汽车上的电源和各种电气零件通过线束来实现电路物理连接,线束分布遍布全车。
2022-09-06 11:19:14 6595
6595 线束是汽车上分布最广,布置最复杂的零件,在汽车设计、试制过程中,线束的问题点也是最多。同时随着技术发展,汽车功能越来越多,更多新技术被运用到汽车上,大部分功能的实现都需要电子电器实现。线束作为电子系
2023-11-15 10:24:022991 
目前光纤在汽车线束上的应用怎么样?有进展嘛?
2016-10-23 01:57:05
不容易折断。由于汽车行业的特殊性,汽车线束的制造过程也比其他普通线束较为特殊。制造汽车线束的体系大致分两类:1.以欧美国家划分,包括中国:使用TS16949体系来对制造过程进行控制。2.以日本为主:如
2021-07-06 08:52:52
、效率低,而且很容易造成漏检、错检。在信息社会发展的今天,无论是检测速度与效率,还是测试精度和可靠性,传统的人工检测方法都无语满足要求。首先来看下汽车线束检测仪的优点有哪些?首先,检测的速度比较
2018-09-14 11:54:43
` 汽车线束导通测试仪选型攻略:线束测试是对电路中连接各电器设备的接线部件以及绝缘包扎材料等进行测试,以找出可能的问题,一般需要测量线束的导通, 绝缘,耐压,电阻,常见的故障有:导线之间的短路、断路
2018-08-28 16:16:11
最核心尖端科技,汇聚国内外领先品牌厂商,产品涵盖连接器、线缆线束、线束加工设备和连接器制造技术,同期还将举办线束加工及连接器制造技术发展高峰论坛,预计将有海内外400多家厂商和30,000位以上行业人士
2017-06-01 09:11:40
年的汽车线束需求量会很大。有人说过,线束是电子整机设备的血管和神经系统,起着非常重要的作用。线束市场未来的前景是广阔的,线束企业应该针对市场动态需求,不断增强自身技术水准,以求在线束市场规模扩大的过程中,处于优势地位。
2010-04-06 14:11:23
超声波线束焊接机利用超声波金属焊接技术对金属线束进行焊接加工,把高频电能通过换能器转换成机械振动能作用于金属线束上,当振动摩擦生热的温度到达线束金属熔点时,线束就会熔化,并且线束在融合的同时线束焊接装置会施加一定的压力,最后线束焊接装置移开并停止机械振动,就会形成线束焊接效果。
2019-10-22 09:03:00
与接插件的连接电阻;4.线束阻抗测试,要求符合技术要求;汽车高压线束测试仪导通性和阻抗测试是保证线束质量和可靠性的最基本的检验项目。通过此检验项目,可剔除短路、断路、误配线等早期失效产品。但目前很多单位的检测手段还相当落后,不仅速度慢、效率低、工人易疲劳,而其还十分容易造成错检和漏检。`
2019-07-03 11:33:03
技术工艺,是衡量一个企业是否具有先进性,是否具备市场竞争力,是否能不断领先于竞争者的重要指标依据。随着我国汽车线束市场的迅猛发展,与之相关的核心生产技术应用与研发必将成为业内企业关注的焦点。而汽车线
2010-04-06 14:09:02
失效故障中的应用,如果您对更多内容感兴趣的话,请点击Aigtek安泰电子官网。Aigtek是国内专业从事测量仪器研发、生产和销售的高科技企业,一直专注于功率放大器、线束测试仪、计量校准源等测试仪器产品的研发与制造。
2022-01-06 10:58:01
线束测试仪多用于电缆线束产品的检测中,用于电缆线束的导通,绝缘耐压等参数测试,也可对电阻、二极管、电容等电子元器件进行测试,常用于航空航天等具有高质量的线束测试要求行业,航空机载电子设备的机箱
2022-08-23 18:09:06
采用分散式架构和PolySwitch器件保护汽车线束有哪些优势?PolySwitch器件有哪些特性?PolySwitch器件用于分散式架构的具体应用实例有哪些?
