 电子发烧友App
电子发烧友App


CAE技术在叠层式注塑模具设计中的应用
0 引言
CAE技术是一种迅速发展起来的信息技术,是实现重大工程和工业产品的建模、计算分析、模拟仿真与优化设计的工程软件;是支持工程科学进行创新研究和创新设计最重要的工具和手段。
CAE技术是利用有限元数值计算方法把产品划分为有限个单元,利用假想的线或面将连续的内部和边界分割成有限大小、有限数目、离散的单元来研究。即把原来一个连续的整体简化成有限个单元体系,从而得到真实结构的近似模型,最终的数值在这个离散化的模型上进行。经过大量的数值计算,得出单个“元”的特征数据,再进行综合而产生的实体数据。其主要功能有:产品设计、工程分析、数据管理、试验、仿真和制造在内的计算机辅助设计和生产的综合。
1 分析模型准备
1.1 三维分析模型的建立
设计采用PRO/E建模,经过一系列转化得到满足CAE分析需要的三维实体模型,如图1所示。
1.2 网格单元的划分
经过转化的三维模型,导入Moldflow分析软件,并按要求输入纵向长度和横向长度自动划分网格,得到初步网格图形。本分析由于是叠层式模具分析,故要对已经划分的实体进行处理,使其叠层,如图2所示。


1.3 对自动划分网格的检查和修补
自动划分出来的网格大部分能够满足分析要求,但为了分析数据的精确,有个别的需要人工修补。Moldflow为分析工作者提供了大量的网格划分检查和修补工具,可以使网格修补达到分析要求精度。本设计经过自动划分、网格统计检查、网格自动修补、人工修补网格,最后得到的网格单元数为44 097,最大纵横比为9. 617 8,最小纵横比为1.157 14,平均纵横比为2. 896 24,网格匹配率为86.1%。
2 对注塑模制品的模拟分析
Moldflow分析主要包括充填( fill)分析、流动(flow)分析、冷却(cool)分析和翘曲(warp)分析。
2.1 浇口位置和数目分析[5-6]
本设计的制品较大,其规格尺寸: 600 mm×350mm×70 mm。采用多浇口形式,浇口最佳位置采用Moldflow进行确定。通过改变浇口位置、改变分流道直径和浇口数量等方法,得出其浇口为4个,流道半径为8 mm,如图3所示。

2.2 填充时间分析
在浇口分析工艺参数的基础上,所需充填时间分析,如图4所示。可以看出,当达到1.70 s时,制品已经完全充满。
2.3 浇口压力分析
浇口压力除影响充填效果外,对制品的质量也有很大的影响。如果压力较小,制品充填不足;压力较大,熔融料会大幅度增加剪切应力,引起料温急剧升高,导致炭化,还有可能造成喷射的形成。本设计的压力分析曲线,如图5所示。从图中可以看出,开始充填时,压力逐渐升高;压力达到96MPa时,充填过程结束,进入保压阶段;以80 MPa压力保压。

2.4 流动前沿温度分析
流动前沿温度是衡量物料充填后制品质量的重要指标。流动前沿温度过低将使制品外观质量较差,外壁不光滑,有鱼鳞纹产生,严重时会使制品不能充满或熔接处有明显的熔接痕迹,熔接处强度差;流动前沿温度过高,会使物料分解,制品变色,制品表面有凹坑,内部有气孔出现,同样影响产品质量。ABS成型温度一般在210~250℃左右[5]。
从图6可以看出,通过CAE分析,流动前沿温度均为232.7℃,在成型温度的范围内。这说明所采用的注塑参数在保证产品质量方面是安全的。
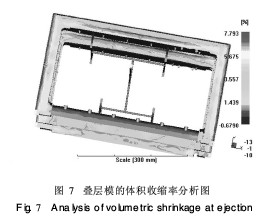
2.5 体积收缩率分析[1,6-9]
体积收缩率分析可以预测制品收缩信息,避免由于收缩不均而产生内应力、翘曲等问题。从图7可看出,各处体积收缩相对均匀,收缩率基本在4.6%左右,接近设计制品时考虑的收缩率(5% )。
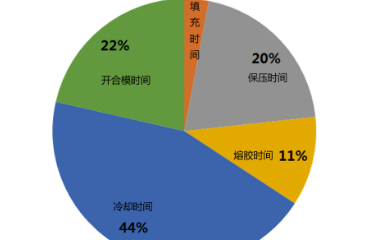
2.6 冷却分析
冷却分析用来分析模具内的热传递,这阶段对产品质量的影响非常大。冷却的好坏直接影响产品的最终表面质量、制件残余应力和结晶度等。冷却时间的长短决定了制品脱模时的温度和成型周期,影响产品成本。本设计管道的布局,如图8所示。采用水冷却,设定进口温度为25℃,雷诺系数设在湍流临界点附近4000。

从图8可以看出,制件温度分布均匀,平均都在49℃左右。
2.7 翘曲分析
翘分析主要用来判定采用热塑性材料成型的制件是否会出现翘曲,并找出导致翘曲的原因,如图9所示。
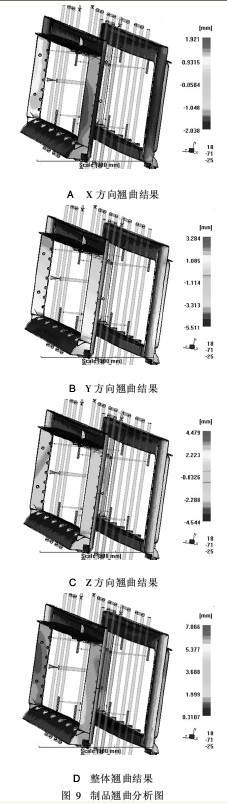
由图9可看出,制品在X、Y方向的翘曲较严重。经分析,这主要是由于冷却管道出入口温度差异引起的。如果要得到比较准确的成型尺寸,就要重新设计冷却管道的布局,减少管道出入口温度差异。简单的方法是减少管道长度,增加进出口个数。空调面板框在使用时镶嵌在箱体上,小翘曲对使用影响不大,此分析结果基本上可以满足需要。
3 结论
基于CAE技术,经过多次设定参数、多次分析,找到了空调面板框体叠层式模具生产工艺参数和可能产生的问题;并就可能产生的问题分析优化,最终得到了相对较好的模具设计方案和成型工艺参数。改变了传统的模具设计思路,提高一次试模成功率,为模具的设计和顺利应用提供了更高的安全系数。这不仅是对传统模具设计制造方法的一次突破,而且对减少甚至避免模具返修、报废,提高制品质量,降低成本等,都有着重大的技术经济意义。











 工商网监
工商网监
评论