PCB Layout爬电距离、电气间隙的确定
爬电距离的确定: 首先需要确定绝缘的种类: 基本绝缘:一次电路与保护地 工作绝缘 ① :一次电路内部;二次电
2010-01-25 09:05:28 6050
6050 机械加工工艺系统由机床、刀具、工件和夹具等组成,提高零件加工效率的途径有两条,即降低切削加工时间和降低辅助准备时间。
2020-05-21 11:41:311808 
时间是你通过寄存器告诉stm32采样模拟量的时间,设置越长越精确一 STM32 ADC采样频率的确定1. :先看一些资料,确定一下ADC的时钟:(1),由时钟控制器提供的ADCCLK...
2021-12-10 07:16:46
过程进行监控主要考虑以下几个方面:1.五金模架加工过程监控粗加工主要考虑的是工件表面的多余余量的快速切除。在机床自动加工过程中,根据设定的切削用量,刀具按预定的切削轨迹自动切削。此时操作者应注意通过切削
2019-08-15 11:45:23
换向器表面要求换向器表面加工特性换向器精车刀具选择
2021-01-22 06:39:45
教你怎样去选择连接待测器件与仪器的电缆和夹具?
2021-05-10 06:42:08
在数控铣床切削加工过程中,造成加工误差的原因很多,刀具径向跳动带来的误差是其中的一个重要因素,它直接影响机床在理想加工条件下所能达到的最小形状误差和被加工表面的几何形状精度。在实际切削中,刀具的径向
2019-08-01 07:11:34
/分)要选择主轴每分钟转数,必须首先知道切削线速度V应该取多少。V的选择:取决于刀具材料、工件材料、加工条件等。刀具材料:硬质合金,V可以取得较高,一般可取100米/分以上,一般购置刀片时都提供了
2016-10-13 10:49:58
、配合和夹具技术条件<br/>7—2机床夹具设计举例<br/>一、工件安装方案的确定<br/>二、夹具总图的绘制
2008-06-17 18:17:21
”、“刃口准备”等。为什么要进行刀具钝化经普通砂轮或金刚石砂轮刃磨后的刀具刃口,存在程度不同的微观缺口(即微小崩刃与锯口)。在切削过程中刀具刃口微观缺口极易扩展,加快刀具磨损和损坏。现代高速切削加工和自动化
2018-11-27 16:34:01
的限制,故刀具的刚性差,不能采用大的切削用量;加工孔时,切削区在工件内部,切削液不易进入切削区,排屑及散热条件差,加工精度和表面质量都不易控制。孔的加工方法有钻孔、扩孔、铰孔、镗孔、拉孔、磨孔、孔的光
2018-12-11 15:47:16
机械相关的英语单词金属切削 metal cutting机床 machine tool金属工艺学 technology of metals刀具 cutter摩擦 friction联结 link传动
2021-07-01 10:06:40
1.步进电机驱动器电压的确定
混合式步进电机驱动器的供电电源电压一般是一个较宽的范围(比如IM483的供电电压为12~48VDC),电源电压通常根据电机的工作转速和响应要求来选择。如果电机工作转速
2023-11-09 07:50:11
本文小编给你大家讲下电动机温升限度的确定与控制。
2021-01-27 07:26:15
通过主VI的确定按钮来触发子VI的确定按钮,连好线后点击没反应,还是只有进到子VI里面去电确定才行
2016-06-16 14:55:31
金属材料的切削加工性能切削加工性能是指材料是否易于切削加工的性能。它与材料种类、成分、硬度、韧性、导热性及内部组织状态等许多因素有关。有利切削的硬度为160~230HBS,切削加工性好的材料,切削容易、刀具磨损小,加工表面光洁。金属与塑料相比,切削工艺有不同的要求。
