 电子发烧友App
电子发烧友App


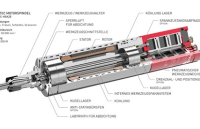
机床主轴轴承的选用主轴作为机床的关键部件,其性能会直接影响到机床的旋转精度、转速、刚性、温升及噪声等参数,进而影响工件的加工质量。为了保持优秀的机床加工能力,必须配用高性能的进口轴承。
机床主轴轴承的选用结构
主轴轴承的合理选用用于机床主轴上的轴承精度应为isop5或以上(p5或者p4是iso的精度等级,通常从低到高为p0、p6、p5、p4、p2),而对于数控机床、加工中心等高速、高精密机床的主轴支承,则需选用isop4或以上的精度级别。主轴轴承包括角接触球轴承、圆锥滚子轴承、以及圆柱滚子轴承等类型。1,精密角接触球轴承在上述的几种轴承中,以精密角接触球轴承的使用最为广泛。角接触球轴承的滚动体是球,因为它是一种点接触(区别于滚子轴承的线接触),所以能提供更高的转速、更小的发热量和更高的旋转精度。在一些超高速的主轴应用场合,还会采用陶瓷球的混合型轴承。与传统的钢球相比,陶瓷球材料自身的特点赋予了陶瓷球轴承具有高刚度、高转速、耐高温、寿命长的特点,从而满足客户对机床轴承产品的需求。(航五瑞提醒您注意,目前大陆地区陶瓷球混合轴承现货较少,在您选择此类进口轴承时,需注意货期)。就角接触球轴承的接触角而言,目前比较流行的15和25度的接触角;通常15度的接触角具有比较高的转速性能,而25度的接触角具有较高的轴向承载能力。由于预载的选择对于精密角接触球轴承应用的影响非常大,如在高承载、高刚性的场合,一般会选用中型或重型的轴承预载;而针对一些高转速、高精度的应用场合,在进口轴承的早期选型中,需要注意选择合适的预载。预载一般分成轻型、中型、重型三种,一般轻预载比较常见。为了方便客户的使用,一般会有万能配对精密角接触球轴承形式。该类进口轴承免去了客户的预载调节,从而节省了安装时间。2,精密圆锥滚子轴承在一些重载且对速度有一定要求的机床应用场合中,如锻件的荒磨、石油管道的车丝机、重型车床和铣床等,选则精密圆锥滚子轴承是一种比较理想的方案。由于圆锥滚子轴承的滚子是线接触的设计,因此它能为主轴提供很高的刚性和承载;另外,圆锥滚子轴承是一种纯滚动的轴承设计,它能很好地降低轴承运转扭矩和发热,从而确保主轴的转速和精度。由于圆锥滚子轴承能够在安装过程中调节轴向预载(游隙),这能让客户在轴承的整个使用周期中更好地优化进口轴承游隙调节。此外,在一些内圈挡边线速度大于30m/s的高速应用中,某些特殊设计的圆锥滚子轴承也能满足要求。对于圆锥滚子轴承的精度选择而言,isop5级的进口轴承主要应用在传统的车床和铣床中,如果是加工中心,磨床等应用,通常会选择isop4级或以上的高精密轴承。在主轴设计中,比较常见的圆锥滚子轴承布局有两种。第一种是前端和后端采用一个圆锥滚子轴承,并采用面对面的安装方式,这类设计结构紧凑,刚度高且便于安装和调节。第二种是采用两个圆锥滚子轴承面对面安装作为主轴的前端,而后端使用一个双外圈、两个单内圈的轴承作为浮动端使用;由于具有浮动能力,这类设计能很好地承受主轴的轴向热膨胀,且刚度很高,保证了机床的精度。3,精密圆柱滚子轴承在机床主轴的应用中,双列精密圆柱滚子轴承也会被使用到,通常与精密角接触球轴承或推力轴承组合应用。此类进口轴承能承受较大的径向载荷并允许有较高的转速。进口轴承中的两列滚子以交叉方式排列,旋转时波动频率比单列轴承大幅提高,振幅降低60%-70%。此类进口轴承通常有两种形式:nn30、nn30k两个系列轴承内圈带挡边,外圈可分离;nnu49、nnu49k两个系列轴承外圈带挡边,内圈可分离。
机床主轴轴承拆卸方法
当机床主轴受损需要更换时,应当先拆下原有主轴,再将新主轴组装好后,打完动平衡,再重新安装到机床上,才可以使用机床。这里应当注意,新主轴的零部件可以使用原主轴上尚好的零部件,比如完好的轴承等,但是组装完后,应该做动平衡试验,然后才可以用,如果动平衡不好的话,那么噪声相当大,而且轴承等零部件易损坏。
首先是拆卸损坏主轴。先拿去顶部气缸,再拧下叠簧压块,注意叠簧压块里面有紧固用的顶丝,应先松掉顶丝再松螺纹,在拿下九对叠形簧片和挡圈,要想拆下主轴芯部,就得先拿下带轮而带轮又用背紧螺母压着,先拧下背紧螺母上的压紧螺钉,而后拆下背紧螺母,这样皮带轮就可以卸下来了。最后要拿下主轴芯部——包括柱体及内、外套的整个部件,这事至少需要两个人,一个人拆掉轴承端盖螺钉,一个人注意保护,用手托住主轴柱体底部,当轴承端盖被卸下来后,主轴芯就可以掉下来,这时两个人同时在下面扶着主轴芯部,如果芯部拿不下来,可以用钢棒轻轻的在上面往下敲,最后拿下主轴芯部。
机床主轴轴承安装方法
然后就是主轴的安装了。在安装主轴前,要做到以下几点:
1、将拉杆和推杆相互拧紧——它俩靠螺纹连接。
2、用汽油清洗壳体内壁和主轴外套,以免安装时有杂质进入,影响配合质量,这时主轴外套尺寸为φ110mm±0.0065mm,它和壳体的内壁为过渡配合。
3、九对叠簧由于机床长期使用而布满油性灰尘,应用汽油或煤油清洗干净,然后加上黄油——锂基脂或钙基脂,这样可以延长叠簧的使用寿命。
4、给三副轴承加上润滑油,由于要耐高温,所以最好为锂基脂或钠基脂,同时要检查向心推力轴承方向,为背靠背式安装。
做好基本准备工作,主轴做好动平衡后,就可以安装主轴了。先将拉杆、推杆、柱体、轴承、内套、外套按图装配好(内套和外套之间有间隙,以变轴承转动),两个人托着从壳体的下方往上装,另一个人上紧轴承端盖,主轴轴芯就不会掉下来了,然后再依次安装带轮、背紧螺母、挡圈、九对叠形弹片,叠簧压块,最后装好压缩气缸,整个主轴就算装好了。在这里应该注意的一点事,如果轴承端盖高度和轴承深入高度不一致,可以通过轴承端盖来调整高度。同时要将下面的轴承端盖和上面的轴承压紧块都压紧。
数控机床主轴轴承的配置的三种形式图解
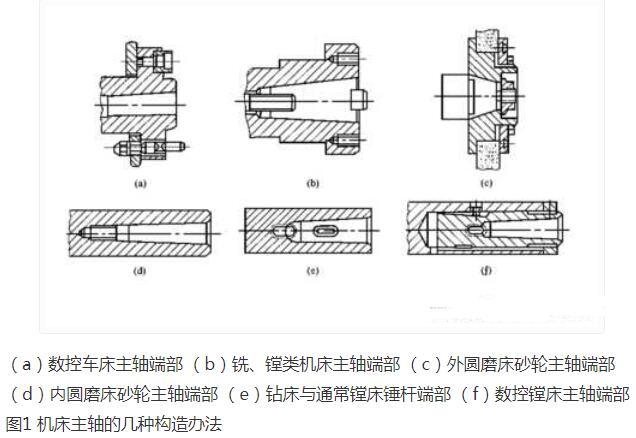
目前主轴轴承的配置形式主要有三种,如图1所示。