2021-05-17 06:57:36
要了解线束焊接,先要了解什么是线束。所谓线束,就是指电路中连接各电器设备的接线部件,由绝缘护套、接线端子、导线及绝缘包扎材料等组成。
2020-04-03 09:02:28
线束是电路中连接各电器设备的接线部件,由绝缘护套、接线端子、导线及绝缘包扎材料等组成。线束的市场需求量很大,各行各业的许多设备都要用到线束,如:家用电器到通讯设备、计算机及外部设备,以及安防、太阳能
2010-04-06 14:10:12
工作地点:北京所属行业:电子/微电子汇报对象:技术部经理所属部门:技术部要求:26-35岁学历要求:大专以上工作年限:3年以上工作职责:1、负责汽车高压线束项目设计工作。2、负责整车线束的高压安全
2014-09-18 09:31:16
`新能源汽车高压线束屏蔽网,线束保护屏蔽网套中,铜材质的伸缩性最为柔韧,可伸缩的直径范围一般可达到4-6mm左右,例如宽度8mm的铜编织网管可套入直径6-10mm的物体,它的屏蔽效果也是相当优越
2019-02-26 15:18:08
日产汽车线束设计规范NDS
2012-08-08 22:06:42
求汽车线束新技术信息
2014-09-21 11:47:55
求线束检测的程序,借鉴借鉴,时间紧任务重。线束检测的程序
2017-04-20 09:15:52
`随着传统汽车的能源消耗和环境污染带来的一系列问题,电动汽车的发展越来越被重视,近几年来,电动汽车也有了飞快的发展。电动汽车在生产过程中会用到大量的线束,所以针对这一线束线缆测试问题,也需要有一定
2020-06-16 18:03:02
由于历史发展的客观原因,中国的汽车制造技术基本是从国外引进的,所以,这也决定了汽车电子线束的生产也只能仿制欧美或者等效开发,因此,我国汽车线束的发展始终落后于整车的发展,线束科技含量与国外发达国家
2010-04-06 14:10:54
对汽车线束电源分配、车身线束三维布局、插接件和导线的选取、线束外包扎和固定方式等设计原则进行介绍,
2011-02-14 17:29:18 170
170 本文主要着重ABS线束的匹配设计方法及ABS线束图,使大家明白了ABS汽车线束是什么
2011-12-08 15:44:157631 
关于CATIA在汽车线束设计时的应用,简单的介绍了汽车线束设计过程中各模块的应用。
2016-05-06 11:31:109 结合具体的汽车拉手组件的装配生产过程,在装配工序制定出适合的PFMEA评定准则:严重度(S),探稷ll度(D),频度(0),并结合质量波动情况,进行RPN值的风险评估,对于高风险的RPN项目,将防错方法列入探测度的评判准则中,以达到降低RPN值,以实现拉手装配过程中质量零缺陷控制。
2016-08-24 16:52:021 CATIYA 汽车线束布线演示教程
2017-10-23 14:27:3223 CATIA汽车线束布线模块讲解
2017-10-23 14:18:439 线束系统 作为汽车神经,充当着联系中央控制部件和汽车各用电器的重任,线束系统的设计质量直接关系到车辆的安全性。随着汽车市场的日益火爆,电子电气行业的快速发展,汽车电子电器的迅猛增加,加上人们对汽车
2018-04-15 13:00:0018949 
当我们设计汽车线束的时候,设计的主要功能是以短路的电线、电线根数、最合适的电线截面,并选择合适的连接器以及正确的连接,从而提高汽车的可靠性。下面线束检测仪就带大家看看怎样合理的布局汽车线束。
2021-04-27 17:32:232004 汽车低压线束连接整车上各电器件,起到电源分配和信号传递的作用,是汽车的神经系统。为了保证线束系统工作的稳定性必须结合整车各个区域的工作环境,确定各个区域的线束应采取的相应防护设计。防水性作为线束设计的一项重要内容,本文将对此进行介绍。
2018-11-10 11:43:5312736 不久前,用于某一车型的线束对于该型号的所有车辆来说都是相同的。每一种线束需包括所有可能的选择型号,无论该型号是否有车辆采用。一些汽车制造商仍然以这种方式制造线束。其他汽车制造商设计和制造线束,只生产与车辆客制化所需的线。
2018-11-28 09:57:416894 在汽车线束设计中,双绞线被大量运用在弱信号的传递中,主要起到抗干扰的作用。但是这种作用是怎么产生的呢?