2017-08-25 09:36:21
常用刀具的切削参数
2008-12-31 00:35:39 127
127 力法基本原理、超静定次数的确定一.静定结构:1〉用静定平衡方程可以求出所有支反力;2>是一个几何不变,并无多于约束体系。由此看出超静定结构:1〉与静定结构反
2009-03-15 19:04:2522 制造工艺装备§2-1 金属切削刀具一、金属切削加工的基本概念二、刀具角度的标注三 、刀具工作角度的计算四、刀具材料 五.常用金属切削刀具种类及其用途简
2009-03-18 10:58:053 切削用量简明手册包括车、镗、车螺纹、钻、扩、铰、端铣、圆柱铣、立铣、滚齿轮与蜗轮和插齿等切削用量选择,分为车削、孔加工、铣削和齿轮加工四部分。各部分除常用的
2009-03-18 11:07:020 §3-1 金属切削变形过程§3-2 切削力的计算§3-3刀具磨损和刀具耐用度§3-4工件材料的切削加工性§2-5切削液的合理选用§2-6刀具的几何参数与切削用量
2009-03-18 14:40:1758 换路定律及初始值的确定:3.2 换路定律及初始值的确定3.2.1 换路定律通常,我们把电路中开关的接通、断开或电路参数的突然变化等统称为“换路”。我们研究的是换路后电
2009-05-10 00:04:4030 刀具基础知识及材料
刀具的工作角度 在切削加工过程中,由于刀具安装位置的变化以及进给运动的影响,使得参考平面坐标系的位置发生变化
2010-02-25 14:19:3132 右偏刀车端面的标注角度,车槽刀的标注角度(4)刀具的工作角度 在切削加工过程中,由于刀具安装位置的变化以及进给运动的影响,使得参考平面坐标系的位
2010-07-17 09:34:4294 切削用量三要素:进给速度,切削深度,金属切除率:单位时间内切除单位体积的多少.
2009-03-18 11:01:416251 
数控机床刀具的命名
(一) 按照刀具结构分:① 整体式,即刀具的切削部分和夹
2009-04-10 17:51:404152 削峰填谷最优时基于DSM分时电价的确定与分析
作为用户侧电价的一种,分时电价目前在世界各国得到了广泛的应用,而且分时电价是需求侧管理(DSM,Demand Service Managemen
2009-07-11 16:21:261467 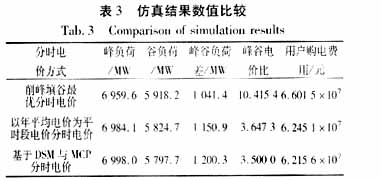
削峰填谷最优时基于DSM分时电价的确定与分析
作为用户侧电价的一种,分时电价目前在世界各国得到了广泛的应用,而且分时电价是需求侧管理(DSM,Demand Service Managemen
2009-07-23 08:53:00880 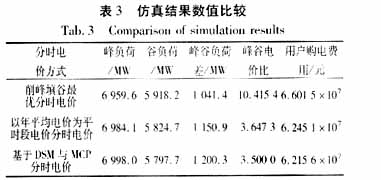
延迟时间的确定
2009-07-31 12:33:441325 数控机床刀具的分类
(一) 按照刀具结构分:① 整体式,即刀具的切削部分和夹
2009-07-31 19:27:127446
无铭牌电动机额定电流、功率的确定
2009-08-13 17:43:332117 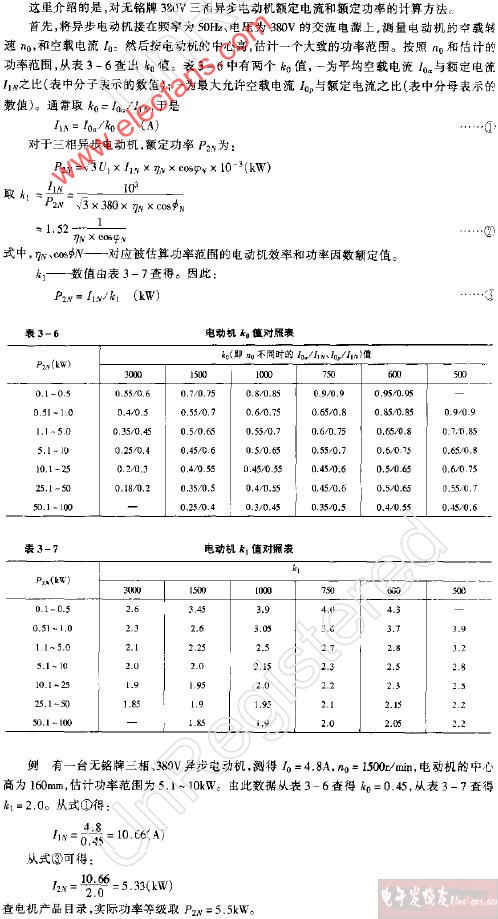
原电池正负极的确定
原电池正负极的确定 将铜锌两种金属放在电解质溶液中,用导线连接,便构成原电池的两极,如图
2009-10-21 08:41:566546 目前大型、整体航空结构件加工周期很长,如果加工过程中出现问题,导致零件报废,成本损失很大。另外出于安全性的考虑,相当一部分的高速机床主轴实 际转速偏低,切削用量欠优
