30 09:22:064 设计高速电路板的注意事项
2023-03-01 15:37:565 展频IC布板注意事项
2023-04-14 10:12:054 关于线路板的有趣知识,你知道多少,按照线路板层数可分为单面板、双面板、四层板、六层板以及其他多层线路板。线路板的优 点大大减少布线和装配的差错,提高了自动化水平和生产水平,并不断地向高精度、高密度和高可靠性方向发展。接下来我给大家介绍一下线路板设计的主要流程是什么?线路板设计应注意那些事项?
2023-11-08 17:15:522453 pcb板线路腐蚀清洗注意事项
2023-11-24 17:21:172407 线路板阻焊掉油:一场对性能与寿命的挑战
2024-03-14 15:23:262325 SMT(Surface Mount Technology)贴片线路板设计是确保电子产品质量和性能的关键环节。以下是在进行SMT贴片线路板设计时需要注意的几个方面: 一、元件布局 合理分布 :元件应
2024-11-23 10:02:141215 多层板埋孔设计注意事项
2024-12-20 16:06:261298 一站式PCBA智造厂家今天为大家讲讲什么是PCB线路板?PCB的种类及定制PCB线路板的注意事项。在现代电子设备中,印刷电路板(PCB)是至关重要的组件之一。作为电子元器件的“家园”,PCB不仅承载
2025-01-17 09:30:581231
 电子发烧友App
电子发烧友App








 工商网监
工商网监
评论