2019-10-13 15:58:003491 
的综合性能设计便成为关注的焦点,而且汽车线束制造厂家不再单纯地搞线束后期设计和制造,和汽车主机厂家联合进行前期开发成为必然的趋势。笔者根据几年来从事线束设计和制造的经验,谈谈线束的一般设计流程和设计原则。
2019-11-06 08:00:000 随着现代汽车安全性、舒适性及环保要求的不断提高,汽车上的电路数量与用电量显著增加,从而使大量线束在有限的汽车空间中如何更有效合理布置已成为汽车制造业面临的问题。本文以汽车线束布置为中心,对汽车线束布置注意事项作概要介绍。
2020-06-17 14:50:294953 随着新能源汽车工业的发展以及对新能源汽车性能的需求,汽车线束已经从简单的电源线转变为既可以满足能源供应又可以实现各种功能模具的信号线。因此,为了确保汽车的质量并确保生产和驾驶的安全性,制造商需要
2020-11-18 14:18:452138 线束主要由导线、端子、接插件、包裹物、卡钉和线槽支架等构成,不规则零部件的构成从而注定了线束制造是一种自动化程度较低、劳动密集型产业。众多的人工操作影响了线束标准化,因此线束制造过程中的失效是一种随机、不可控的失效方式。
2021-01-09 11:30:094893 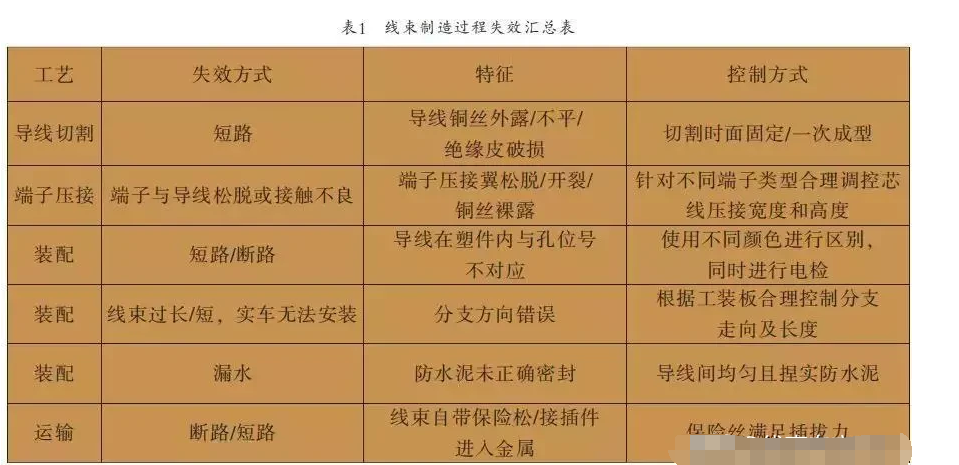
汽车线束作为连接汽车控制器与其他电器模块的连接线,承载着电流和相应信号的传输任务,因此汽车线束是有一定的防水要求的,这是因为带电线束防水如果不合格,水就有可能通过线束进入控制器或者电器模块,就可能
2021-04-12 11:47:222743 线束是飞机和汽车等现代交通工具中至关重要的组件,负责各种电气及电子设备之间的电力分配和信号传输。其价格也不菲:在一辆现代化的汽车中,整套线束是仅次于动力系统的最贵的组件。因此线束制造商一直在努力降低成本。
2021-04-13 11:22:553305 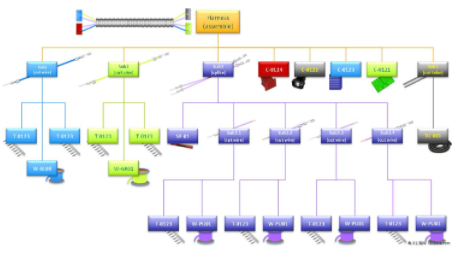
汽车线束的制作工艺及流程课件下载
2021-04-23 16:49:3547 随着新能源汽车产业的不断发展,对于汽车线束质量的要求不断提高,而且汽车线束产品属于定制型产品,不同整车厂商及其不同车型均有着不同的设计方案和质量标准。这就对于汽车线束在生产过程提出了更高的要求。
2021-04-27 16:36:525578 什么是“防错”? 防错,日文称POKA-YOKE,英文称Error Proof 或 Fool Proof(防呆)。 这里为什么谈到了日文?我想从事汽车行业或制造行业的广大朋友一定知道或听说过丰田
2021-05-12 10:45:402709 
汽车线束一般分为小线束和主线束,在新能源汽车迅猛发展后,又可分为低压&高压两种线束,新能源汽车用高压线束,传统汽车用低压线束。
2021-05-17 10:44:125557 
