 如何制作一个定制数字手表
如何制作一个定制数字手表
步骤1:电子设计
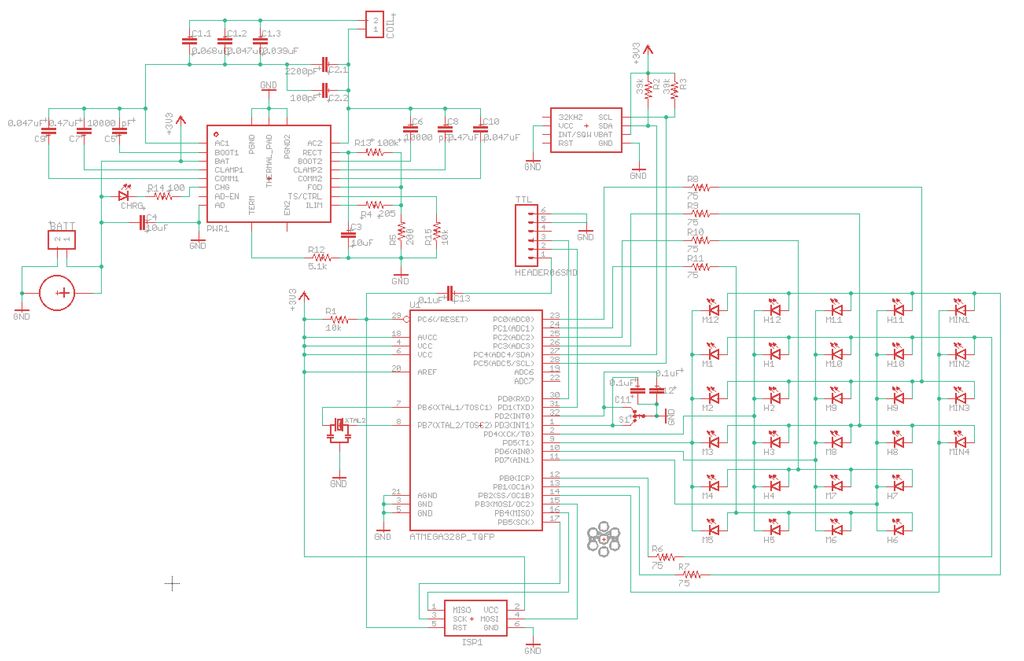
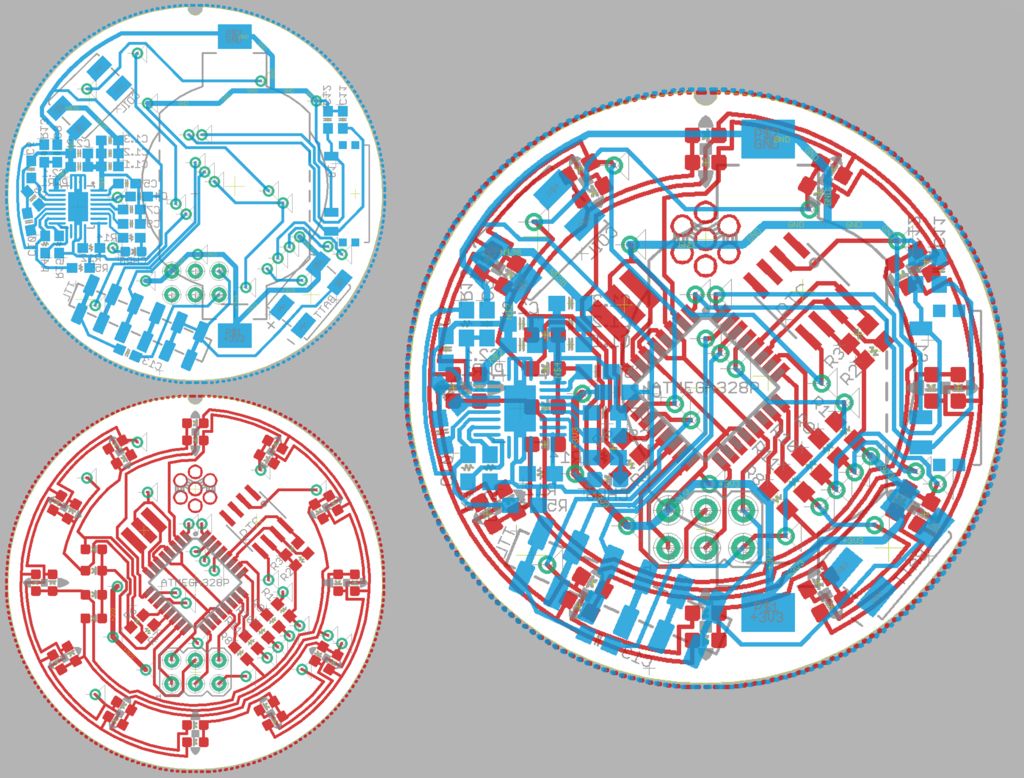
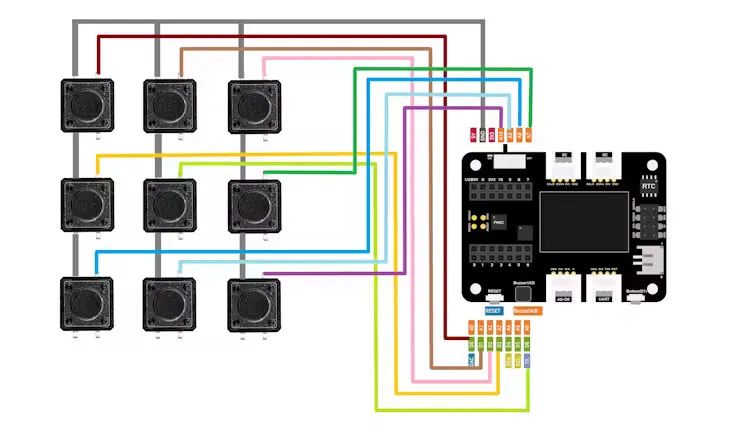
此步骤概述了电子设备的细节。第一张图是电气原理图,显示了所有部件的轮廓。第二张图显示了电路板的排列方式,顶部是红色的,底部是蓝色的。