图1 数控机床主轴轴承配置形式
1、前支承采用双列圆柱滚子轴承和双列60o角接触球轴承组合,后支承采用成对角接触球轴承(图1a)。此种配置形式使主轴的综合刚度大幅度提高,可以满足强力切削的要求,因此普遍应用于各类数控机床的主轴中。
2、采用高精度双列角接触球轴承(图1b)。角接触球轴承具有良好的高速性能,主轴最高转速可达4000r/min,但它的承载能力小,因而适用于高速、轻载和精密的数控机床主轴。在加工中心的主轴中,为了提高承载能力,有时应用3个或4个角接触球轴承组合的前支承,并用隔套实现预紧。
3、采用双列和单列圆锥轴承(图1c)。这种轴承径向和轴向刚度高,能承受重载荷,尤其能承受较强的动载荷,安装与调整性能好。但这种轴承配置限制了主轴的最高转速和精度,因此适用于中等精度、低速与重载的数控机床主轴。
随着材料工业的发展,在数控机床主轴中有使用陶瓷滚珠轴承的趋势。这种轴承的特点是:滚珠重量轻,离心力小,动摩擦力矩小;因温升引起的热膨胀小,使主轴的预紧力稳定;弹性变形量小,刚度高,寿命长。缺点是成本较高。
在主轴的结构上,要处理好卡盘或刀具的装夹、主轴的卸荷、主轴轴承的定位和间隙的调整、主轴组件的润滑和密封以及工艺上的一系列问题。为了尽可能减少主轴组件温升引起的热变形对机床工作精度的影响,通常利用润滑油的循环系统把主轴组件的热量带走,使主轴组件和箱体保持恒定的温度。在某些数控铣镗床上采用专用的制冷装置,比较理想地实现了温度控制。近年来,某些数控机床的主轴轴承采用高级油脂润滑,每加一次油脂可以使用7~10年,简化了结构,降低了成本且维护保养简单。但需防止润滑油和油脂混合,通常采用迷宫式密封方式。
对于数控车床主轴,因为在它的两端安装着动力卡盘和夹紧液压缸,主轴刚度必须进一步提高,并应设计合理的联结端,以改善动力卡盘与主轴端部的联接刚度。
安装机床主轴轴承注意事项
单个轴承的安装调试:
装配时尽可能使主轴定位内孔与主轴轴径的偏心量和轴承内圈与滚道的偏心量接近,并使其方向相反,这样可使装配后的偏心量减小。
两个轴承的安装调试:
两支撑的主轴轴承安装时,应使前、后两支撑轴承的偏心量方向相同,并适当选择偏心距的大小。前轴承的精度应比后轴承的精度高一个等级,以使装配后主轴部件的前端定位表面的偏心量最小。在维修机床拆卸主轴轴承时,因原生产厂家已调整好轴承的偏心位置,所以要在拆卸前做好圆周方向位置记号,保证重新装配后轴承与主轴的原相对位置不变,减少对主轴部件的影响。 过盈配合的轴承装配时需采用热装或冷装工艺方法进行安装,不要蛮力敲砸,以免在安装过程中损坏轴承,影响机床性能。


















 工商网监
工商网监
评论