 迷你数控激光雕刻机DIY图解
迷你数控激光雕刻机DIY图解
步骤1:所需的零件和材料
2x DVD驱动器步进机构
2x A4988步进电机驱动器模块(或GRBL屏蔽)
250mW激光器可调透镜(或以上)
最小12v 2Amps电源
1x 10k电阻器
1x 47ohm电阻
1x LM7805稳压器(带散热片)
空白PCB板
公母接头
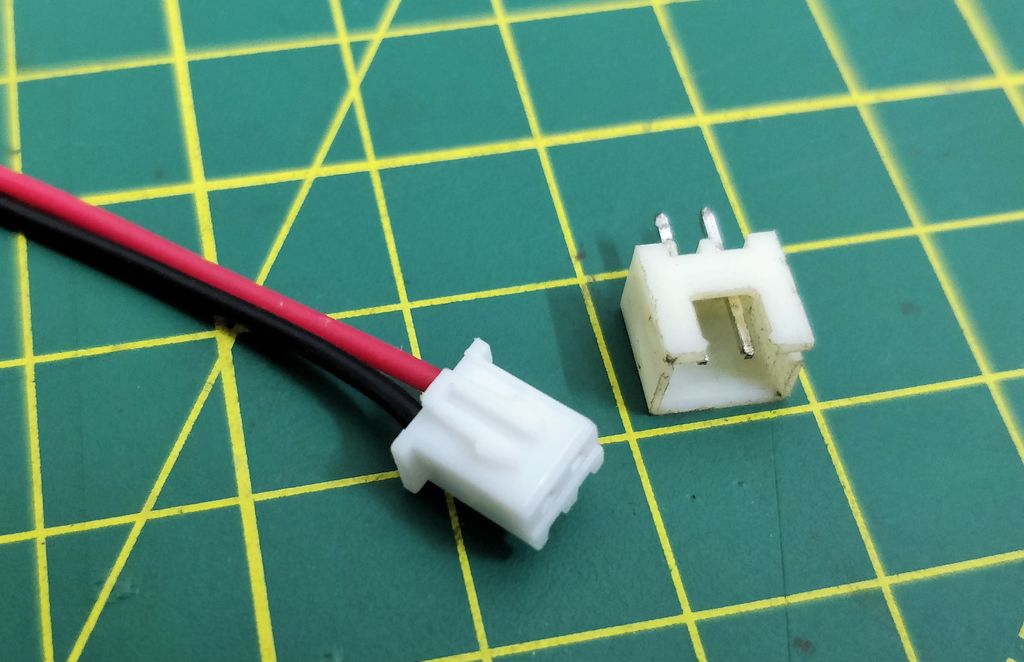
2.5mm JST XH型
2针公连接器
1x 1000uf 16v电容器跳线
8x小钕磁铁(我从DVD镜头机构打捞出来)
1x 2针插头螺钉接线端子连接器
拉链(100mm)
超级胶水
6x M3x12螺丝
8x M2x5螺丝
激光防护眼镜
“此专业人士必须使用激光安全眼镜ject“。
第2步:打印部件