对于所有电子部件的确切材料清单以及我购买的地方感兴趣的人,我已经附加了带链接的excel文件,而不是让每个人都按长列表滚动。
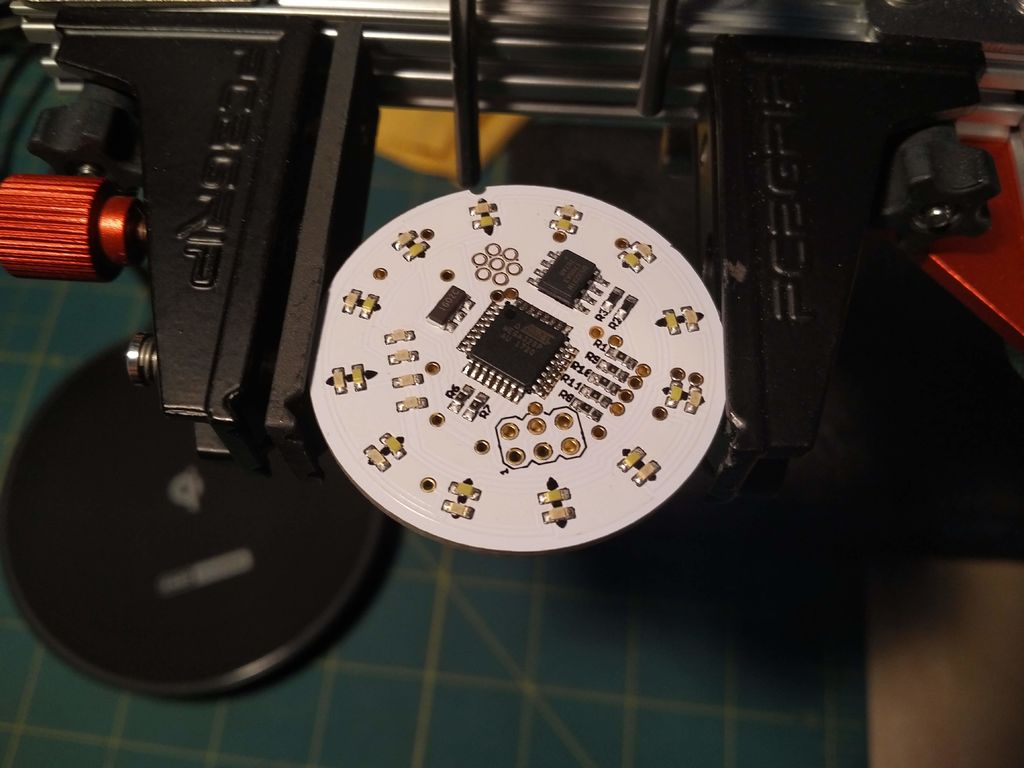
我想让电路板的顶部保持相对清晰,设计美观一致,所以我把微控制器放在中间并排列了RTC,晶体和电阻器。 LED环绕在外面,甚至外围的走线也体现了圆形设计美感。
要将LED与微控制器连接,它们可以排列成网格,需要12个数字I/O引脚来驱动它们。