一、应用背景: 随着汽车技术的不断发展和汽车性能的进一步提高,汽车上的用电设备也在不断增加,汽车线束越来越繁多,布置越来越复杂,尤其是在没有广泛使用 CAN总线技术的重型卡车和军车上。一方面,汽车
2022-01-17 16:58:541217 
能够检测线束可能出现的所有故障类型,例如线束短路、断路、接触不良、错接等故障以及几种故障同时出现的复杂情况。
2022-04-12 15:23:471775 
。为了达到双赢的效果,线束制造商需要确保产品符合客户的质量要求。同时,用更低的成本实现更高的效率。控制汽车线束产品成本,首先要提高零部件成本分析的资质和准确性,对汽车线束类型的零部件成本进行一系列分析研究,运用多种不同的分析方法 选择合适的控件。从中选择合适的控制汽车线束产品成本的控制方法。
2022-08-05 14:29:5510884 汽车线束各个地方对线材的要求是严格的,也是不同的。主要是在其电气性能、耐温性和材料分散性方面,例如:发动机线束的线材必须使用耐高温、耐油、耐振动、耐摩擦; 自动变速器上的线材耐高温,耐液压油,稳定性好;
2022-08-05 14:31:1712850 整车线束作为汽车关键零部件之一,起到连通各个整车用电器的作用。当线束出现质量问题时,易导致的安抛、保安防灾类问题。作为线束制造和生产的供应商,在其质量管控过程中,必须将涵盖的质量要素进行管控,保证出厂质量合格,以及主机厂或终端客户使用过程中不出现质量问题。
2022-08-10 14:44:393988 随着科技的发展,市场对于汽车的安全性、舒适性等都提出了更高的要求,性能提升也意味着车体内的线束线材的布置数量与复杂程度都有上升,从而使大量线束在有限的汽车空间中如何更有效合理布置已成为汽车制造业面临
2022-08-24 18:48:541773 线束的定义:
线束是汽车的神经系统,用于动力和信号的传输和分配。一般由开制的导线,连接塑件,金属端子,胶带和其它定位件、保护件等组成。
2022-09-08 15:07:392708 行业的特殊性,汽车线束的制造工艺也比其他常见的线束更加特殊。制造汽车线束的系统大致分为两类:
1.按欧美地区划分,包括中国:采用TS16949系统控制制造过程。
2022-09-13 14:23:355314 我们生活中常见的插头是电路插头,分为零线和火线。但是,我们今天提到的线束插头与我们生活中使用的插头有很大的不同。线束插头是汽车维修领域常见的插件。主要用于汽车电路线路的传输。现在其应用领域比以前更加
2022-09-14 14:45:528871 剥线 剥线的准确性直接关系到整个汽车线束工艺的生产进度。一旦出现错误,尤其是线径过短或过长,都会导致所有工位返工,费时费力,影响生产效率。因此,在剥线时,要根据图纸要求和要冲孔的端子,合理确定导线的开口尺寸和剥线头的尺寸。
2022-09-20 14:36:441973 出现故障就容易引起极端的安全问题。那么使用中汽车线束容易出现什么问题呢? 1.线束接触不良 线束总成插接件不良是发动机线束常见的一种故障模式,接触不良问题太多发生在插接器内,像护套质量不过关;装配工艺不过关,镀