2011-03-30 16:05:420 下面介绍的方法,包括着眼于使系统闭环极点落在希望的位置,依靠解析的方法确定PID参数;以及针对复杂的受控对象数学模型,借助于实验的方法确定PID参数 采用试探法,首先仅选择
2011-04-28 15:57:210 刀具状态监测方法根据切削加工工程和传感器类型一般可分为两种:直接监测方法和间接监测方法。表1说明了当前国内外刀具监测技术已进行或正在开发研究的常用检测方法。与直接监
2011-05-25 15:01:0238 MasterCAM铣削中提供公制、英制两类共6个刀具库,基本刀具在刀具库中都有收录,设置加工参数时,调用刀具库中刀具后切削参数即自动输入到对话框中
2011-06-10 10:54:069476 采用Boost的PFC电路输出电压纹波分析及输出滤波电容值的确定,个人收集整理了很久的资料,大家根据自己情况,有选择性的下载吧~
2015-10-28 10:23:41143 永磁同步电机转子磁极位置的确定与计算,下来看看
2016-05-04 15:26:2816 模糊控制中隶属度函数的确定方法_王季方
2017-02-07 18:37:161 PIN管控制电路功率容量的确定.顾颖言
2021-10-28 15:22:4912 的作用。因此合理使用和维护磨削液在加工过程中至关重要。 1. 切削液的作用在加工过程中采用湿式加工,可以大大提高刀具切削能力和使用寿命,提高产品精度,降低废品率。湿式加工采用切削液的主要优点是1)润滑作用:切削液可
2017-09-20 14:56:098 影响工件加工精度的因素有很多,比如夹具的安装、工件的热变形、刀具的磨损和工件的振动行为等等。本论文着重考虑机械加工的切削三要素对于工件加工精度的影响,并以沈阳机床厂提供的SIEMENS 808D系统
2018-01-26 15:22:172 影响切削过程的生产效率、加工质量和经济效益,甚至还会影响切削过程的正常进行。为了解决这一问题,在20世纪60年代,提出了一种机床的自适应控制方法,在切削加工过程中采用该方法能根据随时变化的实际切削条件及时修正切削用量。
2018-03-16 10:09:002272 
针对复合钻削刀具钻孔过程负载计算误差较大,负载动特性预测精度较低的问题,对复合钻削的切削负载动态过程进行了研究。基于斜角切削理论,针对主切削刃负载和倒角刃单元负载受力分析,分别建立了主切削刃和倒角
2018-03-09 15:20:260 针对盾构机刀盘的掘进效率问题,对振动切削原理、刀具运动轨迹与破岩机理、盾构刀盘建模、切削力学模型等方面进行了研究,将振动切削技术运用到盾构刀盘的开挖过程中,对刀盘振动切削过程中各项性能参数进行了分析
2018-03-26 13:48:541 为保证加工效率,车削自动化生产线需自行断屑,但有效断屑一直是金属加工中的难题。目前生产中主要采用带三维断屑槽的刀具以及合适的切削参数实现断屑,为获取有效断屑的断屑槽和切削参数,通行做法是试制刀具后进
2018-04-17 15:39:460 概率性确定(Probabilistic Finality) 是基于区块链的协议提出的确定性类型(例如,比特币的中本聪共识)。
2018-10-09 11:26:361035 数控加工中刀具的选择和切削用量确定是在人机交互状态下完成,要求编程人员必须掌握刀具选择和切削用量确定的基本原则,在编程时充分考虑数控加工特点,正确选择刀刃具及切削用量。
2019-08-24 10:06:4716148 
精密的机床配合先进的刀具、夹具,可提供出色的金属切削生产率。而刀柄作为切削刀具和机床主轴之间的关键性接口,选择、应用和维护最适合生产需求的刀柄很重要。