我还想使用实时时钟(RTC)来保持时间,这样我就可以将微控制器置于深度睡眠状态以节省电量。 RTC使用的功率远低于微控制器,两次充电之间最多可使用5天。要与微控制器通信,RTC需要I2C通信。我之所以选择ATMEGA328P,是因为它满足了这些要求,而且我已经熟悉了它(它也被许多Arduinos使用)。
要与手表交互,用户需要某种开关,所以我找到了一个双向滑动开关,使用弹簧返回中心。使用固定螺丝将外部滑动开关连接到电气开关。
我决定使用锂电池为所有电源供电,并使用Qi感应充电为其充电。我想避免使用任何类型的连接器来为手表充电,因为它们具有开口以允许污垢和水进入并且可能随着时间的推移而腐蚀,因此非常靠近皮肤。在阅读了比任何人想要的更多的数据表之后,我选择了BQ51050BRHLT。它有很好的参考图和内置锂电池充电器(空间非常宝贵)。
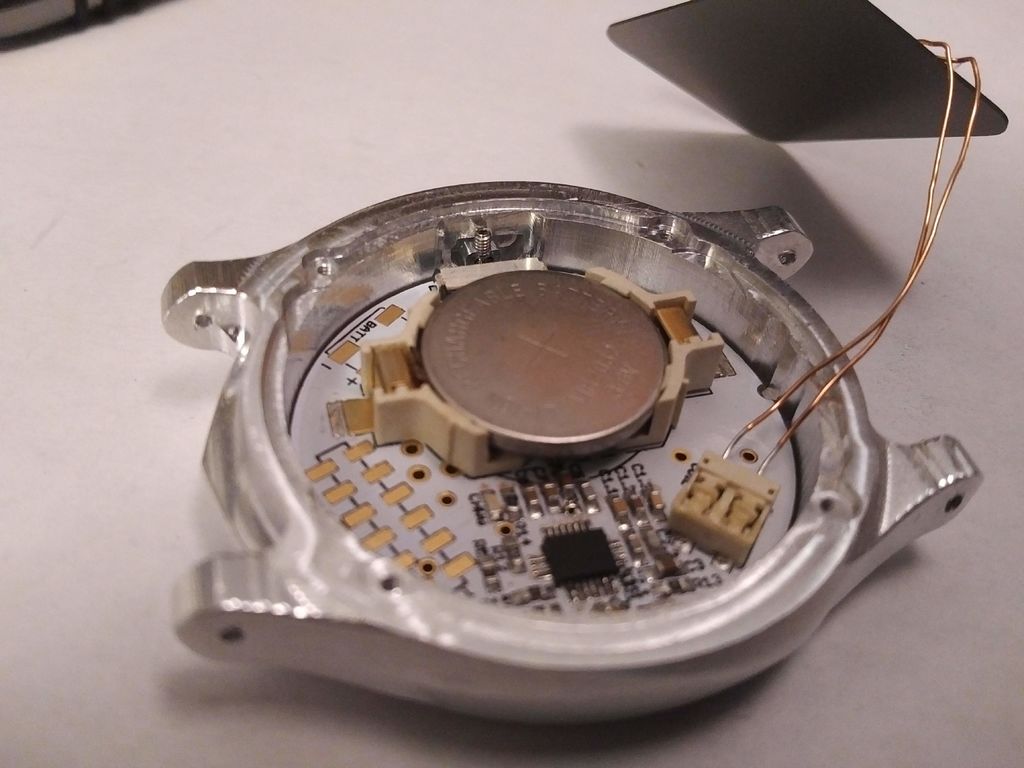
由于没有很好的方法来安排顶部的Qi充电电子设备,我不得不把它放在电池背面板。开关也位于背面,但这是因为它是连接外部开关的更好位置。