所有零件均采用ABS材料印刷。
打印设置:
图层高度:0.2mm
填充:《25 %
支持:否
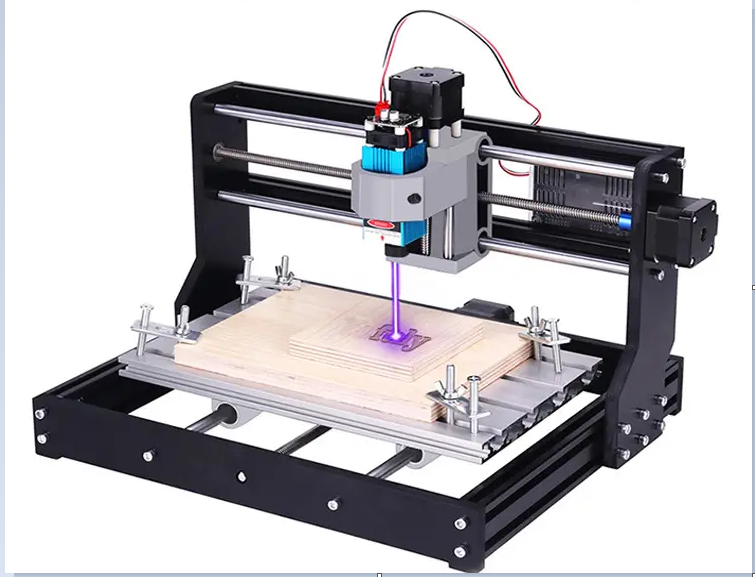
步骤3:拆分DVD驱动器步进机制
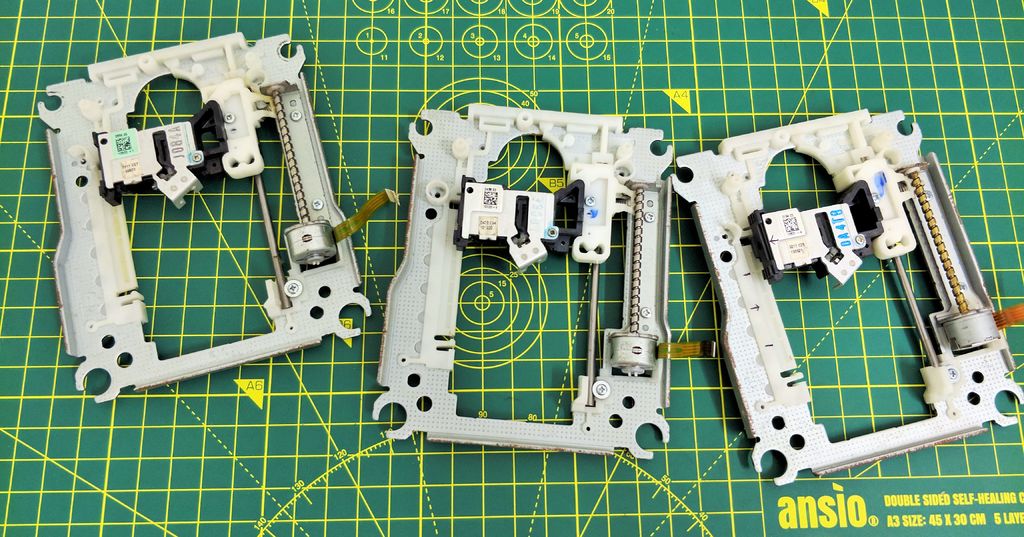
需要两个DVD驱动机构,一个用于X轴,第二个用于Y轴。
使用小型十字头螺丝刀我拆下了所有螺丝和分离的步进电机,滑轨和追随者。
步进电机是4针双极步进电机。
DVD电机的小尺寸和低成本意味着您无法从电机获得高分辨率。这是由导螺杆提供的。而且,并非所有这些电动机都执行20步/转。 24也是一个常见的规范。您只需测试电机即可查看它的作用。
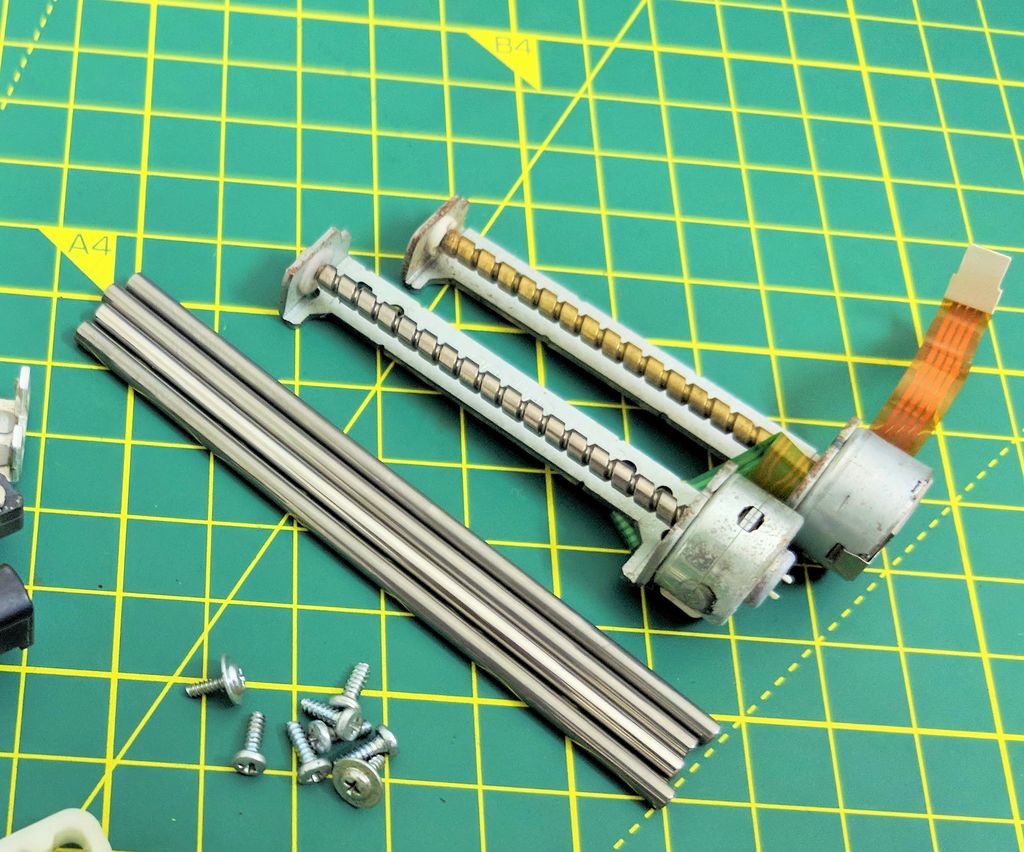
计算CD驱动器步进电机分辨率的步骤:
为了测量CD/DVD驱动器步进电机的分辨率,使用了数字千分尺。测量沿螺杆的距离。使用千分尺的螺钉的总长度,结果为51.56mm。确定导程值,即螺钉上两个相邻螺纹之间的距离。线程被计为在该距离内的12个线程。导程=相邻螺纹之间的距离=(总长度/螺纹数= 51.56 mm)/12 = 4.29mm/rev。步进角为18度,相当于20步/转。现在所需的所有信息都可用,步进电机的分辨率可以如下计算:分辨率=(相邻螺纹之间的距离)/(N步/转)=(4.29毫米/转)/(20步/转) )= 0.214毫米/步。这是所需分辨率的3倍,即0.68mm/步。
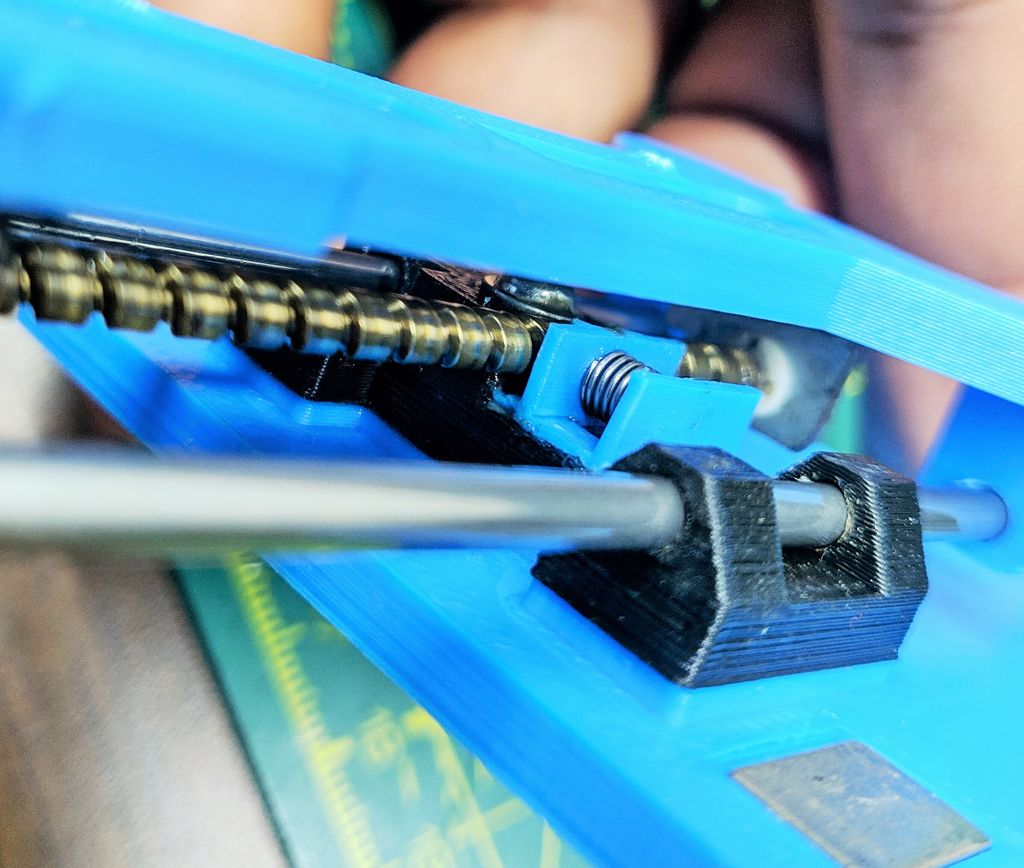
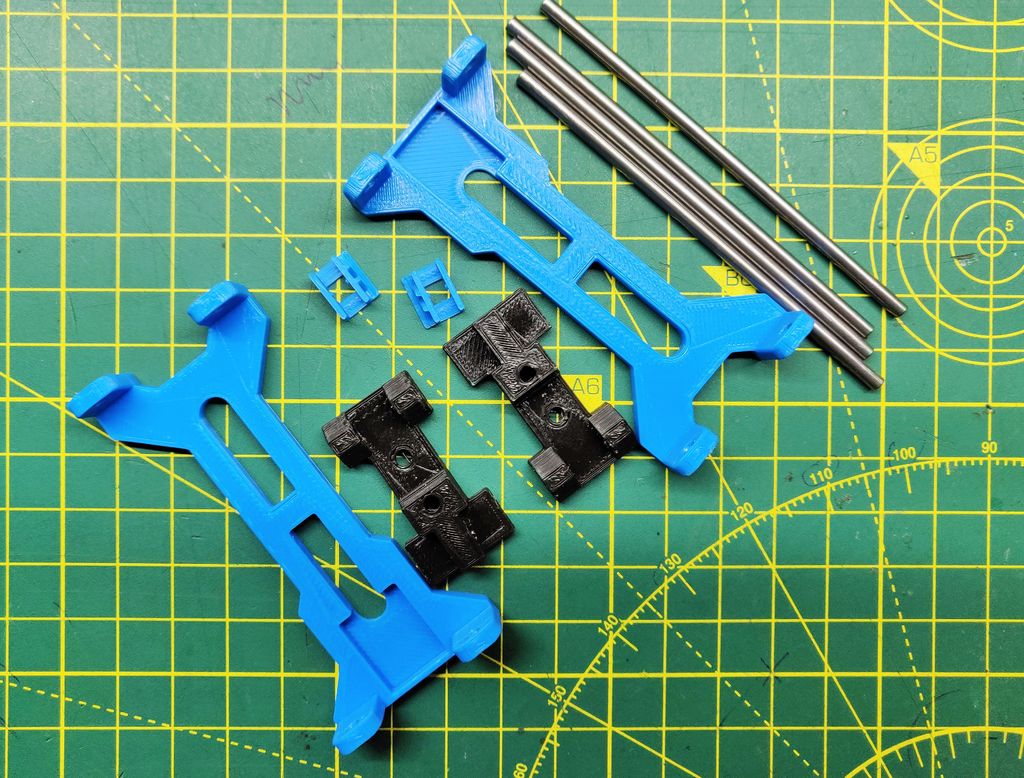
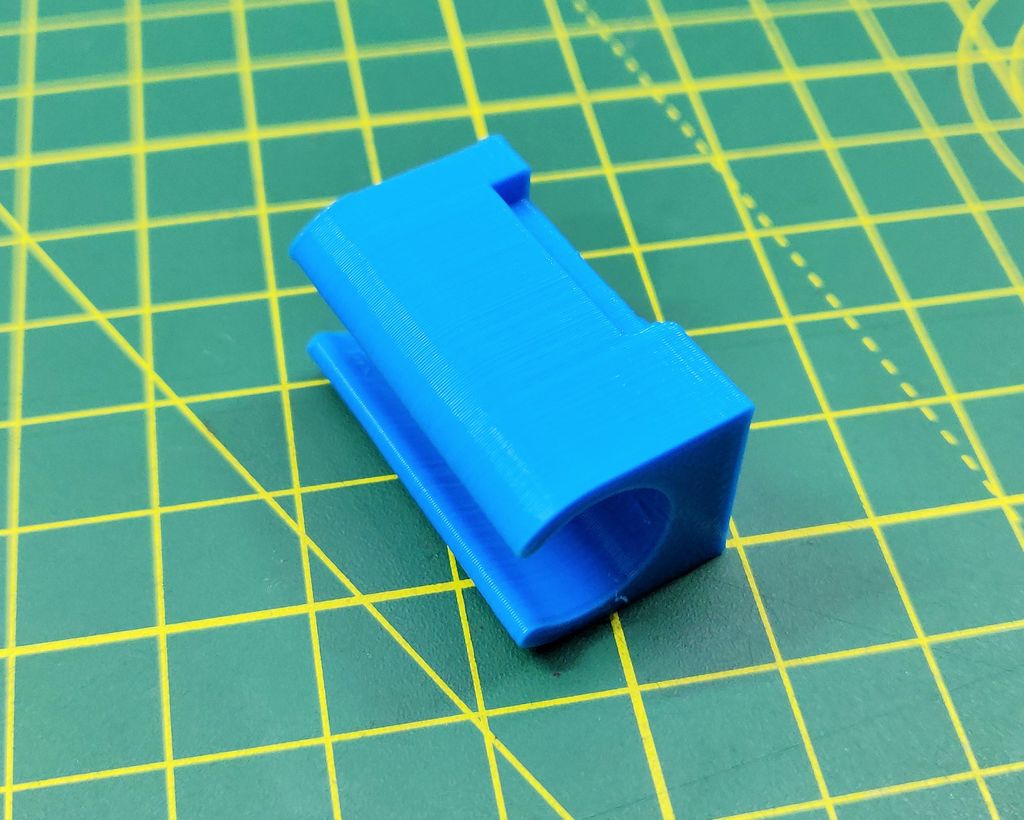
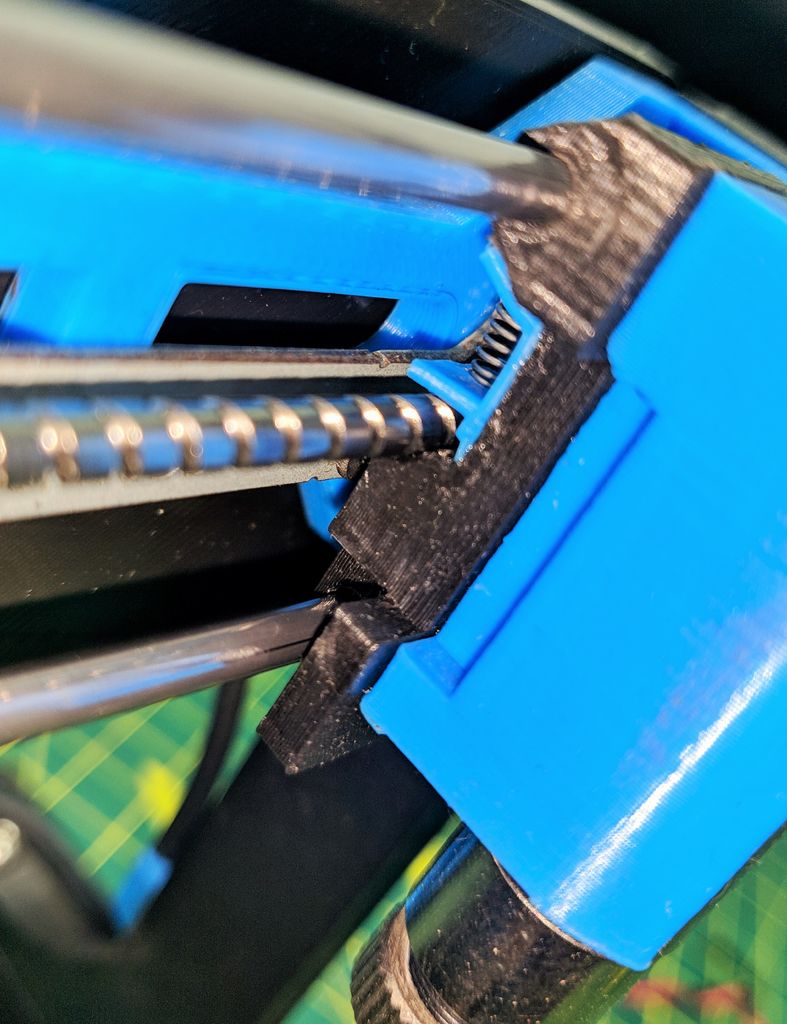
步骤4:准备滑块。
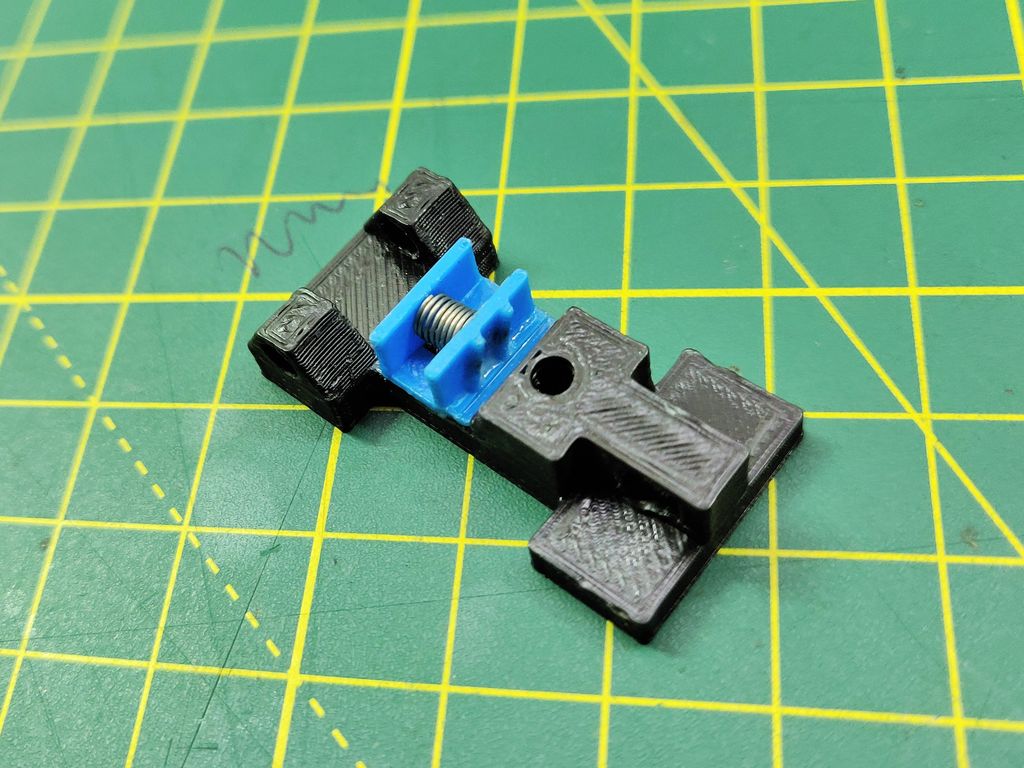
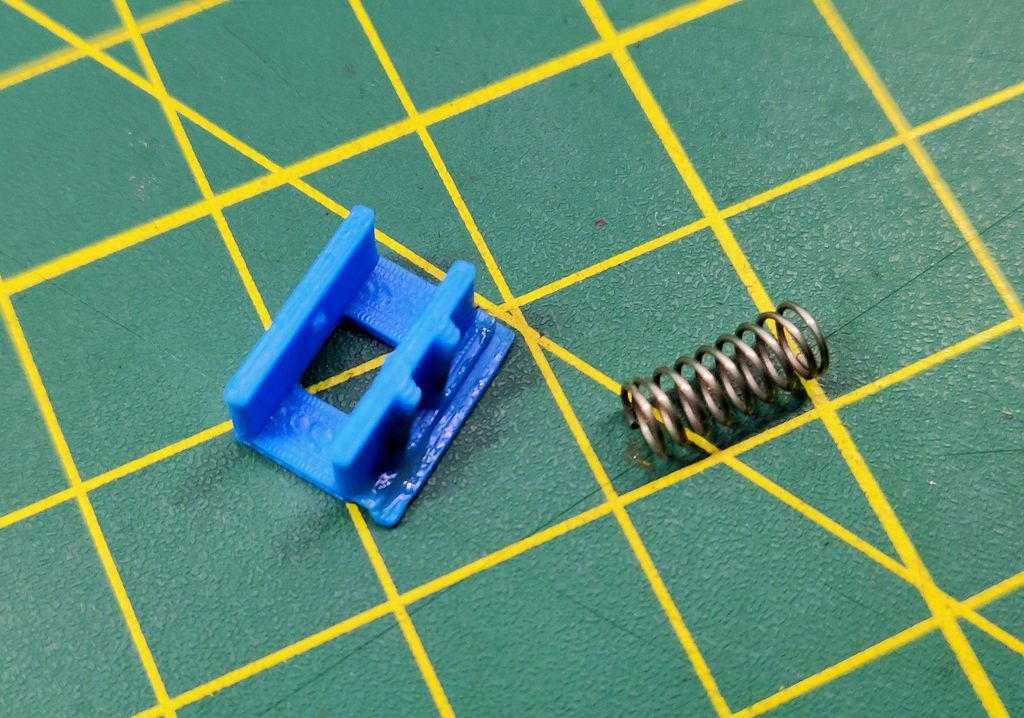
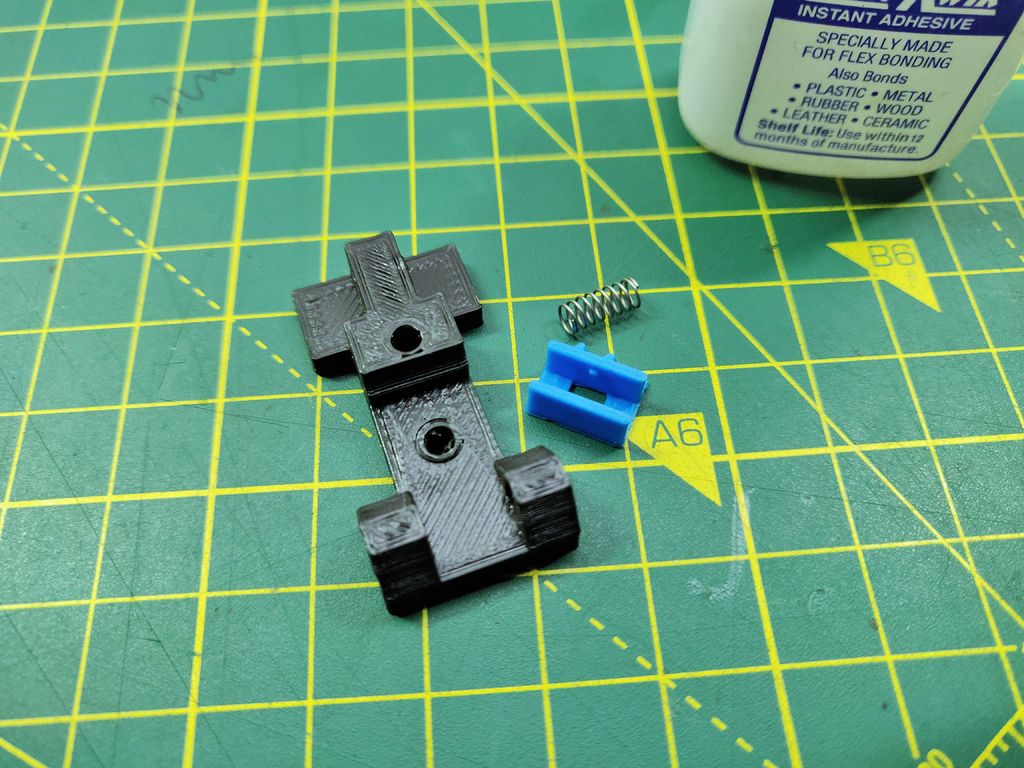
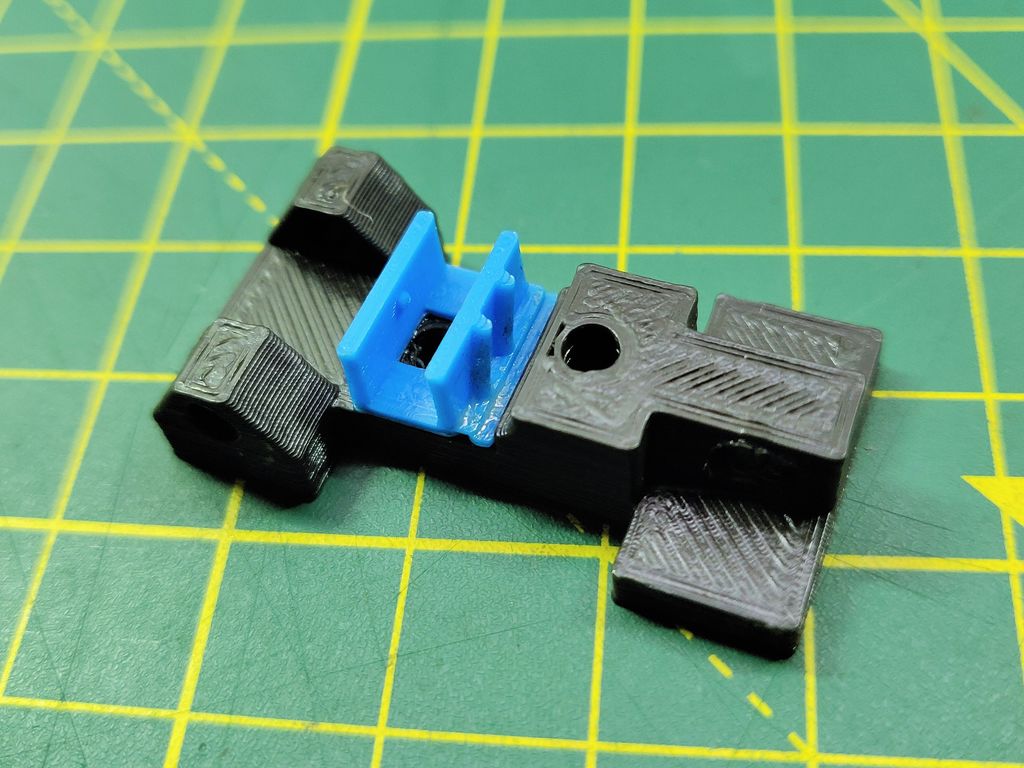
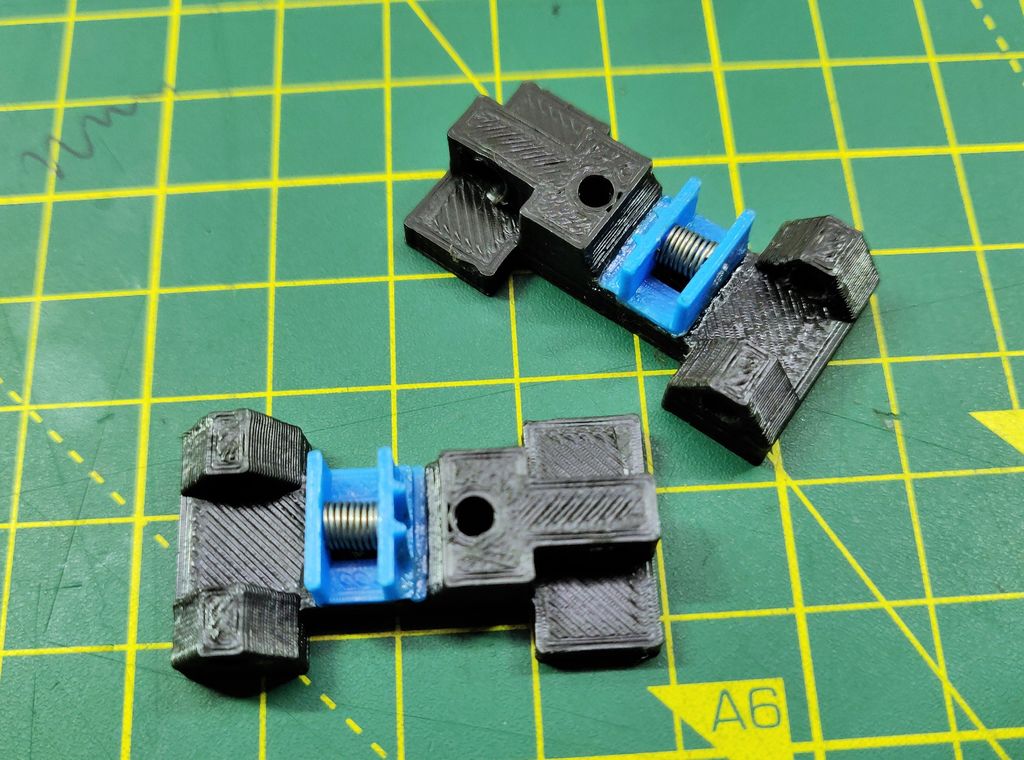
使用超级胶水我将滑块和指南胶合成一个部分。弹簧连接以保持导向器和导螺杆之间的张力,以避免黑睫毛。
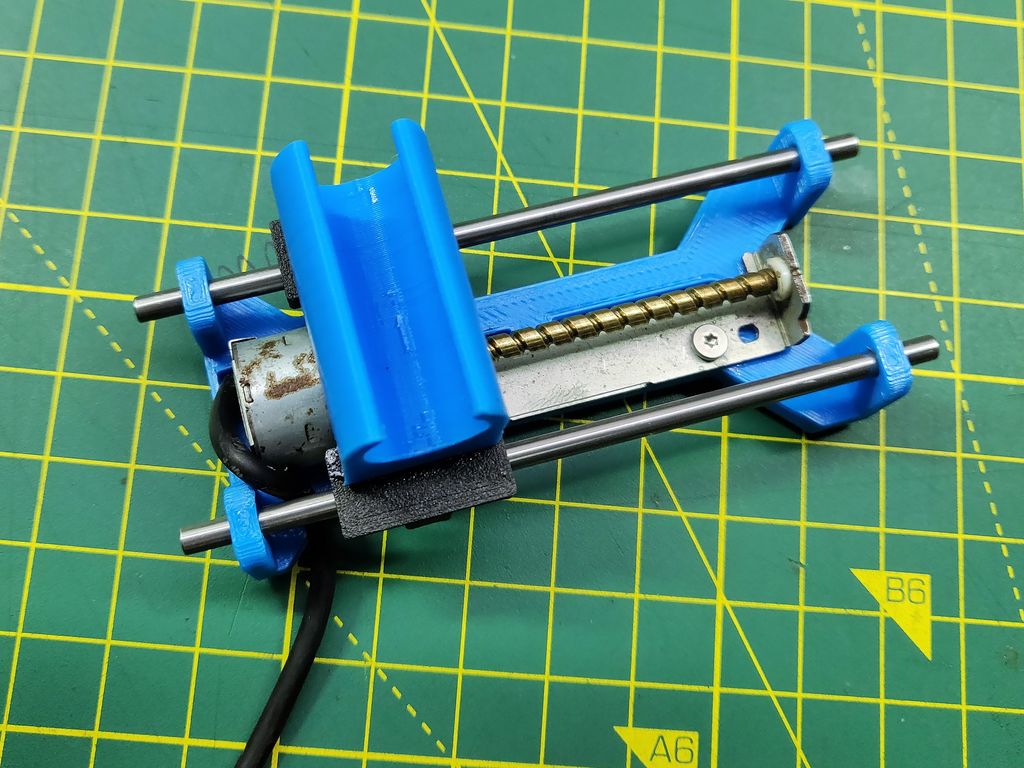
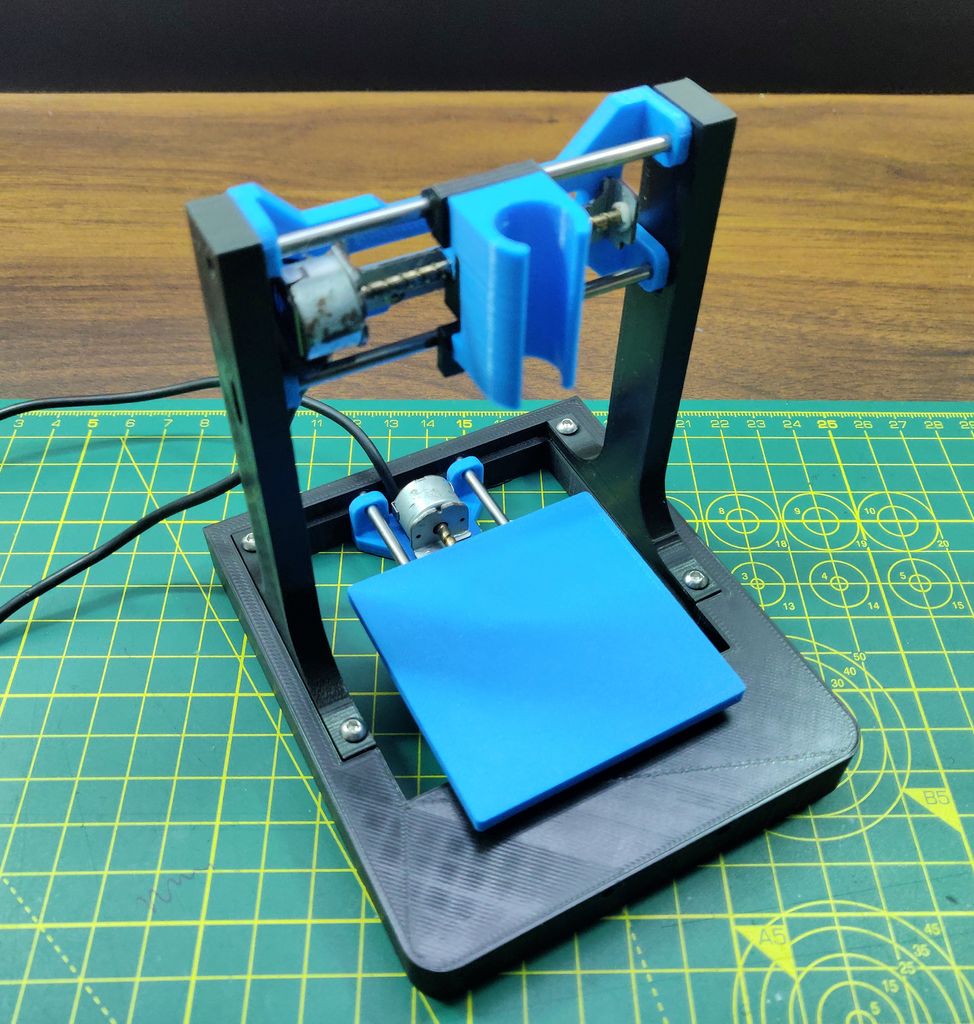
步骤5:为Y轴组装滑块轨道
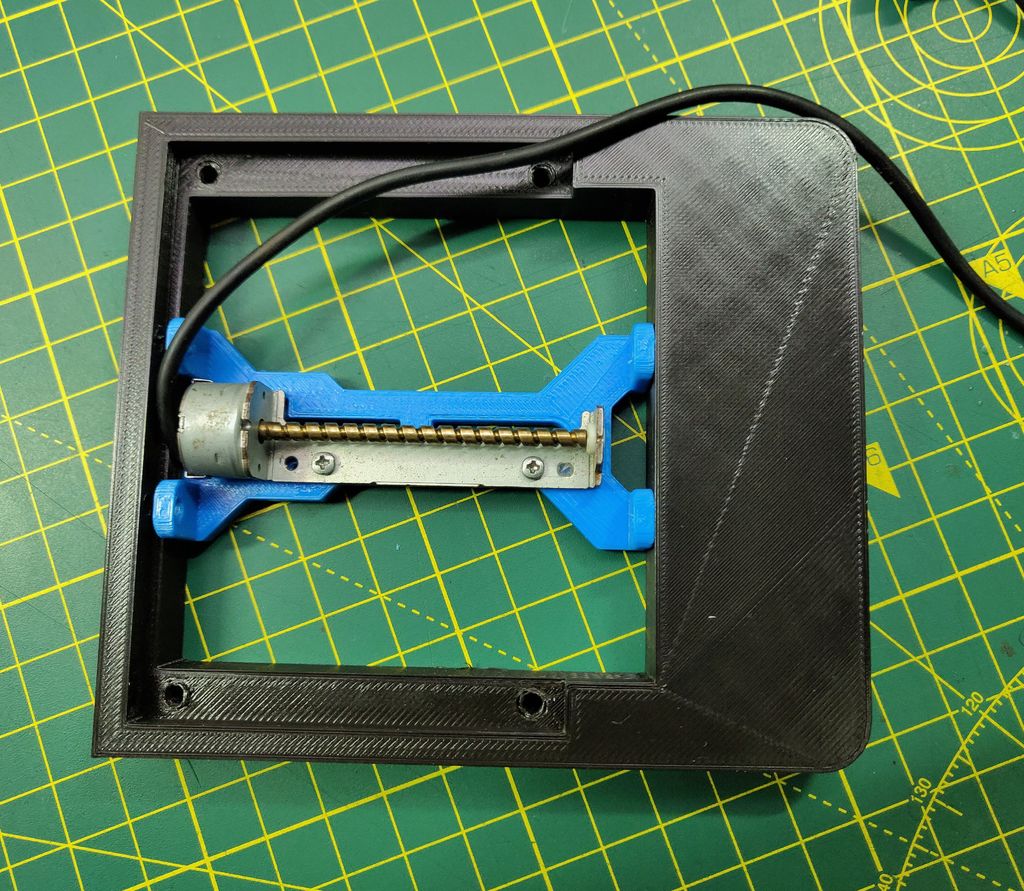
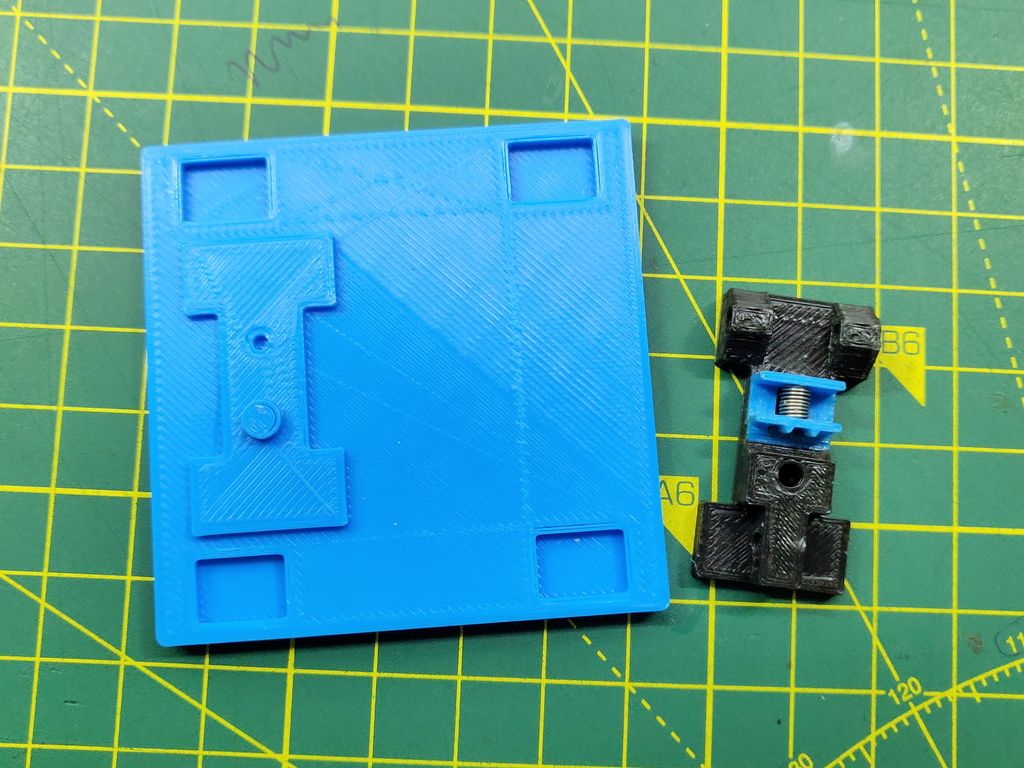
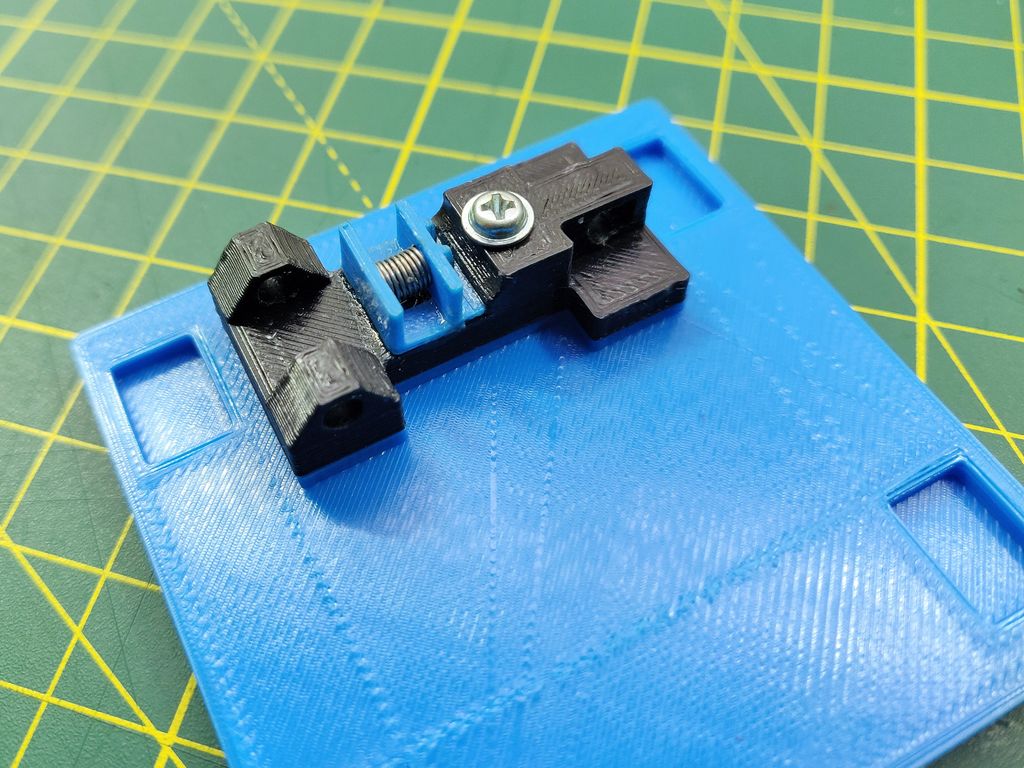
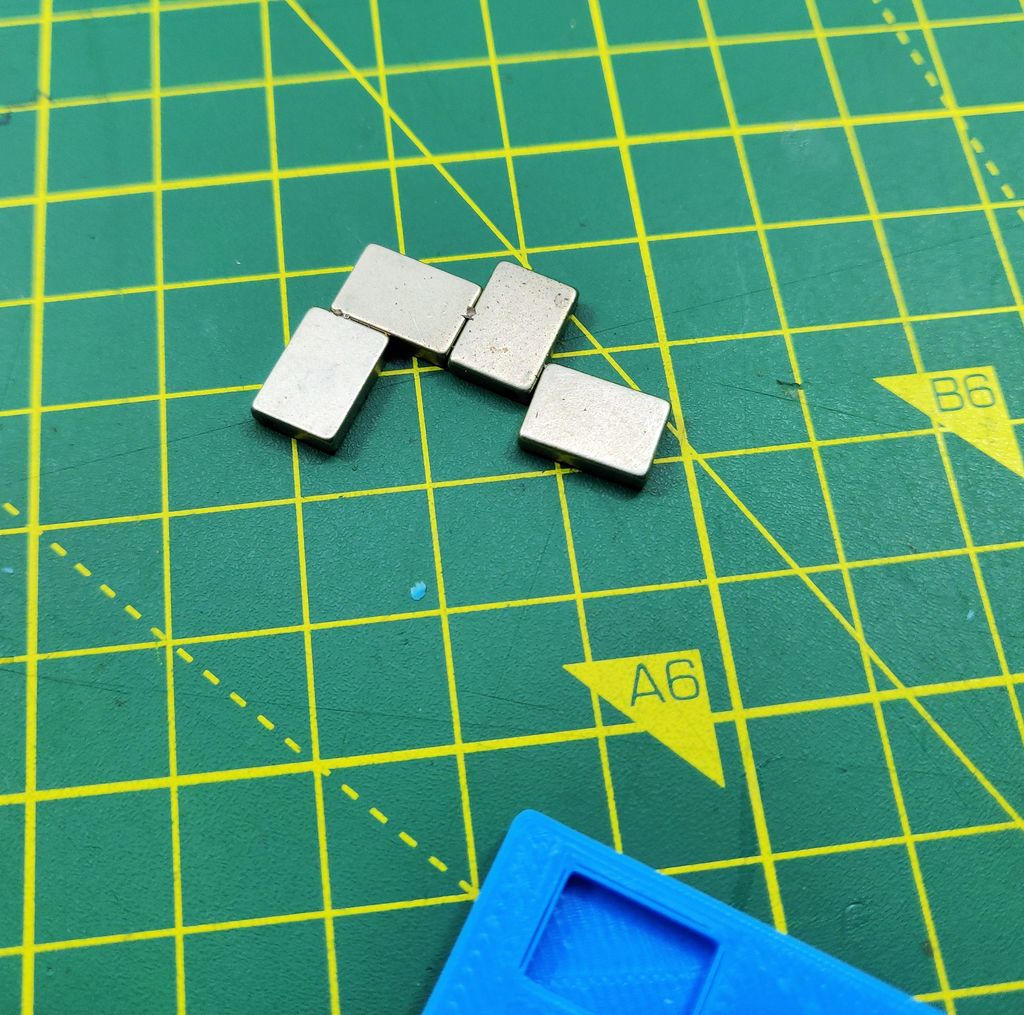
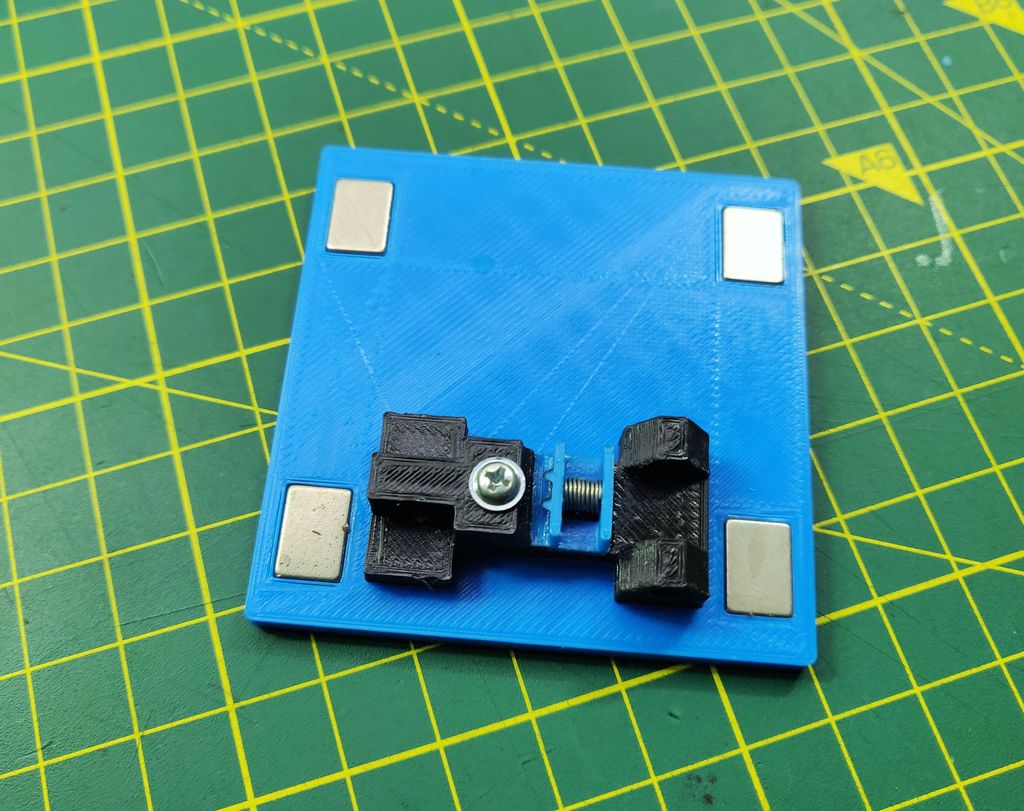