2022-10-11 17:57:031967 线束可分为高压和低压线束,常规燃油汽车一般使用低压线束,而新能源汽车一般使用高压线束。高压线束是汽车不可或缺的一部分,它能可靠有效地保证电动汽车的安全运行。因此,保证高压线束也是许多汽车制造
2022-10-19 18:35:222951 
。因此,在汽车设计和制造中越来越受到重视。如何提高汽车线束的综合性能成为人们关注的焦点,加大与汽车主机厂的联合开发成为必然趋势。
线束在整车中的作用是传输或交换电气系统的功率信号或数据信号,以实现电气系统的功能和要求。
2022-11-02 13:46:311564 成为关注的焦点,汽车线束生产企业不再单纯从事线束的后期规划和制造,与汽车主机生产企业联合进行前期开发是必然趋势。康瑞连接器厂家和大家说说线束的一般规划流程和规划原则。
一、配电规划
汽车供电系统
2022-11-03 15:42:281958 汽车线束汽车电路的网络主体,没有线束就没有汽车电路。在汽车线束中,最重要的部件是导线。本文康瑞连接器厂家主要为大家讲解汽车线束的种类、故障形式和检查方法。
2022-11-03 15:44:353555 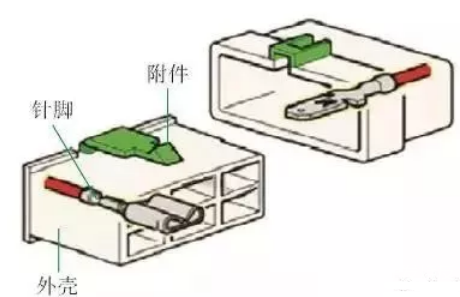
的环节,因而在汽车设计和消费制造中越来越受到重视。如何提高汽车线束的综合性能已成为人们关注的焦点。在汽车线束的整体设计中,三维规划是前提。本文康瑞连接器厂家将重点介绍这一部分。
2022-11-03 15:46:045874 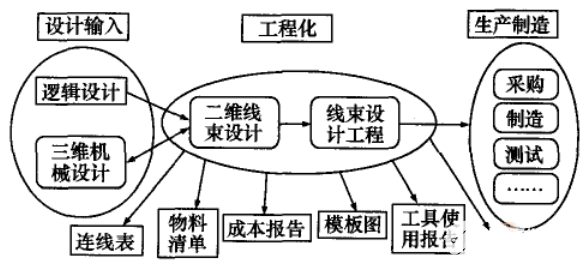
成为关注的焦点,汽车线束生产企业不再单纯从事线束的后期规划和制造,与汽车主机生产企业联合进行前期开发是必然趋势。康瑞连接器厂家和大家说说线束的一般规划流程和规划原则。
2022-11-04 14:26:561551 通常情况下,汽车线束的制造分为切线压接、合线压接(焊接)、预装配、总装配、检验、包装工序组成。前工程的切线压接和合线压接(焊接)工序的自动化程度相对较高,后工程的预装配、总装配、检验、包装工序的自动化程度较低,基本上依靠人工集中组装完成,是典型的离散式制造,同时又是劳动密集型制造类型。
2022-11-08 10:13:282901 线束导线接点的快速增加对接点的防护材料提出了更高的要求,汽车线束是否安全、可靠很大程度上取决于接点的防护。由于汽车的线束位置具有较大的差异性,线束接点的防护材料也存在较大差异。
2022-11-10 09:18:281209 、加工设备、线束制造和下游应用行业。线束广泛应用于汽车、家用电器、计算机和通讯设备、各种电子仪器仪表等。车身线束连接整个车身,大体形状呈H型。