2020-02-08 20:04:151983 数控机床是依照编制的程序进行的,加工中的悉数工序、工步,每道工序的切削用量、走刀旅程、加工余量和所用刀具的标准、类型都需求预先断定好并编入程序中。这就触及技能处理疑问。
2020-04-19 09:18:151637 刀具材料的选择对刀具寿命、加工效率、加工质量和加工成本等的影响很大。刀具切削时要承受高压、高温、摩擦、冲击和振动等作用。
2020-04-20 15:36:293223 组合夹具又称为“积木式夹具”,它由一系列经过标准化设计、功能各异、规格尺寸不同的机床夹具元件组成,客户可以根据加工要求,象“搭积木”一样,快速拼装出各种类型的机床夹具。
2020-09-08 11:17:012338 正确使用切削液的另一个好处是有效地排除切屑,这也有助于刀具寿命的延长。如适当安放切削液的喷嘴,可防止铣刀和钻头的排屑槽被切屑堵死或排屑不畅。对于一些大工件的加工,或大进给量的强力切削、磨削,采用二排或多排的冷却液喷嘴,使之能充分冷却,有利于提高加工效率,保证加工质量。
2020-09-08 11:22:453477 现代高速切削加工和自动化机床对刀具性能和稳定性提出了更高的要求,特别是涂层刀具在涂层前必须经过刀口的钝化处理,才能保证涂层的牢固性和使用寿命。
2020-09-08 11:44:194006 一、切削液选择的一般步骤 切削液的选择,必须考虑机床、刀具、加工工艺等综合因素来确定,如图选择切削液的步骤。 在根据加工方法、要求精度来选择切削液之前,设置了安全性、废液处理等限制项目,通过这些项目
2020-09-27 11:02:051725 刀具断屑可靠与否,对正常生产与操作者安全都有着重大影响。在切削加工中,崩碎切屑会飞溅伤人,并易研损机床;而长条带状切屑会缠绕在工件或刀具上,易刮伤工件,引发刀具破损,甚至影响工人安全。
2020-12-24 15:30:43638 电子发烧友网为你提供切削加工质量与效率,切削用量的选择资料下载的电子资料下载,更有其他相关的电路图、源代码、课件教程、中文资料、英文资料、参考设计、用户指南、解决方案等资料,希望可以帮助到广大的电子工程师们。
2021-04-09 08:48:4468 电子发烧友网为你提供切削加工的主要规律:刀具磨损与刀具耐用度资料下载的电子资料下载,更有其他相关的电路图、源代码、课件教程、中文资料、英文资料、参考设计、用户指南、解决方案等资料,希望可以帮助到广大的电子工程师们。
2021-04-10 08:48:5010 电子发烧友网为你提供金属切削刀具的工作角度资料下载的电子资料下载,更有其他相关的电路图、源代码、课件教程、中文资料、英文资料、参考设计、用户指南、解决方案等资料,希望可以帮助到广大的电子工程师们。
2021-04-13 08:49:3410 电子发烧友网为你提供金属切削刀具的几何角度资料下载的电子资料下载,更有其他相关的电路图、源代码、课件教程、中文资料、英文资料、参考设计、用户指南、解决方案等资料,希望可以帮助到广大的电子工程师们。
2021-04-13 08:49:5338 电子发烧友网为你提供金属切削的刀具材料资料下载的电子资料下载,更有其他相关的电路图、源代码、课件教程、中文资料、英文资料、参考设计、用户指南、解决方案等资料,希望可以帮助到广大的电子工程师们。
2021-04-15 08:49:564 在CNC铣削中,可能因切削刀具、刀柄、机床、工件或夹具的局限性而产生振动。要减少振动,需要考虑一些策略。
2021-04-27 14:23:082890 宽带变容管调谐压控振荡器调频带宽的确定
2021-05-23 17:53:557 GPS接收机码间偏差DCB的确定(通信电源技术指标测试)-GPS接收机码间偏差DCB的确定