在将滑块组装到底座之前我已经粘合了4x小钕磁铁(我从DVD镜头机构打捞出来)进入X板。这种磁铁有助于将工件固定在工作区域。
光滑的杆将滑动机构保持完整的底座。
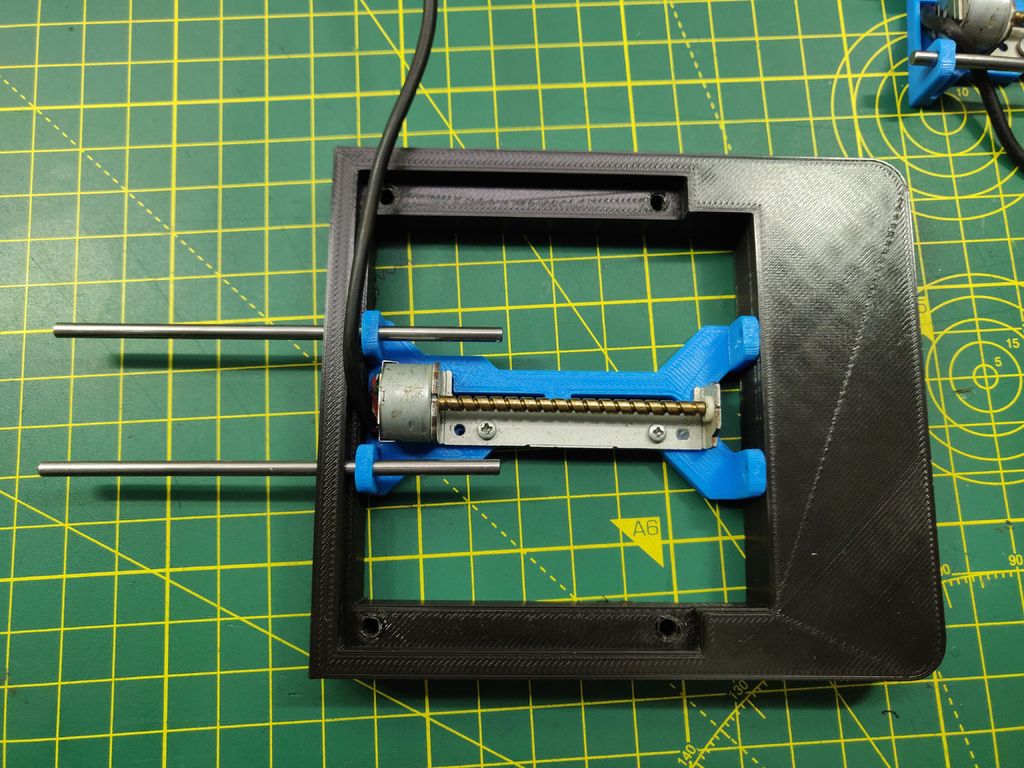
步骤6:为X轴组装滑块轨道