2022-11-15 16:51:563549 胶带是汽车线束行业普遍应用的材料,主要有两种工艺用法,根据胶带包裹在线束上的方式,对线束进行一定距离连续包裹的叫做缠绕(Taping),只进行定点覆盖包裹的叫做捆扎(Bundling)。
2022-12-19 09:55:594461 汽车线束是汽车电路的网络主体,连接汽车的电气电子部件并使之发挥功能。传统汽车大多使用低压线束,随着新能源汽车的发展,高压线束也得以快速发展。新能源汽车高压线束主要由连接器、端子、电线、覆盖物等部分
2022-12-23 14:08:482392 一、汽车线束设计中连接器防错应用的价值
在汽车产品设计制造过程中,需要从多元化的角度分析相关情况,尤其是防错功能的设计过程。设计师进行的系列连接器防错设计,要从设计源头入手,积极整合解决效率
2023-01-11 16:08:281722 应根据整机功能与特点做到线束系统的模块化,方便拆装,便于维修,节省车辆保养与维修时间。图2是一款乘用车的线束系统的三维布线图,共分为发动机线束、起动电缆线束、前部线束、仪表线束、顶灯线束、左前门线束、左中门线束、右前门线束、右中门线束、尾门线束、底盘线束11个模块。
2023-02-14 18:03:523184 汽车线束的端子镀层都会进行电镀工艺,可以说是优化端子表面性能的一种手段,那么端子电镀技术会对汽车线束产生什么影响呢?以下是康瑞连接器厂家为大家讲解汽车线束端子电镀的特点和优点。
2023-02-21 17:07:431558 汽车线束作为汽车的血管,其功能复杂,而其中在组装和后期维修都难免要辨认汽车线束电线的颜色,那这其中颜色有什么规律和含义呢,今天小编就为大家整理了各个国家的汽车线束颜色的代码和含义。
中国汽车线束颜色代码
2023-02-23 14:11:1714927 汽车上的电源和各种电器零件通过线束来实现电路物理连接, 线束遍布全车。汽车车门系统是重要的功能件集合, 对其线束系统要求较高, 车门线束系统也是汽车上比较复杂的线束系统之一, 在布置线束时尤为注意。
2023-02-24 10:50:365604 汽车线束像汽车的神经与血管一样,承载着汽车动力与信号的传输,是汽车零部件中的重要组成部分。汽车线束主要由三部分组成,分别为线缆、包裹材料以及连接器(端子)。
2023-03-10 12:49:196885 在线束设计和制造过程中,胶带没有得到太多的重视,对胶带的选用带有盲目性,下面对汽车线束用胶带的分类与主要特性、材质、胶带的选择、胶带的使用方法进行分析说明。
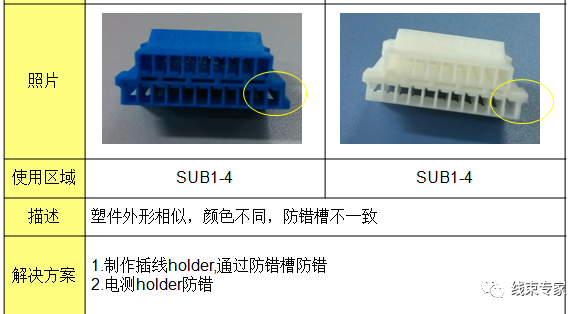
2023-03-23 11:01:012577 在进行线束设计的过程中会存在多种防错方法,其中效果比较明显的一种方法就是颜色防错,这种防错方法可以在设计的过程中对设计中存在的问题进行更为直观的表现出来。
2023-05-05 09:30:16596 及生产过程中应充分考虑到汽车的行驶安全性、可靠性,同时还要考虑整车装配工艺的合理性及线束生产工艺的可能性和合理性。