第2步:电子装配
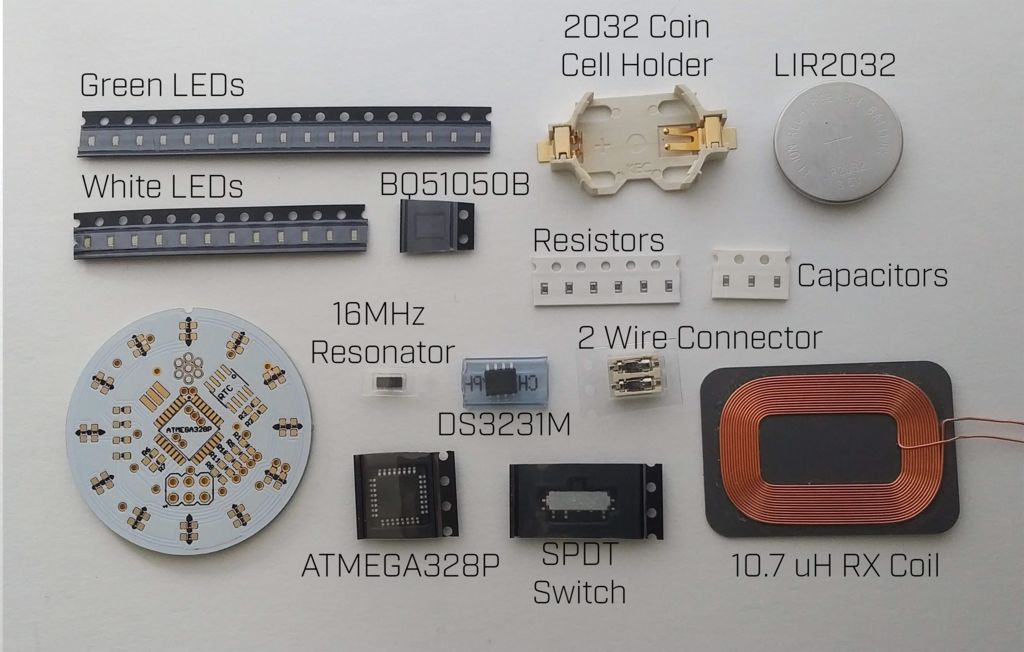

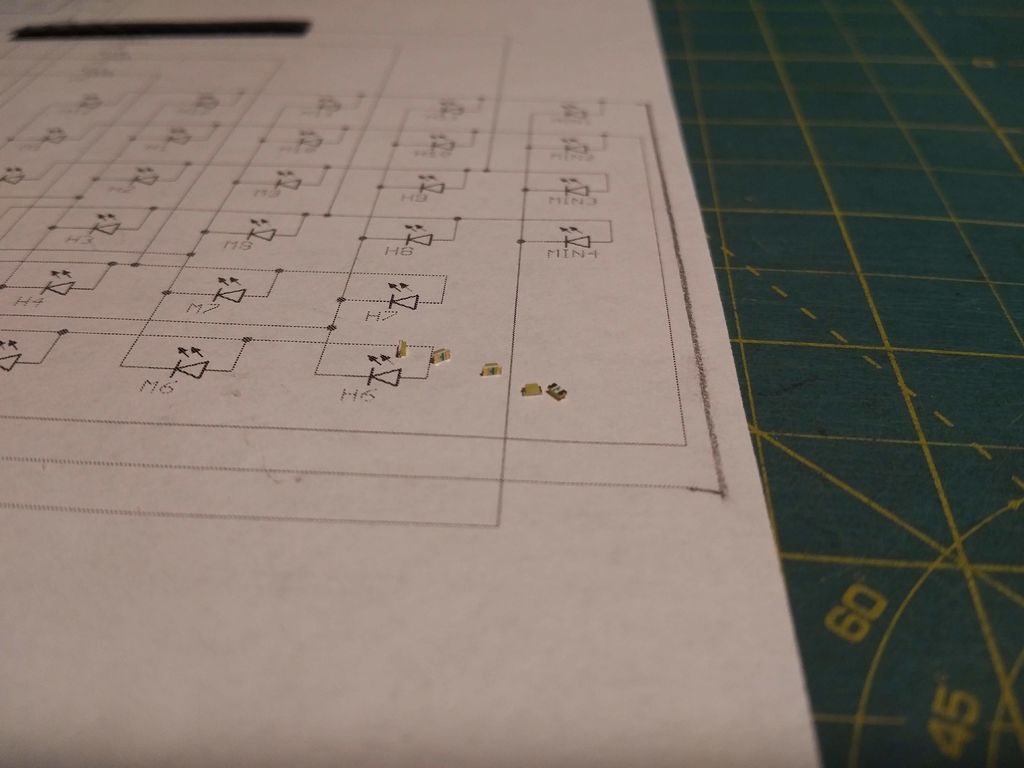
我在第一张照片中安排了几乎所有的电子产品。我确实遗漏了几个电容器和电阻器,因为它们看起来非常相似,容易混淆或丢失。
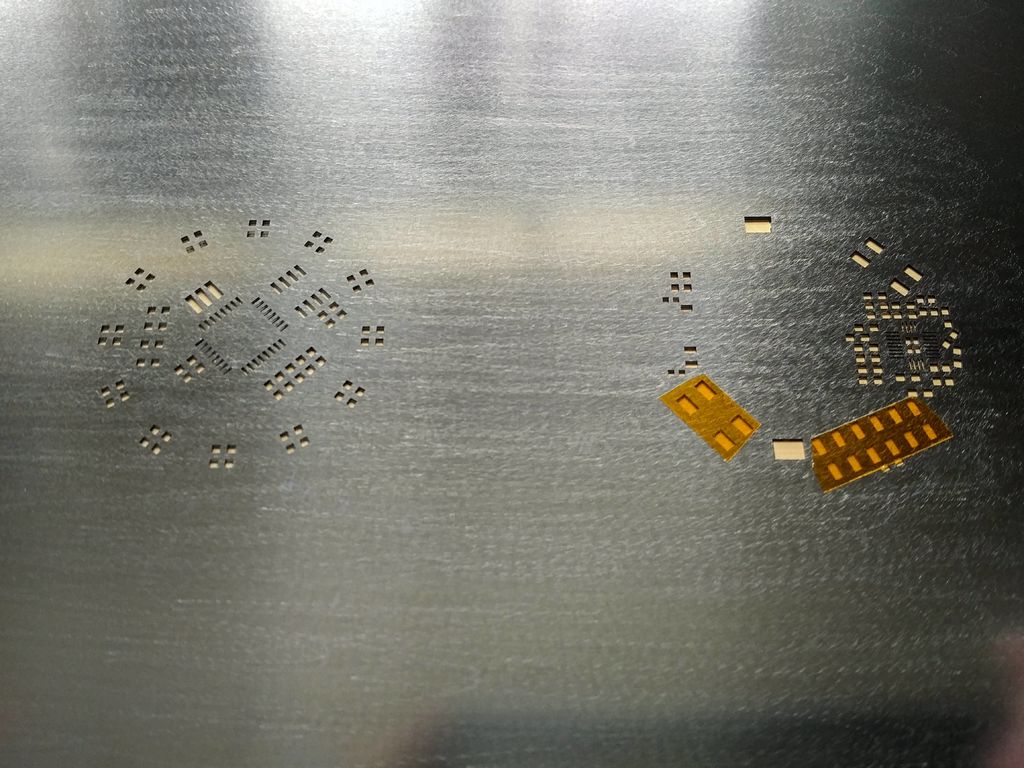
为了焊接焊盘,我将使用焊接模板。我很快在第二张照片中制作了支架,以便让电路板在模板下对齐,但有几种更简单的选择,最简单的是胶带。