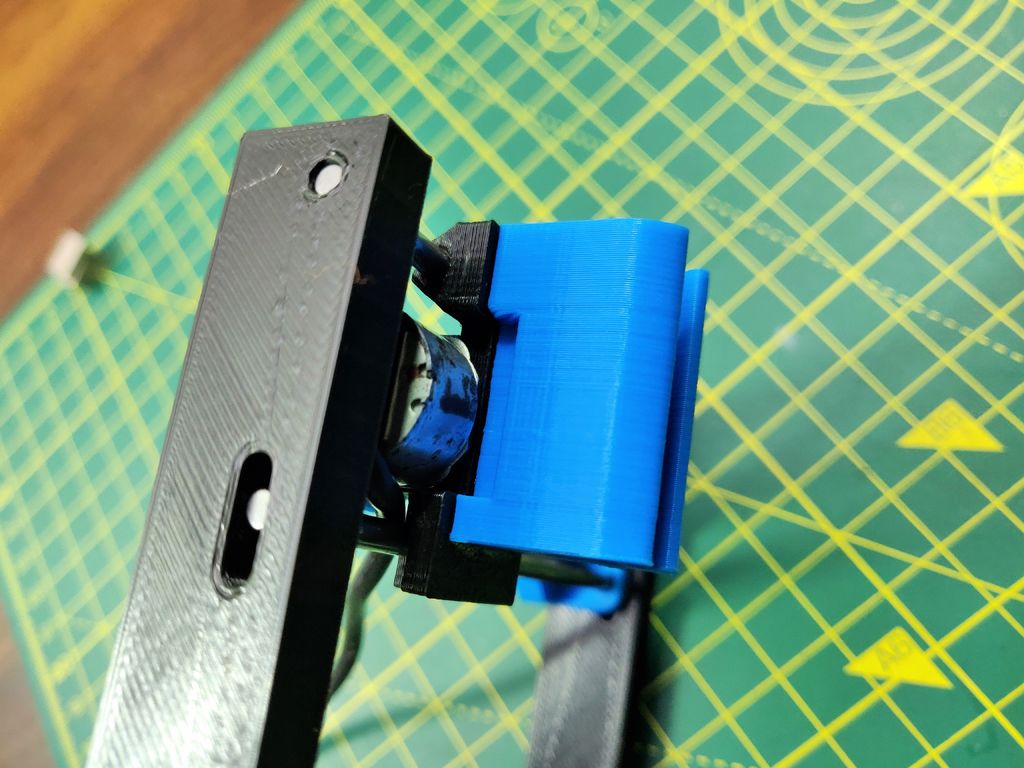

在这里,使用超级胶水和螺丝我将引导机构连接到激光器外壳。
使用螺丝将步进电机安装到位置上,然后将光滑杆和导向部件插入孔中,同时牢记滑块可以自由移动而不是太硬。并将侧架支柱连接到它上面。
步骤7:步进电机的接线


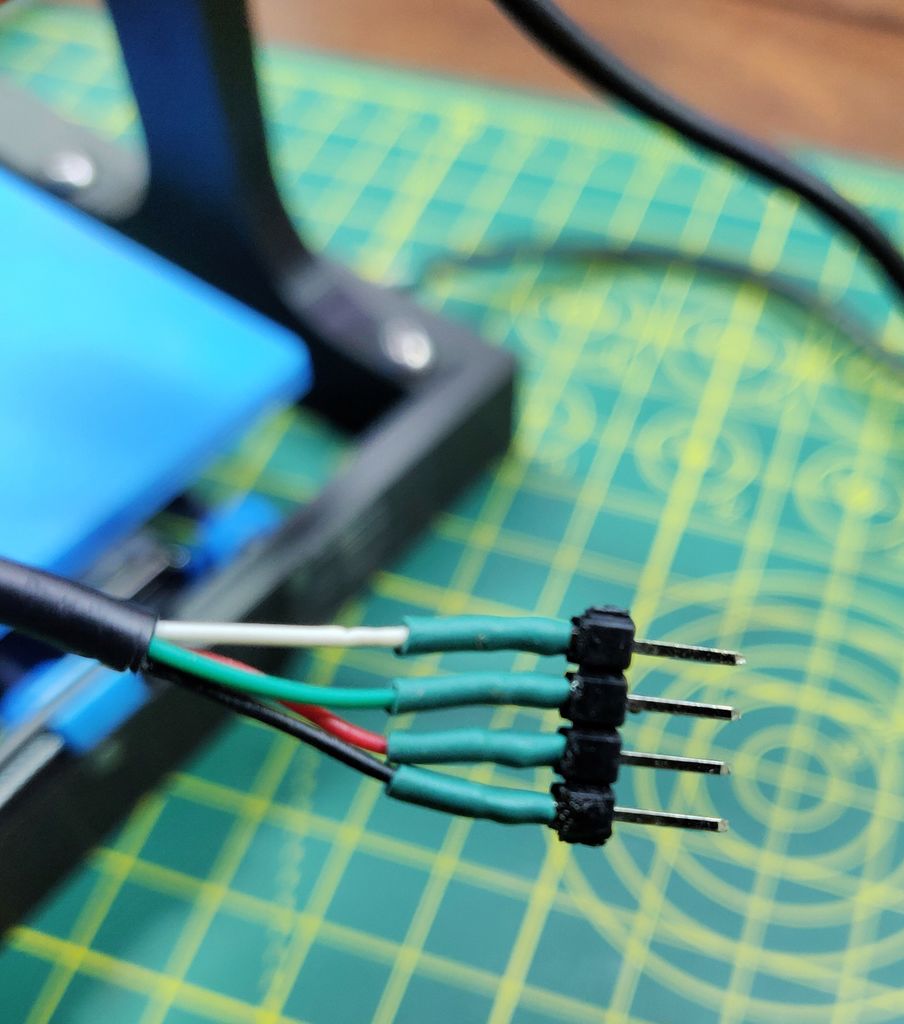
对于步进电机,我使用旧的usb电缆,因为它内部有4根电线,并且有一个盖子,它更灵活,更易于使用。
在万用表中使用连续性模式确定2线圈,线圈A和线圈B。
我通过选择颜色制作2对电线,一对用于线圈A,第二对用于线圈B.
焊接它们并使用热缩管。
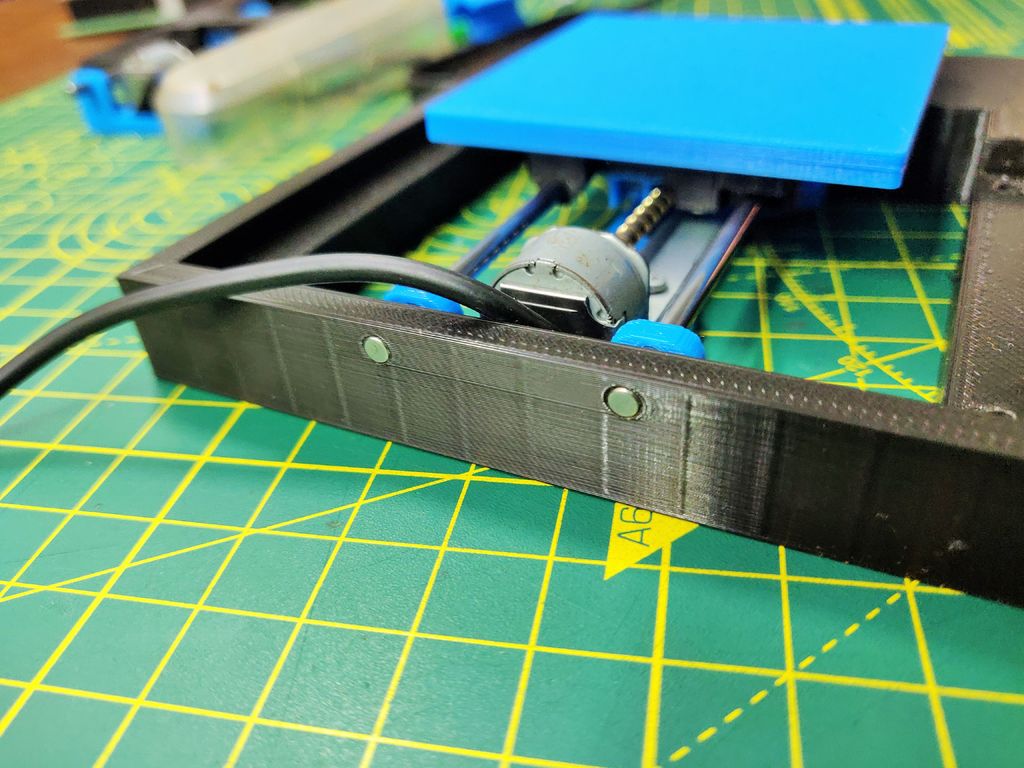
步骤8:梳理X轴和Y轴
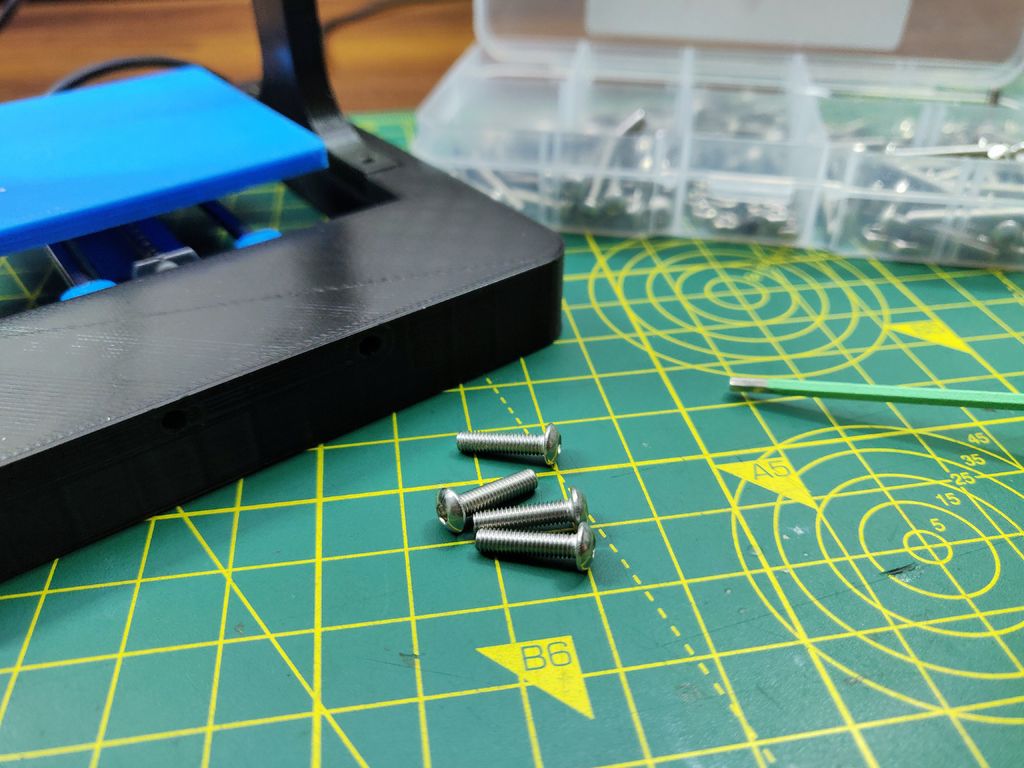
使用4x M3x12螺钉,将底座和两个侧架组合成一个组件。
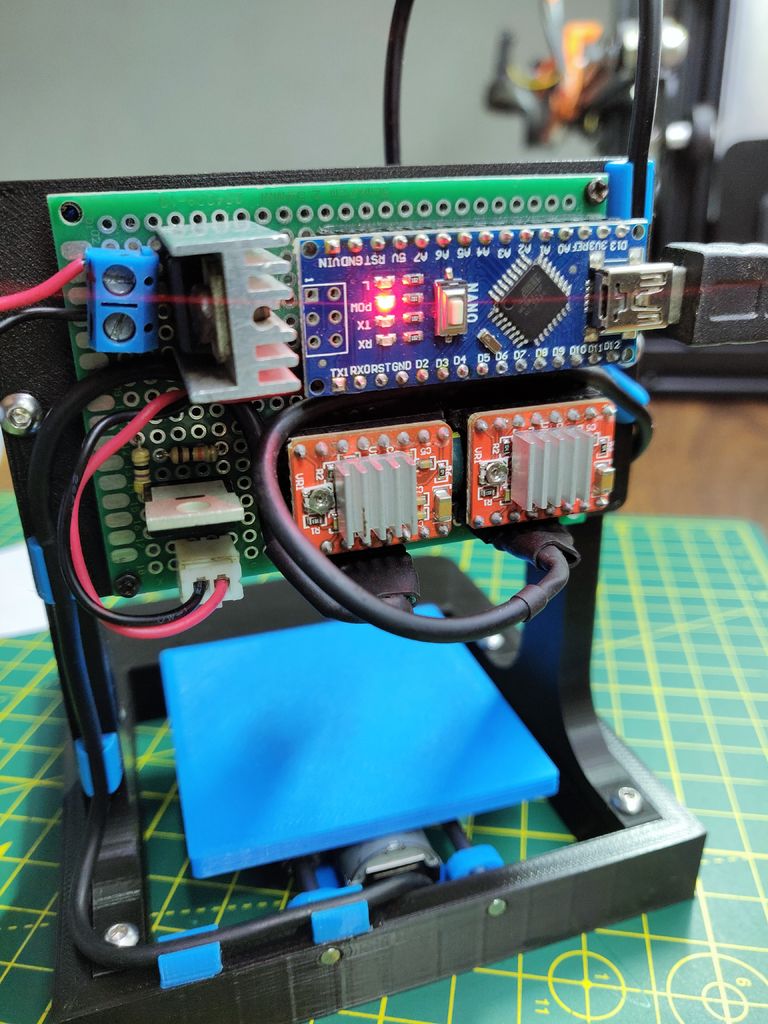
步骤9:电子设备
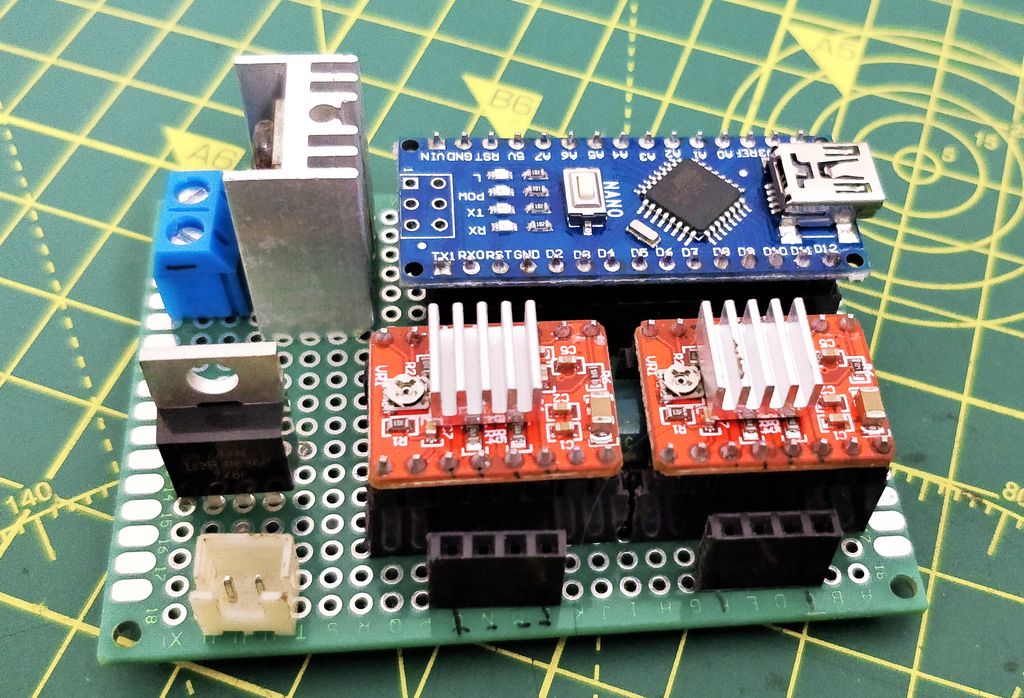