2023-05-09 10:43:073789 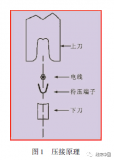
的号召,新能源汽车的推广也在不断进步,将汽车的动力来源转变为电能,让汽车生产可以得到更好的发展。本文主要是对新能源汽车的发展现状进行一定的分析,然后对线束设计连接器防错技术一定的研究和探讨。
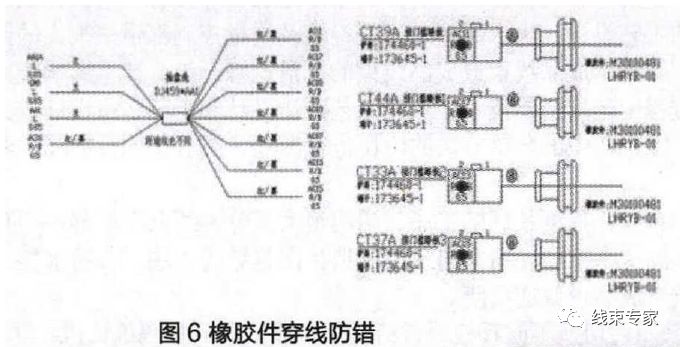
2023-05-15 16:45:421373 在进行汽车线束配制设计时,应根据区域的不同,对线束设计采用不同的设计形式,通常使用“H型”、“E型”布置。金属端口的直径一定要大于通过端口最大外部的组件直径,如达不到,线束就不能通过。
2023-05-31 14:15:221456 Wire Harness,简称“W/H“ ,可译成组装电线和装置用电线,即线束,具体指的是飞机、轮船、汽车、摩托车、各种家用电器等的内部电气配线。线束是由多根导线、接插件、中央配电盒、固定卡扣、外部保护物等组合在一-起形成的。
2023-06-07 09:19:422430 
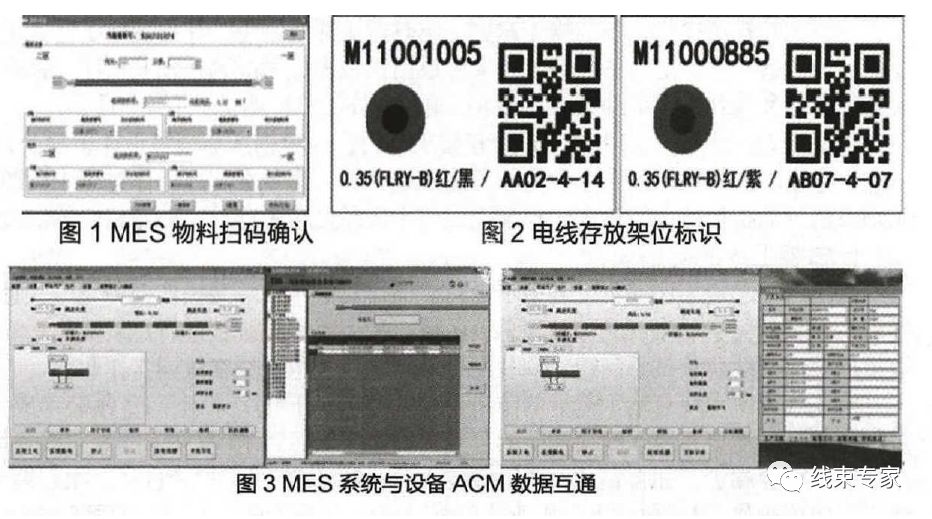
肥迈斯软件线束行业MES系统,是为汽车线束制造企业全场景业务应用而研发设计,面向大-中-小型汽车线束制造业提供相关信息化解决方案。
2023-06-07 18:05:047496 
摘 要:汽车线束是汽车电路的重要组成部分,汽车线束的设计合理是保证汽车安全驾驶的条件之一。本文介绍了汽车线束的设计流程,及核心原材料的选型事宜。原理设计,3D 布局是线束设计必不可少的环节。连接器,导线,保护材料等关键原材料的正确选择是汽车线束发挥应有功能的基础。
2023-06-14 15:43:552528 前言:新能源汽车现如今已经成为更多人的代步工具选择,它清洁环保、拥有更好的平顺度、能承载更多先进技术,性价比相比于传统汽车来说更高。新能源汽车中多使用的是高压线束,它是汽车线束的一种,可以根据
2021-11-15 18:49:502183 
,这也促使汽车线束的生产工艺需求和质量要求都随之发生了变化。新能源汽车线束与传统燃油车线束,主要差别在于高压线束。高压线束不仅是新能源汽车高压电气系统的关键组成部分
2023-01-06 10:18:332827 
及生产过程中应充分考虑到汽车的行驶安全性、可靠性,同时还要考虑整车装配工艺的合理性及线束生产工艺的可能性和合理性。
2023-06-28 10:31:092710 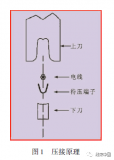
电动汽车线束设计及布置
2023-07-03 09:52:551296 
超声波金属焊接设备的初始投资相对于其他焊接工艺(例如电阻焊、压接以及机械连接)较高,但低于激光焊接设备。那么,为什么这项技术主导了线束制造,并成为电动汽车、混合动力汽车电池和配电系统的必需品呢?
