 大面板QFN引线框 降低制造流程的成本
大面板QFN引线框 降低制造流程的成本
今天,成本降低比以往任何时候都更加减少了传统材料和物料清单(BOM)的减少,并降低了与建筑零件相关的人工和制造成本。剥离载体,如下面的图1所示,是大量连接半导体进行批量处理的长期形式。降低成本促使行业在制造过程中采用更大的带钢形式,以提高高成本工艺的效率。对于最大化材料潜力和加工步骤的劳动力也是如此。这些较大的带材尺寸可提高带材密度并降低人工和工厂成本。
本文将介绍处理风险,芯片粘接挑战,焊线,模具,切割以及带材尺寸遇到的卷带和卷轴挑战增加并转移到单块配置,以降低制造流程的成本。
许多行业领导者积极参与降低成本的活动,并且广泛的引导框架转换也是其中的一部分。但是,在进行宽引线框转换之前,请考虑所有选项,因为在潜在的成本增加与设备和利用率的效率提升之间存在微妙的平衡。在开始旅程之前必须先了解这一点。
图1显示了传统的四面板四扁平无引线(QFN)引线框设计和带有单个模块的扩展面板设计。顶部的四块模制75x250mm带材已成为QFN封装上十多年生产的行业标准。下面显示的进展(从上到下)是一个漫长而细致的过程,以确保过程和材料变化不会影响产品的最终成本和质量。
图1 -四块与下一代剥离尺寸
进入单面板宽引线框架的第一个挑战是设计挑战。与传统使用的窄引线框架类型相比,在组装处理期间引线框架将经受更多的翘曲和弯曲。引线框的外部边缘区域必须设计成有助于控制翘曲。包装条区域和包装之间的支撑结构也需要仔细考虑。这是因为翘曲和处理引起的封装应力可能导致更高的封装分层,这是由于额外的每单元带。当您进入更宽的条带时,还存在更大条带上的模具流动和固化差异的复杂性。
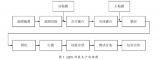
当查看传统的QFN处理流程时,如图2所示,存在许多潜在的风险改变引线框尺寸和格式。
图2 -传统引线框架QFN后端流程
处理风险
首次考虑更广泛的引导框架创建正在处理 - 最初是在制造商处,然后是在装配现场。使用相同的材料厚度更宽更长,使得在每个加工步骤处理引线框架成为一项挑战。引线框架供应商以及装配工艺工程师和设计人员必须考虑到这一点。
图3显示了后端装配过程中处理步骤之间的运输盒中使用的夹具修改。这种新的框架盒式磁带(如右图所示)在载体槽之间提供了一个板,以便在引线框架的底部表面上提供支撑,防止翘曲和弯曲,因为管芯连接化合物和额外的工艺步骤增加了重量。这样可以防止在运输过程中损坏引线框架和电线。可以看到左侧盒式磁带在放置芯片之前显示引线框架的翘曲,而右侧新盒式磁带的图片显示了新固定装置支持的相同框架。
图3 -四个新旧支撑板卡带
芯片粘接工艺
第一个加工步骤是芯片粘接操作。在此过程中,从输入的测试晶片中拾取单个硅电路,并将其放置在引线框上,在引线框表面上具有分配的管芯附着材料。这个处理步骤增加了IC和环氧树脂在引线框架上的额外重量,而在较旧的框架盒中,这会产生框架弯曲到从原始支撑槽掉落的程度。
随着宽引线框架的尺寸增大,在芯片粘接过程中遇到的其他问题一直是环氧树脂分配过程。历史上,引线框架在加热的输入级上一次分配一个封装,然后转位到放置芯片的放置区域。对于较大的引线框架,分配和放置之间的时间变得太长并且环氧树脂开始形成干燥的皮肤并且芯片附着干燥问题已经遇到。这会产生环氧树脂空洞,不完整的附着,以及堆叠的板级厚度(BLT)测量的多种多样性。这种BLT变化将在焊丝和成型过程中以废料产量损失的形式产生下游问题。
分配单元和引线框支撑系统的机器设计变更已被纳入以消除环氧树脂的问题干燥以及粘合线厚度控制。在分配过程中,框架弯曲和翘曲以及引线框架的轨道平整度由机器夹具和轨道设计变化控制。随着封装尺寸变得越来越小,芯片粘接材料将成为解决问题长期控制中的干燥问题的更重要因素。在芯片粘接过程中植入宽幅引线框架时,必须诊断和处理这三个因素的组合。
芯片粘接后的是芯片粘接固化过程。在此过程中,烘烤薄膜框架以固化芯片粘接材料。在添加额外的热质量时必须考虑工艺因素,并且还需要考虑盒式设计,以便在固化曲线期间能够释放气体。如果不考虑,可能会遇到引线键合问题以及全环氧树脂固化问题。
引线键合和挑战
下一步操作是引线键合。在此过程中,将电线从电路放置到引线框架以建立与封装和外部世界的电连接。这方面遇到的主要问题是处理引线框进/出工艺,以及在焊接过程中正确夹紧引线框,以最大限度地减少操作期间的索引并提高输出。工艺前和工艺后检查对于实现宽引线框架功能也至关重要。
图4显示了使用大面积钳位来提高效率并减少引线键合操作期间的分度。通过设计具有更大面积开口的夹具,机器输出最大化并且通过宽引线框架使用获得了效率。这需要在每个封装尺寸上进行实验设计和设计(DOE),以便能够在不影响焊线牵引和剪切数据的情况下为工具提供最大化输出结果的正确设计。在某些情况下,索引更多比减慢或调整键合参数更好,以补偿键合过程中引线框架的移动。这是一个微妙的平衡,必须在发布之前完全测试,因为过程控制和处理窗口是长期可靠性和包装成功的关键。
图4 -用于引线键合的大幅面钳位
通常,在引线键合和芯片连接过程中,我们有一个可视操作来检查过程的性能。这包括粘合线厚度测量,线焊环测量和拉/剪。这需要在处理步骤期间处理条带。如果处理不当,条带很重且容易弯曲或损坏。使用戴手套的手不再能够传统地手动搬入/取出框架盒。
图5显示了可以插入框架盒中的夹具的设计,以使条带从盒子中无缝过渡用于手动处理和视觉和外部制造测试的夹具。该夹具消除了与宽引线框架相关的风险,并且无需昂贵的处理设备来执行过去一直手动检查。
图5 -大型引线框手动处理夹具
-
qfn
+关注
关注
3文章
190浏览量
56195 -
PCB打样
+关注
关注
17文章
2968浏览量
21713 -
华强PCB
+关注
关注
8文章
1831浏览量
27771 -
华强pcb线路板打样
+关注
关注
5文章
14629浏览量
43055
发布评论请先 登录
相关推荐
引线框架贴膜工艺在QFN封装制程中的应用
KFC引线框架铜合金带材的生产工艺研究
铜合金引线框架成为封装主要研发方向
欧菲光成功研发半导体封装用高端引线框架
行业突破!欧菲光半导体封装用高端引线框架成功研发
AN-772:引线框架芯片级封装的设计和制造指南
常用的引线框架拉伸测试标准及其步骤,全面解析

Cadence Allegro QFN类器件扇孔操作详细步骤
如何高效测量引线框架尺寸?中图仪器影像一键解决测量难题

等离子清洗机在陶瓷封装、引线框架、芯片键合、引线键合的应用

一文读懂半导体引线框架
QFN引线框架可靠性揭秘:关键因素全解析






 工商网监
工商网监
评论