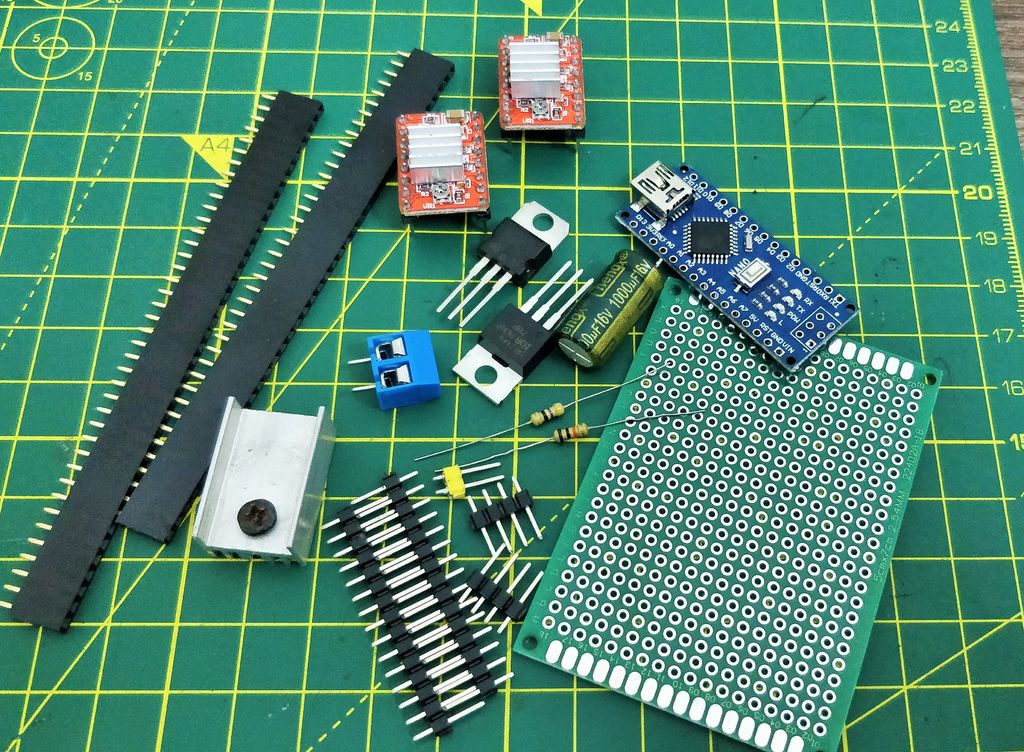
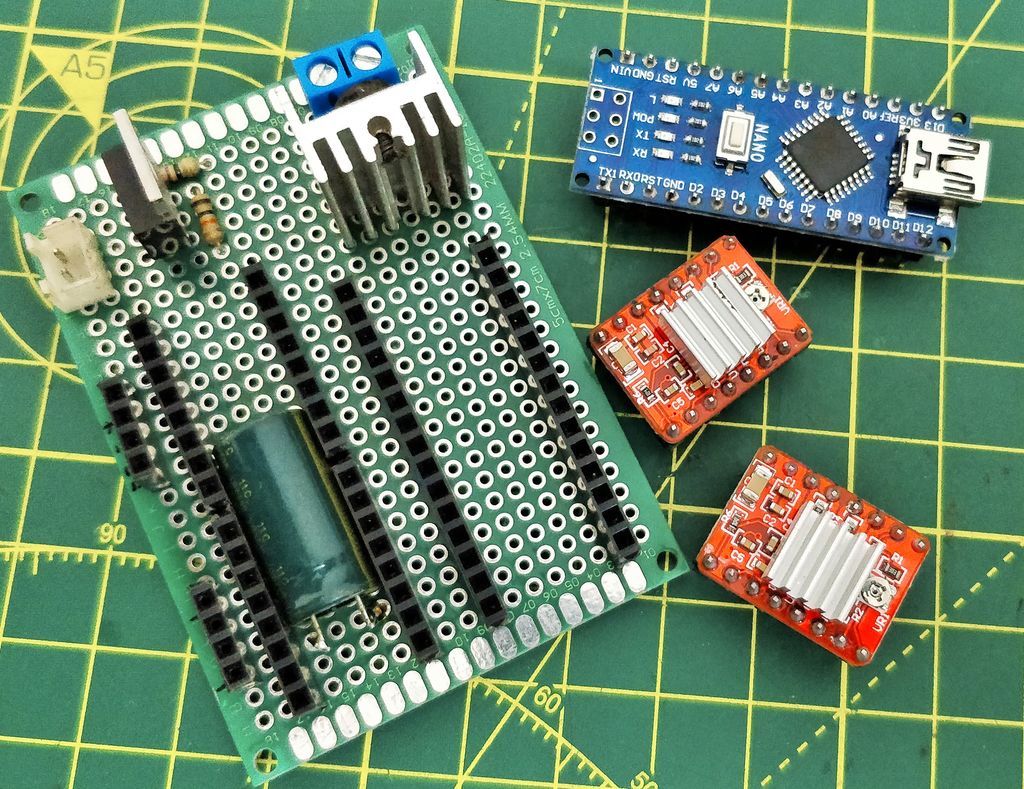