2021-08-31 15:34:3217 五金模架加工过程监控 粗加工主要考虑的是工件表面的多余余量的快速切除。在机床自动加工过程中,根据设定的切削用量,刀具按预定的切削轨迹自动切削。此时操作者应注意通过切削负荷表观察自动加工过程中的切削负荷变化情况,
2021-11-11 17:02:25363 STM32: ADC采样频率及相应时间的确定
2021-11-26 20:36:0519 选择自复式过欠压保护器的结构后,应选择自恢复过电压和欠电压保护器的电气参数。所谓电气参数的确定主要是指自恢复过电压和欠电压保护器的额定电压、额定电流和通断能力,其中一个重要问题是如何选择自复过电压
2022-02-28 22:30:172520 万能式断路器的结构选定后,应选择万能式断路器的电气参数。所谓电气参数的确定,主要是指万能式断路器的额定电压、额定电流和通断能力,一个重要的问题是如何选择万能式断路器的过流脱扣器的整定电流、保护特性
2022-03-02 22:48:322688 在CNC铣削中,可能因切削刀具、刀柄、机床、工件或夹具的局限性而产生振动,会对加工精度、表面质量、加工效率产生一定的不良影响。要减少切削振动,需要考虑相关的因素,以下做了全面的总结,供大家参考。
2022-03-25 09:50:122072 精车时,加工精度和表面粗糙度要求较高,加工余量不大且较均匀,因此选择精车切削用量时,应着重考虑如何保证加工质量,并在此基础上尽量提高生产率。因此精车时应选用较小(但不太小)的背吃刀量ap和进给量f,并选用切削性能高的刀具材料和合理的几何参数,以尽可能提高切削速度v。
2022-07-05 14:57:581071 粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。具体数值应根据机床说明书、切削用量手册,并结合经验而定。
2022-07-13 15:54:2210431 修改预加工的孔径尺寸;修改余量分配,合理选择切削用量;减少铰刀齿数,加大容屑空间或将刀齿间隙磨去一齿。
2022-10-20 16:11:27828 针对镍铁合金薄壁零件车削加工出现的问题,从零件材料特性、零件加工易产生变形等方面进行分析,通过改进零件热处理工艺、设计装夹夹具及零件装夹方法,合理选择刀具材料和刀具角度、切削用量,从而达到减小加工变形、保证零件加工精度的目的。
2023-02-09 09:21:371265 一、切削刀具的基本分类 按端部几何形状分: 平底端铣刀 平底R角端铣刀 球头端铣刀 可转位镶嵌式端铣刀 二、切削刀具的基本几何结构 三、切削刀具的几何精度 用于精加工的切削刀具,切削
2023-06-15 16:26:27795 
三维扫描仪在刀具行业的一些应用: 1. 刀具尺寸测量:通过CASAIM蓝光三维扫描仪,可以对刀具的尺寸进行精确测量。这包括刀具的长度、直径、刃长、刃厚等关键尺寸。通过测量和分析刀具的尺寸,可以确保刀具符合设计要求,提高切削精度
2023-06-16 16:04:29345 
应指出,采用氮冷却或二氧化碳冷却进行辅助的切削是一种干式加工,这种干式冷却不仅能冷却刀具、有助快速断屑和延长刀具寿命外,仍具有干切削加工所具有的众多经济、技术和生态效益。如图2。
2023-08-07 15:49:05211 
变压器充电端的确定原则 变压器是一种用于变换电压、电流的电气设备,除了传统用途以外,它还可以用于充电。在充电过程中,如何准确地确定变压器的充电端显得尤为重要。本文将从变压器充电功能和原理、变压器充电
2023-09-27 15:55:23345
 电子发烧友App
电子发烧友App



















 工商网监
工商网监
评论