2023-07-25 10:01:221346 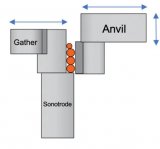
工业工程师或技术员在充分熟悉线束产品后,根据线束自身结构特点和特殊工艺要求编排制定而成;包括两方面的内容:线束产品整体的制造流程(即PFD)具体每- -个 导线/零部件装配到线束上的操作顺序。
2023-09-04 15:22:312251 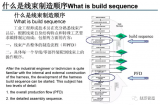
汽车线束加工逐渐摆脱手工单件加工,开始按总装工艺分段加工,工装板的流水线作业也逐渐普及。
随着汽车电子电器技术的进步,连接器和用电器件逐渐小型化、集成化。分散的单个接插件变为组合式多孔连接器,如图2-6所示。
2023-09-13 15:12:241294 
要在汽车线束设计中优化仪表开关设备、深浅层离合以及A柱下方对接效果的防错效率。也就是说,只有对汽车线束设计中连接器进行防错处理,才能避免缺陷传递到客户处,也能减少废品的生产率,从而有效提升产品的基本品质,并且能一定程度上优化汽车线束设计应用效果,维护汽车运行的稳定性和安全性,促进汽车行业的全面进步。
2023-09-26 10:05:371419 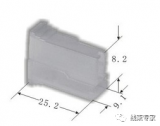
根据线束装配在汽车整车上的位置不同,汽车线束通常分为底盘线束总成和驾驶室线束总成。文章中提到的底盘电器盒线束是属于底盘线束总成的一部分。
2023-11-09 11:24:213188 
,轻者造成电器功能失效,严重的会引起短路造成烧车等灾难。所以线束的防水性能设计在汽车整车电气系统设计中显得尤为重要。
2023-12-13 10:05:445196 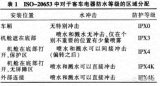
我们知道,汽车线束是汽车电路的网络主体,没有线束也就不存在汽车电路。线束是指由铜材冲制而成的接触件端子(连接器)与电线电缆压接后,外面再塑压绝缘体或外加金属壳体等,以线束捆扎形成连接电路的组件。
2023-12-22 10:00:272367 汽车线束是汽车的重要组成部分,其生产过程涉及到大量的数据和信息交互。随着汽车行业的快速发展,对线束生产的要求也越来越高,因此,汽车线束工厂需要采用MAISSE©MES系统来提高生产效率和产品质量。本文将介绍汽车线束工厂MAISSE©MES解决方案。
2024-02-05 09:41:251567 单板装配制作是指一人或多人在固定区域的一块工装板上,按照工艺文件将导线、护套、熔断丝、扎带等材料装配成合格成品线束,普遍应用于一些导线根数较少的线束。
2024-02-23 09:20:178015 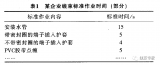
在当今汽车制造业竞争日益激烈的背景下,提高产品质量、降低生产成本已成为企业持续发展的关键因素。其中,汽车线束作为汽车电气系统的重要组成部分,其开线工序的质量直接影响到整车的性能和安全。因此,运用
2024-05-30 10:30:441012 随着现代汽车安全性、舒适性及环保要求的不断提高,汽车上的电路数量与用电量显著增加,从而在有限的汽车空间中使用了大量线束,如何更有效合理布置已成为汽车制造业面临的问题,本文以汽车线束布置为中心,对汽车
2024-06-26 15:50:311292 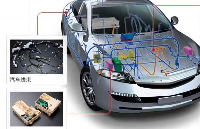
线束制造工艺综述HXN5机车共有约三十把线束,其中最大线束由约一千根不同长度不同规格的线构成,此线束搬运需要由起重机起吊。线束制造工艺流程卞要有:线束物料(包括导线2、端子、连接器、绑扎带、线号标签
2024-06-27 15:48:161393 
《汽车线束工艺讲解》-138页.ppt
2024-07-01 17:07:131252 
随着科技的不断进步,电子科技在各个工业领域的应用越来越广泛,线束点焊工艺作为汽车制造、电子产品装配等行业的关键环节,其技术革新对于提升生产效率和产品质量具有重要意义。近年来,通过引入先进的电子科技
2025-03-18 14:36:34767
 电子发烧友App
电子发烧友App








 工商网监
工商网监
评论