使用的部件对于驱动程序:
Arduino Nano。
2x A4988步进电机驱动器。
1x IRFZ44N N-CHANNEL MOSFET。
1x LM7805带散热器的稳压器。
1x 47ohm和1x 10k电阻。
1x 1000uf 16V电容。
1x 2.5mm JST XH型2pin公连接器。
男性和女性头部针脚。
1x(20mm x 80mm空白PCB)。
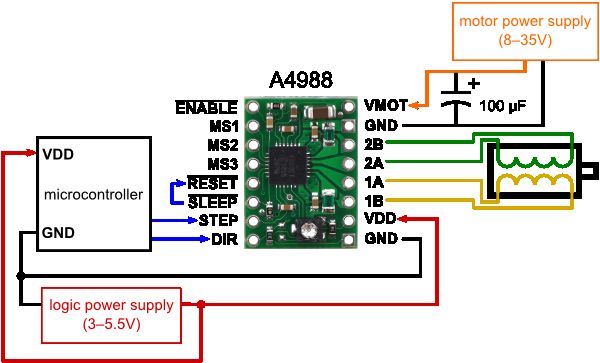
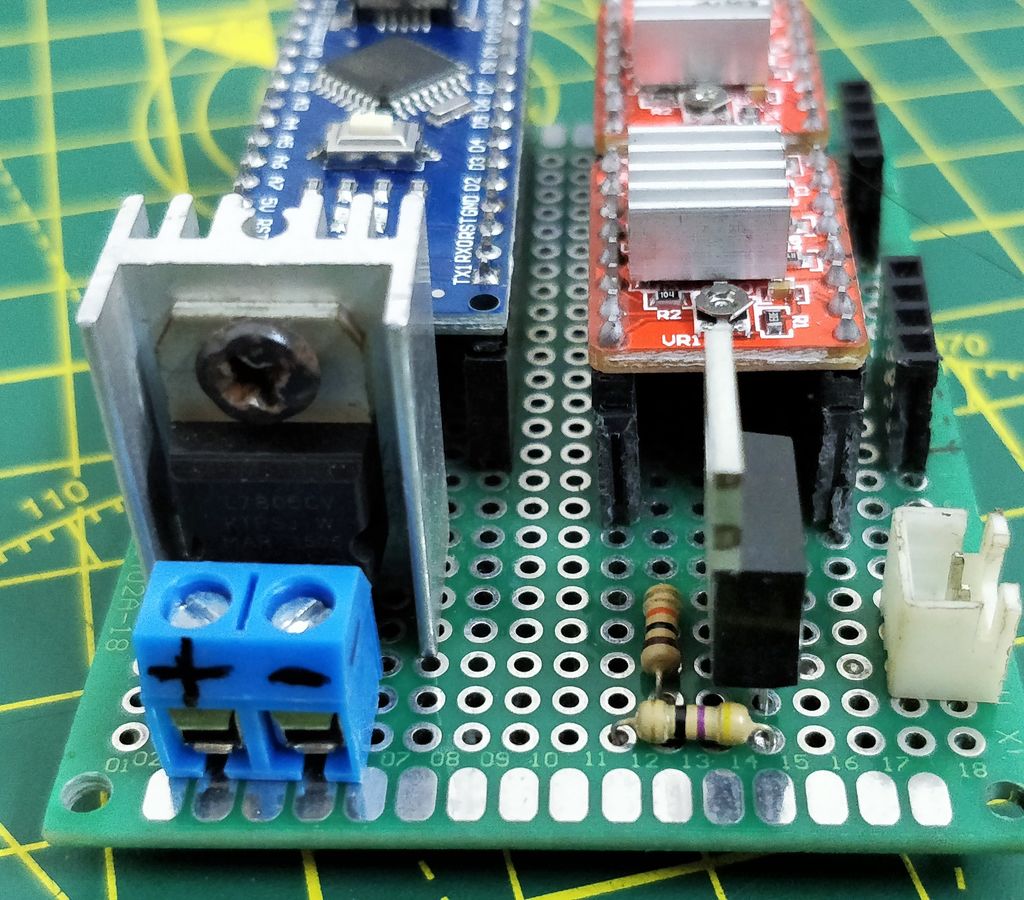
在GRBL中,保留了Arduino的数字和模拟引脚。 X和Y轴的‘’Step‘引脚分别连接到数字引脚2和3。 X轴和Y轴的“Dir”引脚分别连接到数字引脚5和6。 D11用于激光启用。 Arduino通过USB线获得电力。 A4988驱动器通过外部电源供电。所有地面共享共同连接。 A4988的VDD连接到5V的Arduino。我使用的激光器运行在5V上并内置恒流电路。对于来自外部电源的恒定5V电源,使用LM7805稳压器。散热器是强制性的。当从Arduino引脚D11接收数字高信号时,IRFZ44N N-CHANNEL MOSFET用作电子开关。注意:Arduino nano的5V不能使用,因为激光器吸收的电流超过250mA,Arduino Nano不能提供足够的电流。
为每个轴配置微步进。
MS0 MS1 MS2微步分辨率。
低低低全步。
高低低半步。
低高低四分之一步。
高高低八步。
高高十六步。
3个引脚(MS1,MS2和MS3)用于根据上述真值表选择五个步骤
中的一个。这些引脚具有内部下拉电阻,因此如果我们将它们断开,则电路板将以全步模式工作。我使用了第16步配置,平滑无噪音。大多数(但肯定不是全部)步进电机每转完成200步。通过适当地管理线圈中的电流,可以使电动机以较小的步长移动。 Pololu A4988可以使电机以1/16步进行 - 或每转3,200步。微步进的主要优点是减少运动的粗糙度。唯一完全准确的位置是全步位置。电机不能在一个中间位置保持静止位置,具有相同的位置精度或与全步位置相同的保持转矩。一般来说,当需要高速时,应使用全步骤。
步骤10:将电子设备组装到框架上。
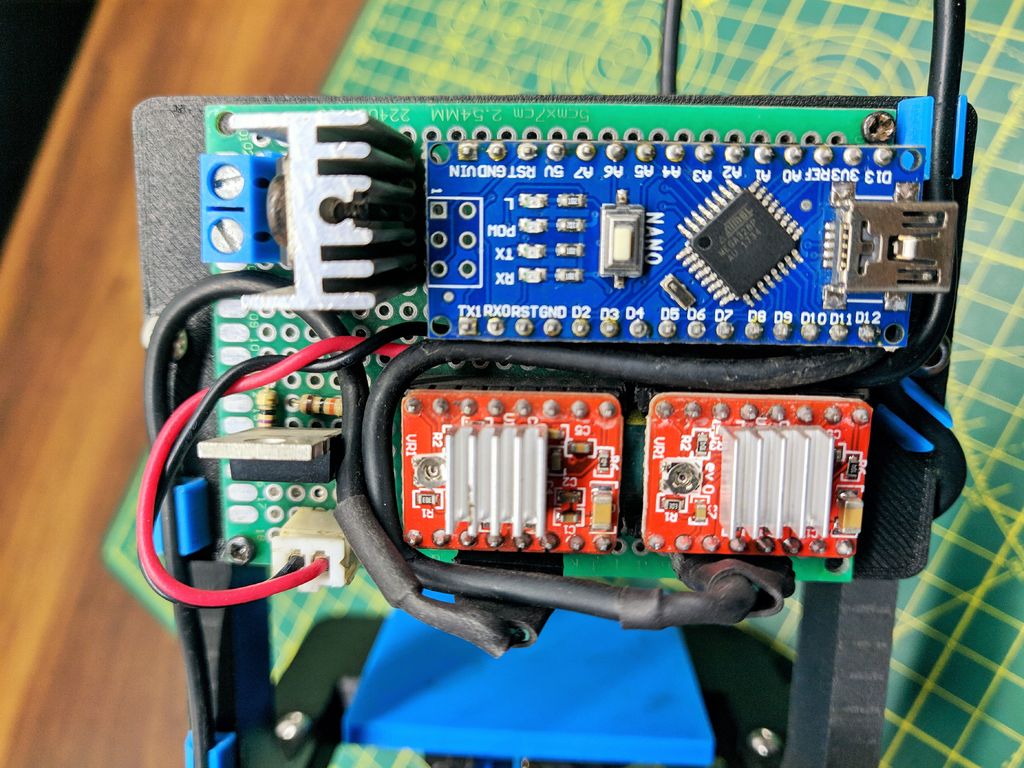
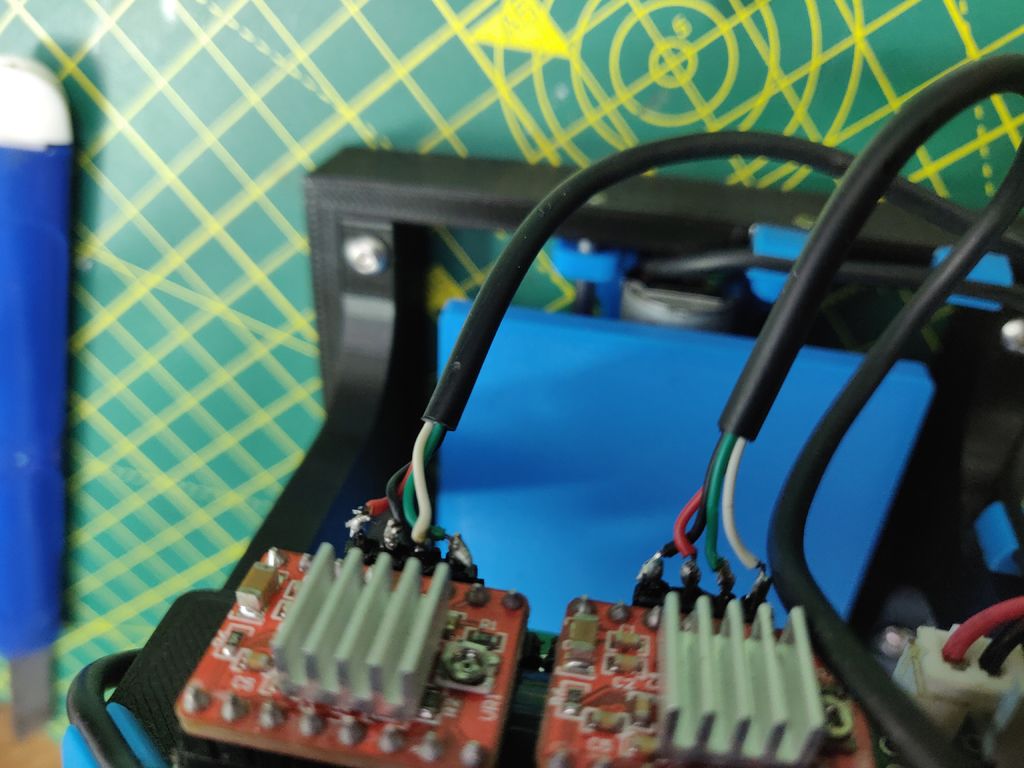
使用2x组装背板上的驱动板M2螺钉和使用2x M3x12螺钉的机器框架。插入步进电机X,Y和激光器的连接。
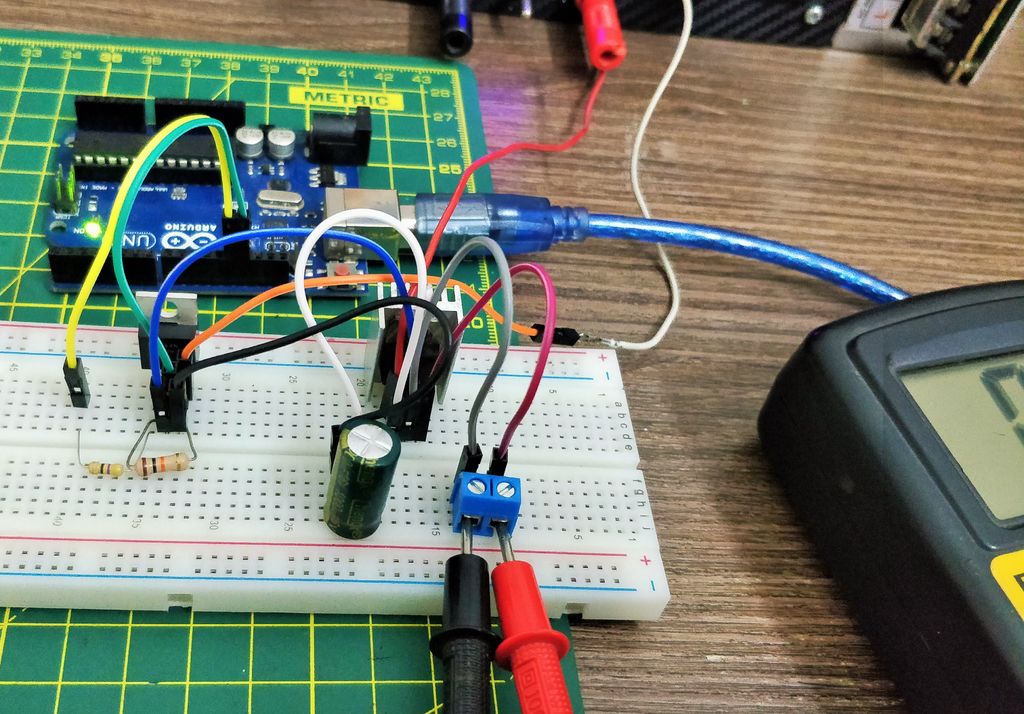
步骤11:调整步进驱动器电流
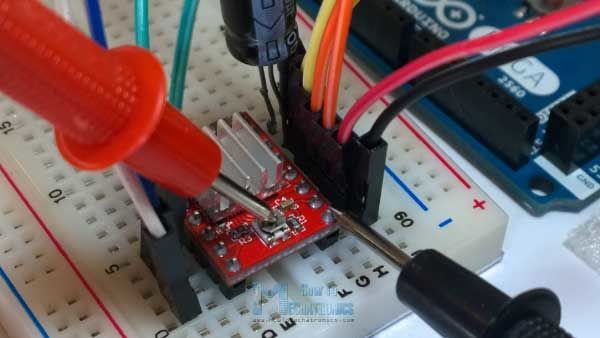
为实现高步进率,电机供电通常比没有有源电流限制时允许的高得多。例如,典型的步进电机可能具有最大额定电流1A和5Ω线圈电阻,这表示最大电机电源为5 V.使用12 V电机可以实现更高的步进速率,但电流必须主动限制在1A以下,以防止损坏电机。 A4988支持这种有源电流限制,电路板上的微调电位器可用于设置电流限制。设置电流限制的一种方法是将驱动器置于全步模式,并测量通过单个电机线圈运行的电流,而无需为STEP输入提供时钟。测得的电流将是电流限值的0.7倍(因为两个线圈始终处于开启状态,并且在全步模式下限制为电流限制设置的70%)。请注意,将逻辑电压Vdd更改为不同的值将改变电流限制设置,因为“ref”引脚上的电压是Vdd的函数。设置电流限制的另一种方法是直接测量电位器顶部的电压并计算得到的电流限值(电流检测电阻为0.1Ω)。电流限制与参考电压有关,如下所示:电流限制= VREF×1.25 因此,例如,如果参考电压为0.6 V,则电流限制为0.75A。如上所述,在全步进模式下,通过线圈的电流限制在电流限制的70%,因此要获得1A的全步线圈电流,电流限制应为1A/0.7 = 1.4A,相当于VREF为1.4A/1.25 = 1.12 V.有关更多信息,请参见A4988数据手册。注意:线圈电流可能与电源电流有很大差异,因此不应使用电源测量的电流来设置电流限制。放置电流表的适当位置与其中一个步进电机线圈串联。
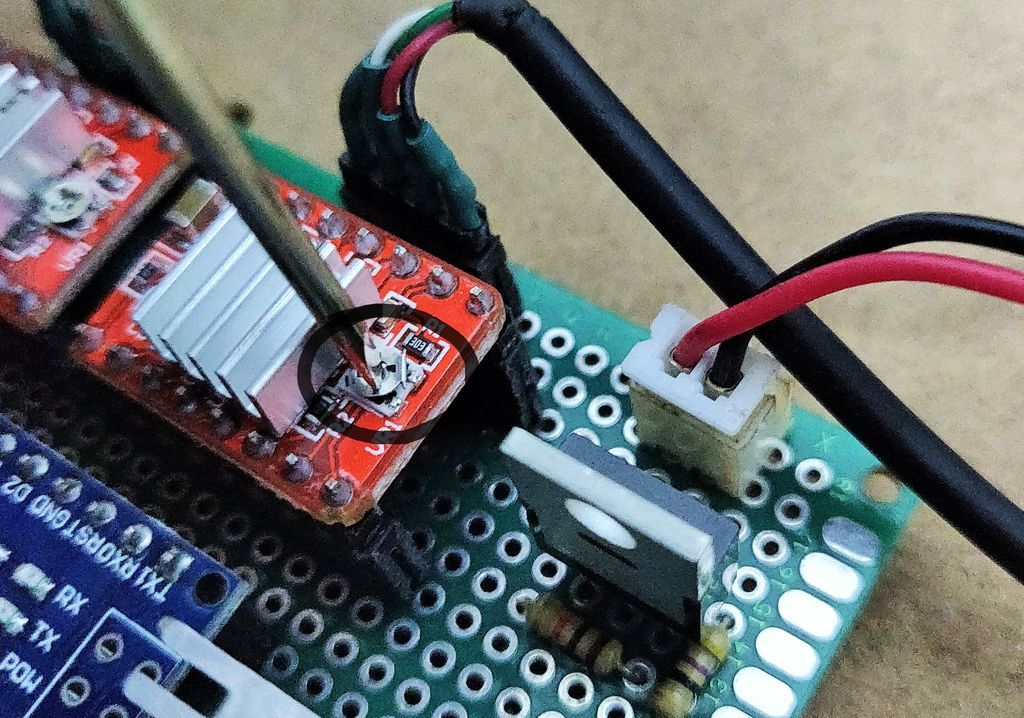
步骤12:激光装配


我使用的激光是可聚焦激光模块200-250mW 650nm。外部金属外壳用作激光二极管的散热器。它具有可聚焦镜头,用于调整激光点。将激光线端子连接到驱动板上的激光插座。
你可以在这里找到一个。
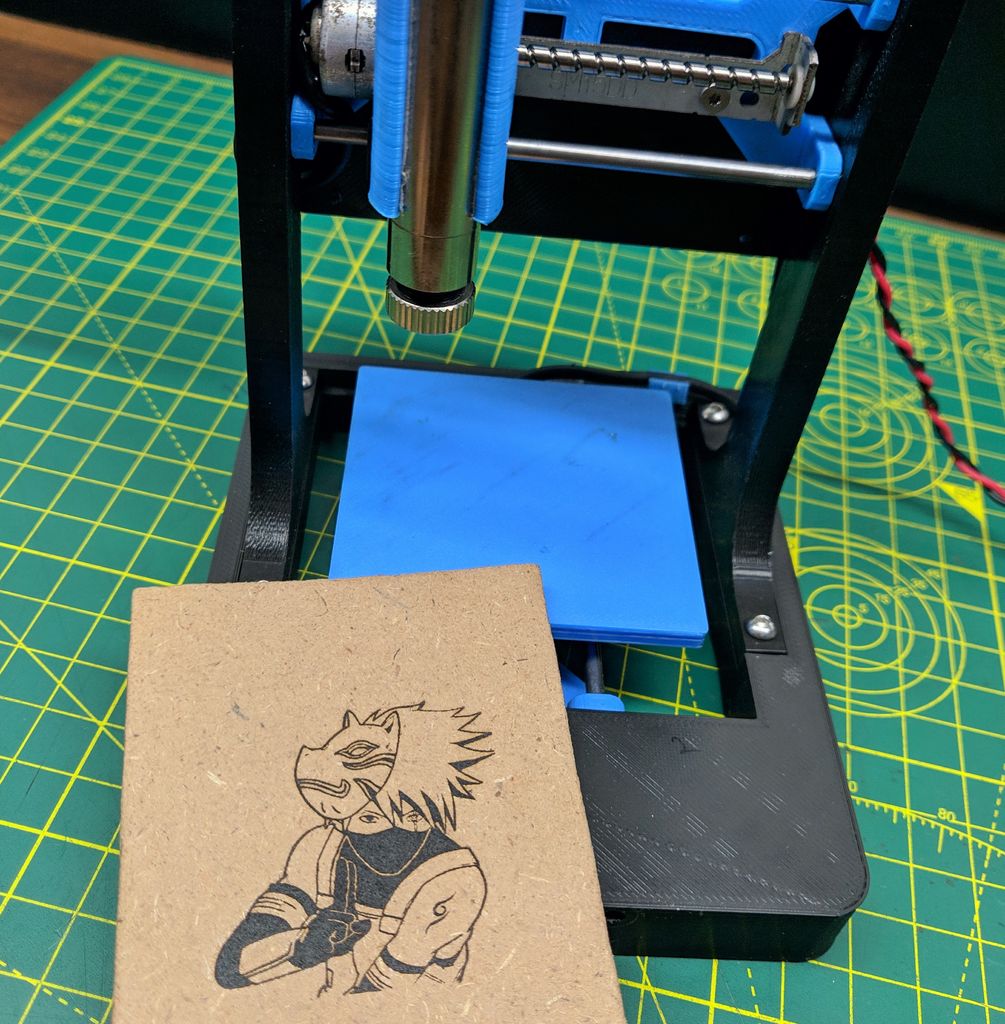
步骤13:准备好了!
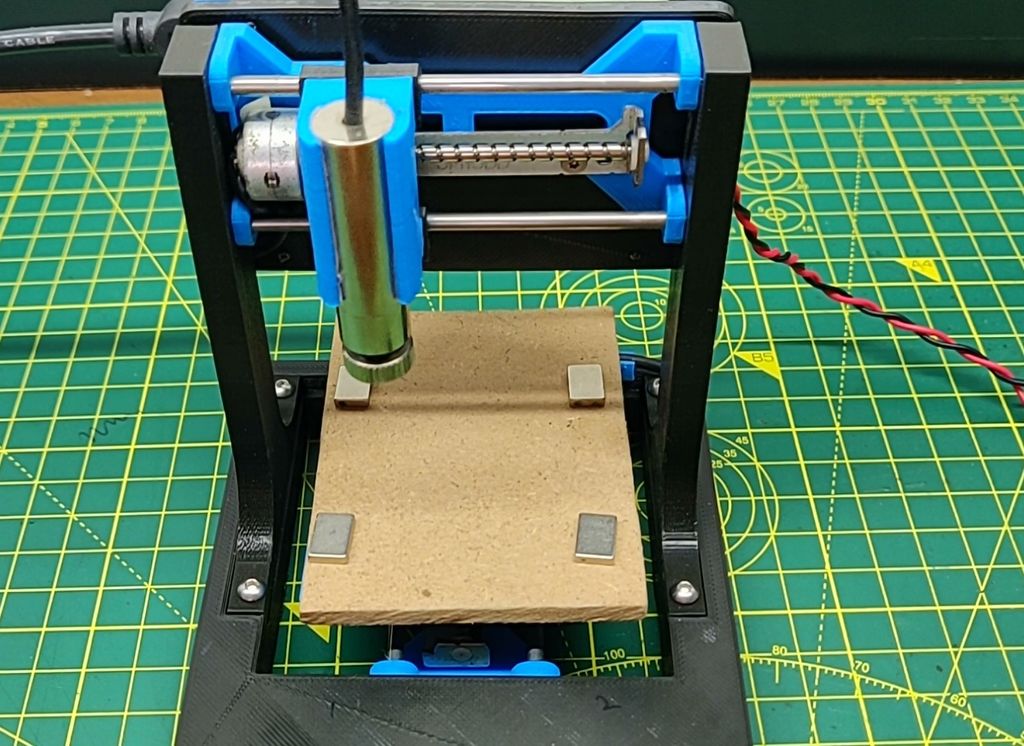
使用四个小钕磁铁将工件锁定在工作台上并设置X轴和Y轴到初始位置(原点)。通过外部电源为驱动器板供电,通过USB A到USB Mini B电缆将Arduino Nano连接到计算机。
还通过外部电源为电路板供电。
安全第一。
必须使用激光安全眼镜
步骤14 :GRBL固件
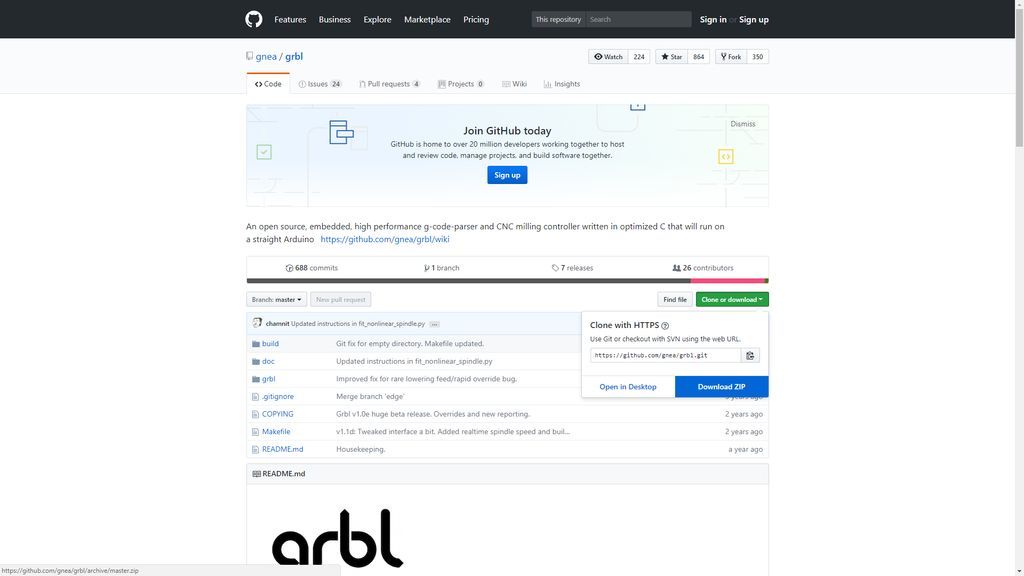
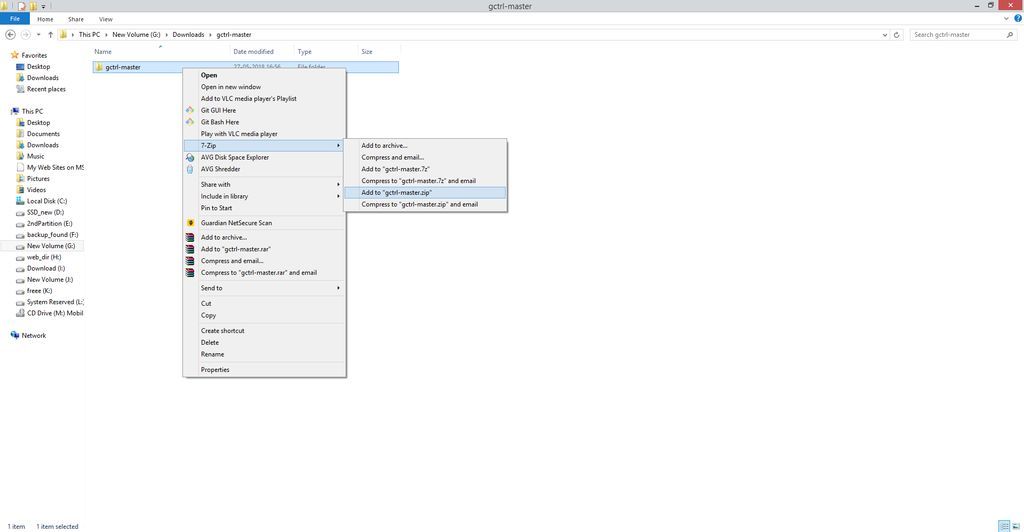
下载GRBL,在这里
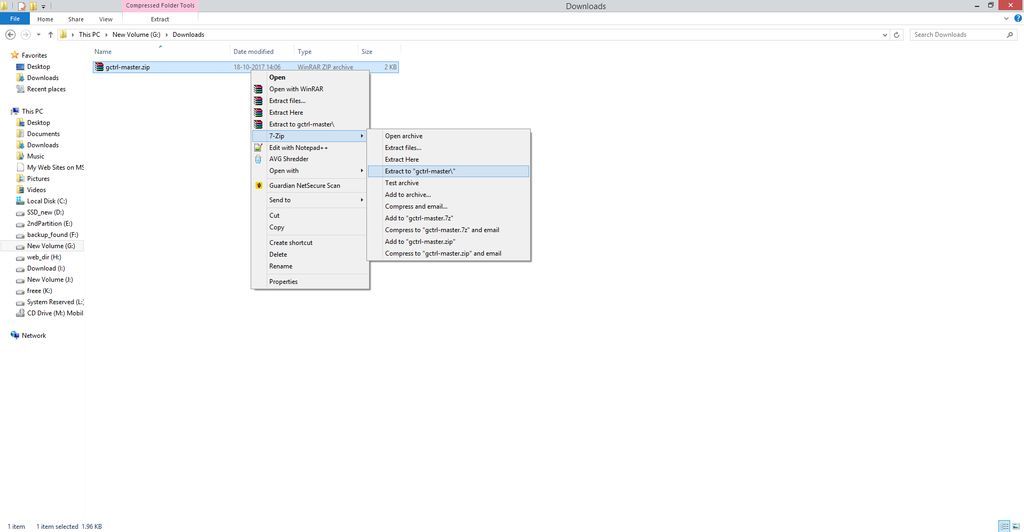
在桌面上提取grbl-master文件夹,你可以在文件master.zip中找到它。
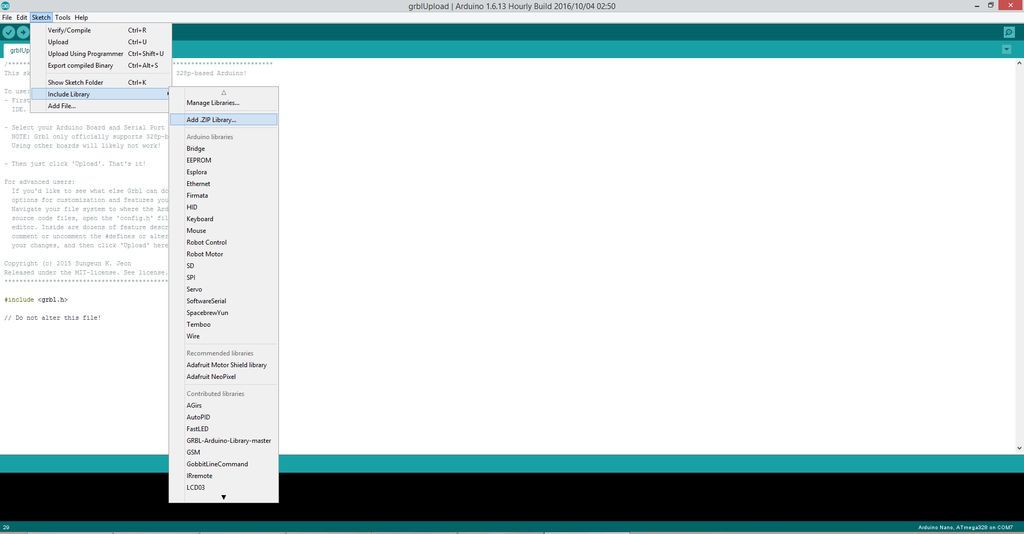
运行Arduino IDE
从应用程序栏菜单中,选择:草图 - 》 #include库 - 》从文件添加库.ZIP
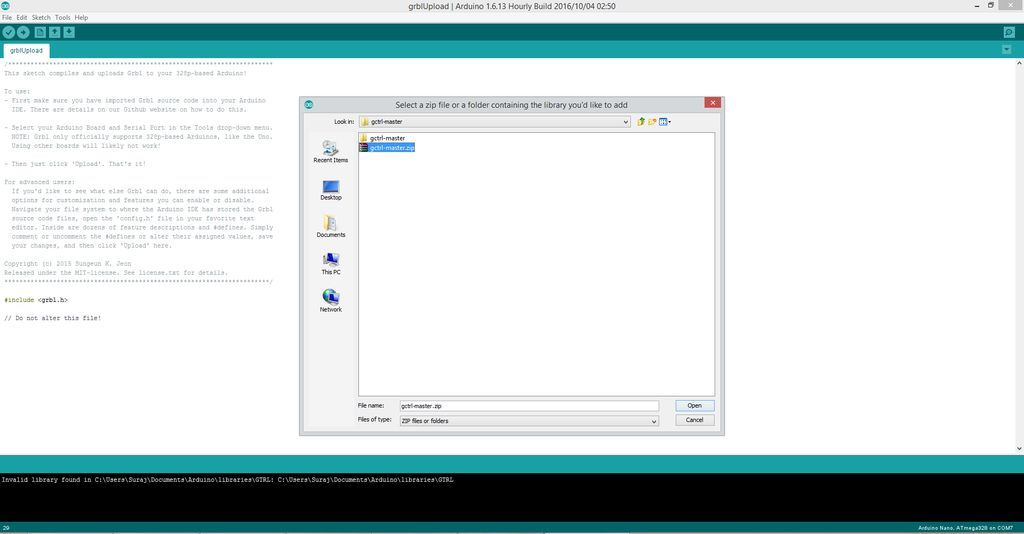
选择您可以在grlb-master文件夹中找到的文件夹grbl,然后单击打开
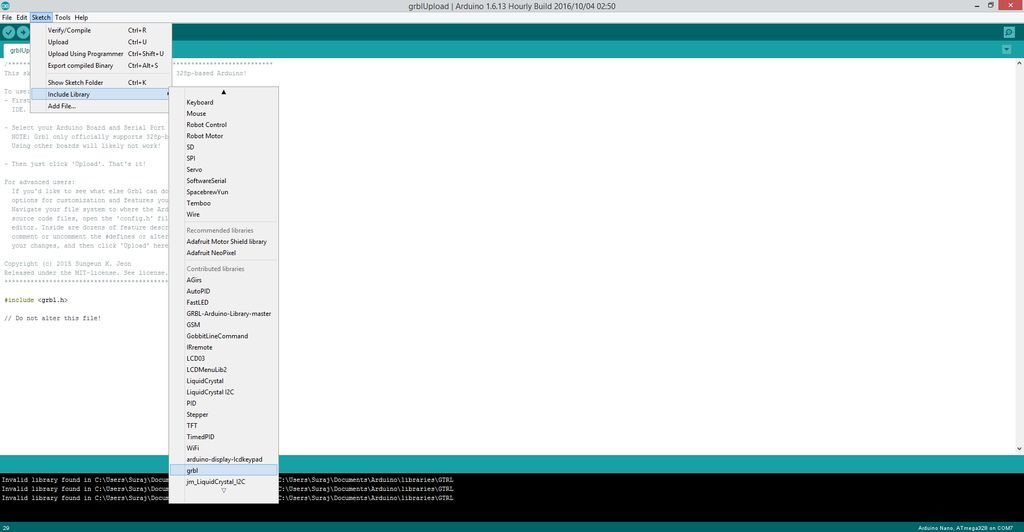
现在安装了库,IDE软件将显示以下消息:库已添加到库中。检查“库包含”菜单。
然后打开一个名为“grbl upload”的示例并将其上传到您的arduino板。
步骤15:发送G-CODE的软件





我们还需要一个软件来将G-Code发送到CNC我已经使用了LASER GRBL
LaserGRBL是DIY Laser
Engraver最好的Windows GCode流光之一。 LaserGRBL能够将GCode路径加载并传输到arduino,并使用内部转换工具雕刻图像,图片和徽标。
LASER GRBL下载。
LaserGRBL会不断检查机器上可用的COM端口。端口列表允许您选择控制板所连接的COM端口。
请根据您的机器固件配置选择正确的连接波特率(默认值为115200)。
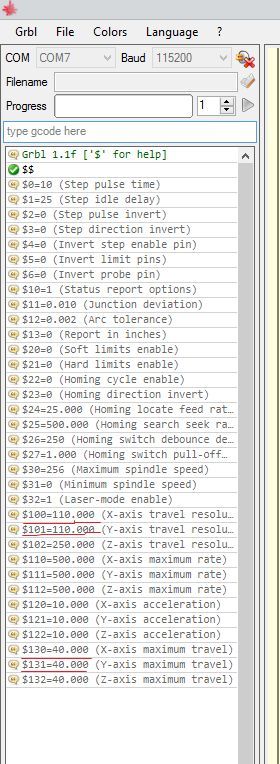
Grbl设置:
$$ - 查看Grbl设置
要查看设置,请键入$$并在连接到Grbl后按Enter键。 Grbl应该响应当前系统设置的列表,如下面的示例所示。所有这些设置都是持久性的,并保存在EEPROM中,因此如果断电,这些将在下次启动Arduino时加载回来。
$ 0 = 10(步进脉冲,usec)
$ 1 = 25(步进空闲延迟,毫秒)
$ 2 = 0(步进端口反转掩码:00000000)
$ 3 = 6(目录端口反转掩码:00000110)
$ 4 = 0(步骤启用反转,布尔)
$ 5 = 0(限制引脚反转,布尔)
$ 6 = 0(探针反转,布尔)
$ 10 = 3(状态报告掩码:00000011)
$ 11 = 0.020(结合偏差,mm)
$ 12 = 0.002(圆弧公差,mm)
$ 13 = 0(报告英寸,布尔)
$ 20 = 0(软限制,布尔)
$ 21 = 0(硬限制,布尔)
$ 22 = 0(归位周期,布尔)
$ 23 = 1(归位dir反转掩码:00000001)
24美元= 50.000(归位进给,毫米/分钟)
25美元= 635.000(寻找寻找,毫米/分钟)
26美元= 250(归位辩护,毫秒)
$ 27 = 1.000(归位拉断,mm)
$ 100 = 314.961(x,步长/mm)
$ 101 = 314.961(年,步/mm)
$ 102 = 314.961(z,步长/mm)
$ 110 = 635.000(x最大速率,mm/min)
$111=635.000(y最大速率,mm/min)
$ 112 = 635.000(z最大速率,mm/min)
$ 120 = 50.000(x accel,mm/sec ^ 2)
121 = 50.000(y accel,mm/sec ^ 2)
$ 122 = 50.000(z accel, mm/sec ^ 2)
$ 130 = 225.000(x最大行程,mm)
$ 131 = 125.000(y最大行程,mm)
$ 132 = 170.000(z max travel,mm)
步骤16:调整系统
这是项目中最困难的部分。
- 调整激光束进入工件上可能的最小点。这是最棘手的部分,需要时间和耐心使用跟踪和错误方法。
- 使用$ 100,$ 101,$ 130和$ 131的GRBL设置?
我对GRBL的设置是,$ 100 = 110.000
$ 101 = 110.000
$ 130 = 40.000
$ 131 = 40.000
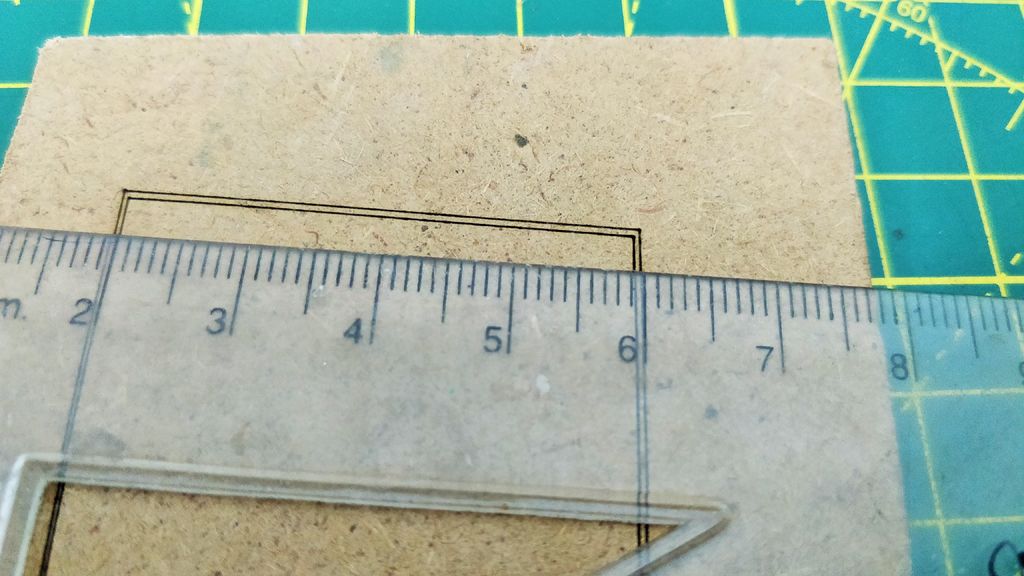
我尝试雕刻一个40mm边的正方形,经过这么多错误并调整设置对于grbl,我从X轴和Y轴刻出了合适的40mm线。如果X轴和Y轴的分辨率不同,图像将向任一方向缩放。
请记住,并非所有步进电机都与DVD驱动器相同。
这是一个漫长而耗时的过程,但调整结果非常令人满意。
LaserGRBL用户界面。
连接控制:根据grbl固件配置,您可以在此处选择串行端口和正确的连接速率。
文件控制:显示加载的文件名和雕刻过程进度。绿色的“播放”按钮将启动程序执行。
手动命令:您可以在此处键入任何G代码行,然后按“输入”。命令将排入命令队列。
命令日志和命令返回码:显示入队命令及其执行状态和错误。
点动控制:允许手动定位激光。左侧垂直滑块控制移动速度,右侧滑块控制步长。
雕刻预览:此区域显示最终作品预览。在雕刻期间,小的蓝色十字将在运行时显示当前的激光位置。
Grbl重置/归位/解锁:此按钮向grbl板提交软重置,归位和解锁命令。在解锁按钮右侧,您可以添加一些用户定义的按钮。
Feed hold and resume:此按钮可以暂停和恢复程序执行,将Feed Hold或Resume命令发送到grbl board。
行数和时间投影:LaserGRBL可以根据实际速度和工作进度估算程序执行时间。
覆盖状态控件:显示和更改实际速度和功率覆盖。覆盖是grbl v1.1的新功能,旧版本不支持。
步骤17:木刻

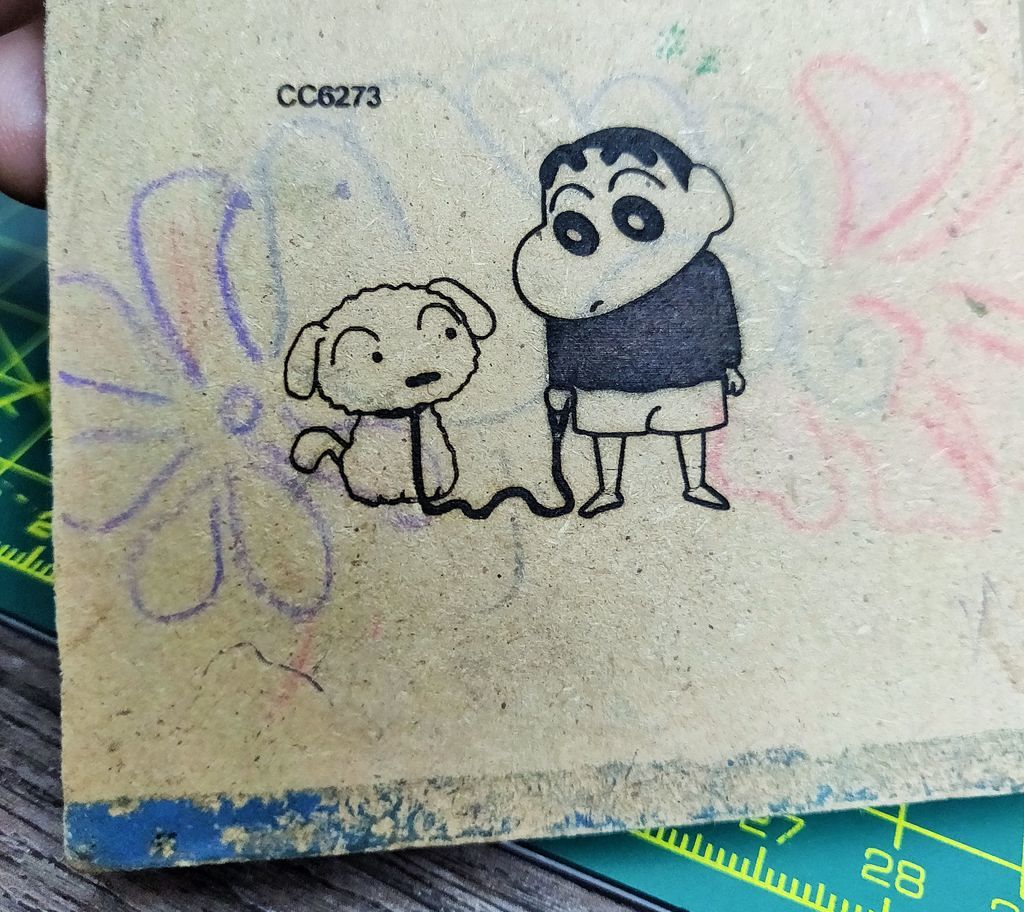
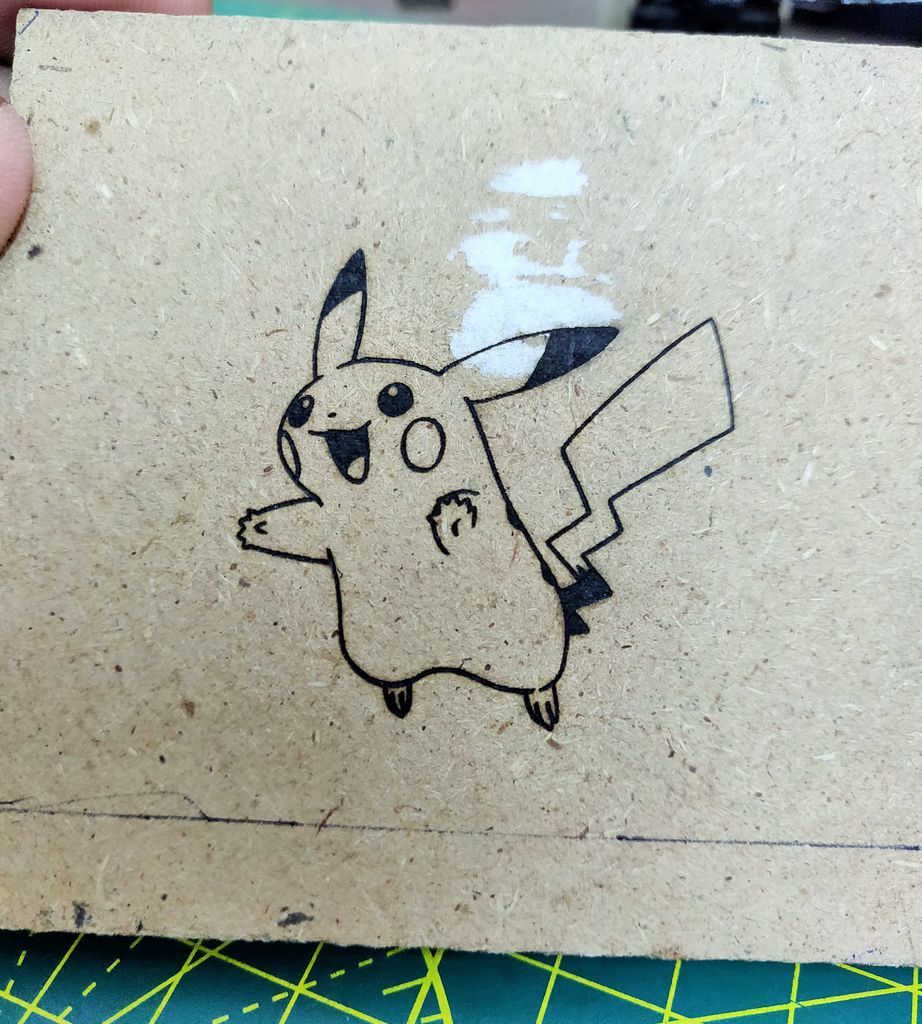
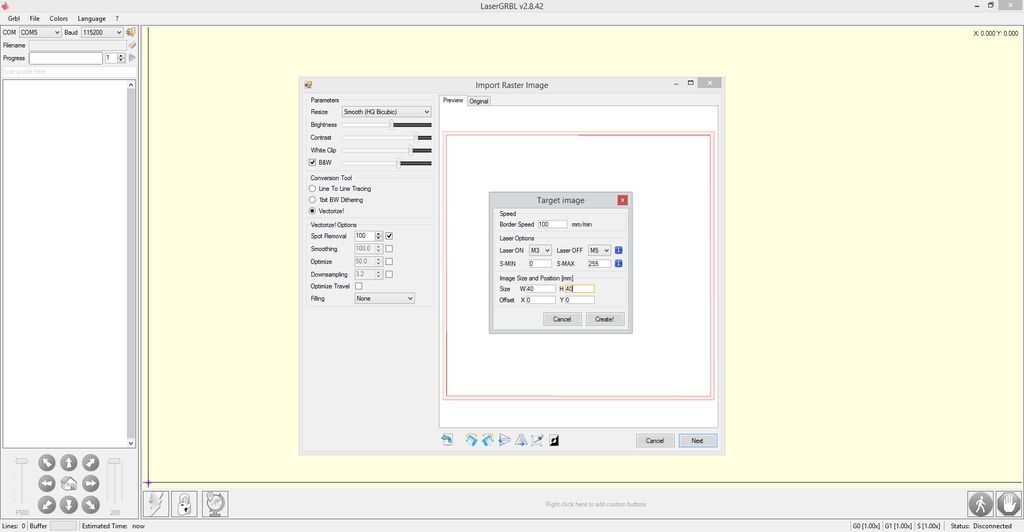
光栅导入允许您在LaserGRBL中加载任何类型的图像,并在不需要其他软件的情况下将其转换为GCode指令。 LaserGRBL支持照片,剪贴画,铅笔画,徽标,图标,并尝试使用任何类型的图像。
可以通过选择jpg,png或bmp类型的图像从“文件,打开文件”菜单中调用
所有材料的雕刻设置都不同。
定义每mm的雕刻速度和每mm的质量线视频附加是整个过程的延时。
步骤18:薄纸切割

这款250mW激光器还可以切割薄纸,但速度应该非常低,即不超过15mm/min,应该适当调整激光束。
步骤19:乙烯切割和制作自定义贴纸

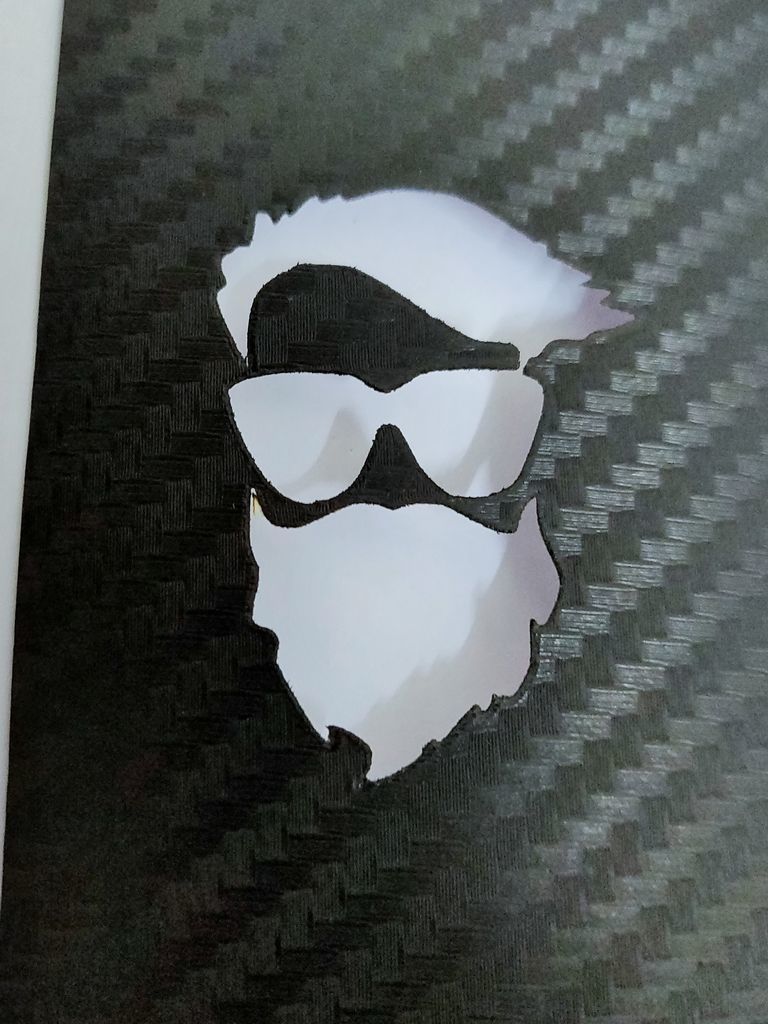
我制作了一些自定义乙烯基贴纸。相对于所用乙烯基的颜色,边界速度会发生变化。
深色可以轻松使用,而较浅的颜色则有些棘手。
以上图片展示了如何使用CNC制作的乙烯基贴纸。
但请记住,燃烧的乙烯基会释放致癌烟雾。他们的味道非常糟糕。
-
激光雕刻机
+关注
关注
8文章
32浏览量
15105
发布评论请先 登录
相关推荐
ARMxy嵌入式计算机:雕刻机自动化的新标准

全自动雕刻机:马达驱动芯片MS3142S的应用案例
SycoTec牙齿雕刻机电主轴:精雕细琢,成就完美义齿

得利捷固定式读码器读取金属表面激光雕刻DPM码的优势
工业平板电脑雕刻机设备上的应用

桌面型激光雕刻机的发展前景及TMC应用优势
选择PCB电路板雕刻机?这些技术参数你必须了解

深圳恒兴隆机电|雕刻机电主轴导致容易损坏的原因.
雕刻主轴相关知识的总结分享!|深圳恒兴隆机电a
扒一扒雕铣机、雕刻机和加工中心之间的区别


火花机配件滚珠螺杆

开源四轴协作机械臂ultraArm激光雕刻技术案例!






 工商网监
工商网监
评论