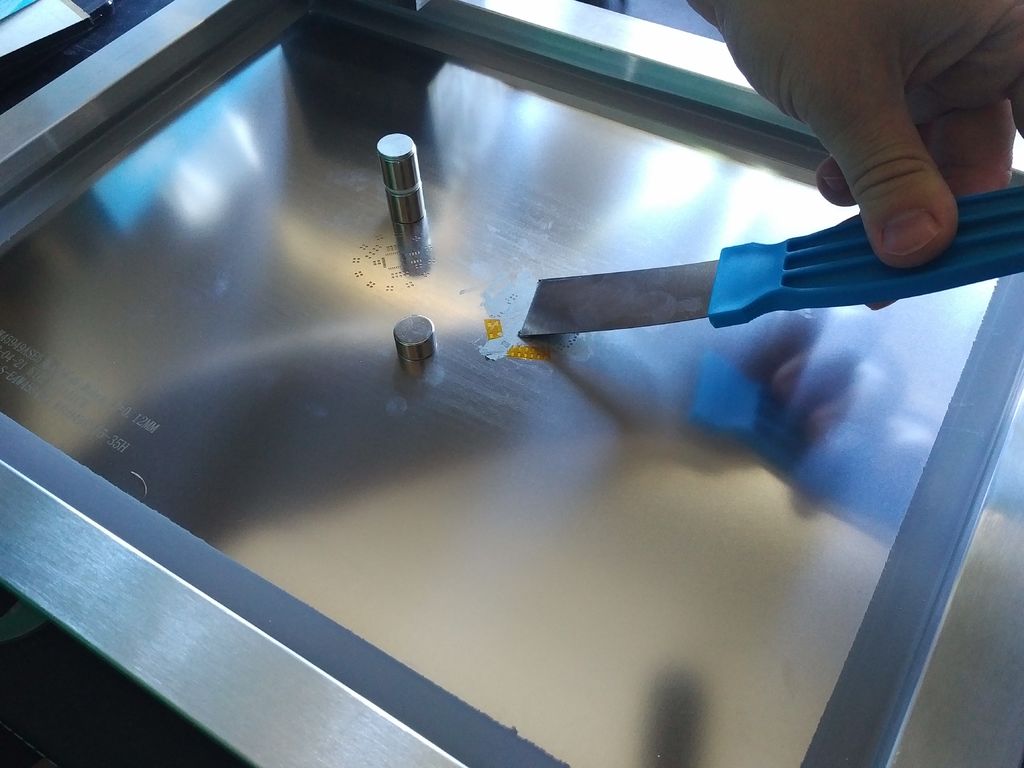
第三张照片显示模板在电路板上对齐。第四张图片显示将焊膏涂抹在模板的孔中。使用焊料后,模板直接抬起是很重要的。这张照片还揭示了我这样做的临时方式,因为我之前从未使用过模版。下次我不买框架。如果只是在没有框架的情况下沿着一条边缘粘贴较小的纸张,生活和学习会更容易。
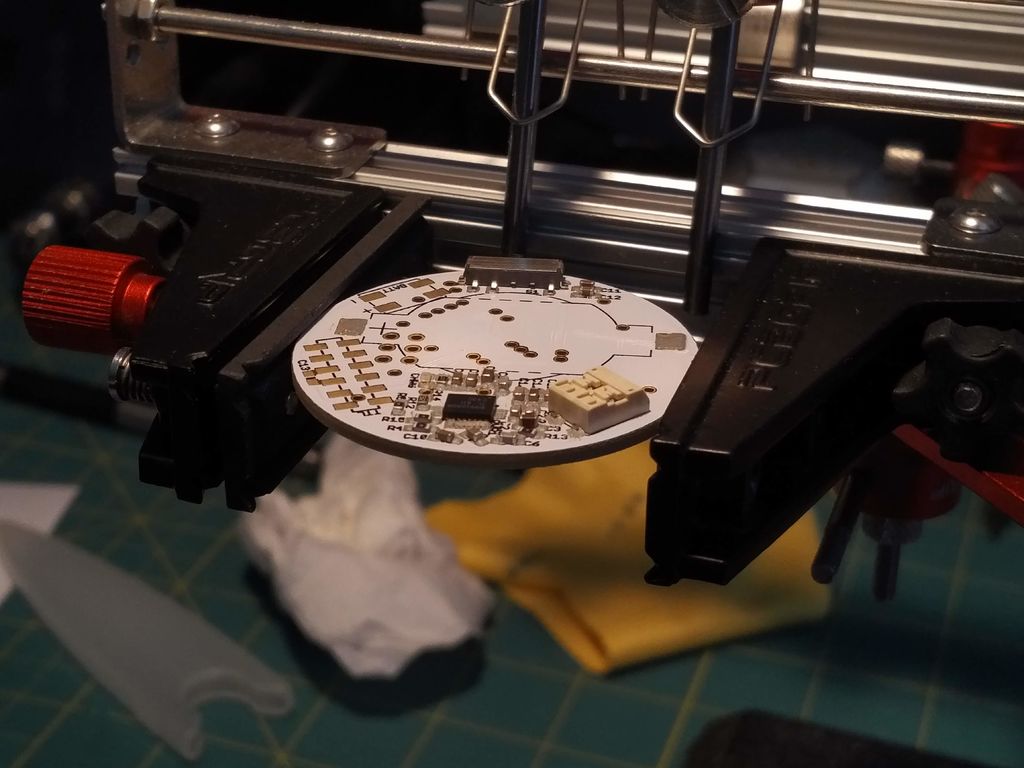
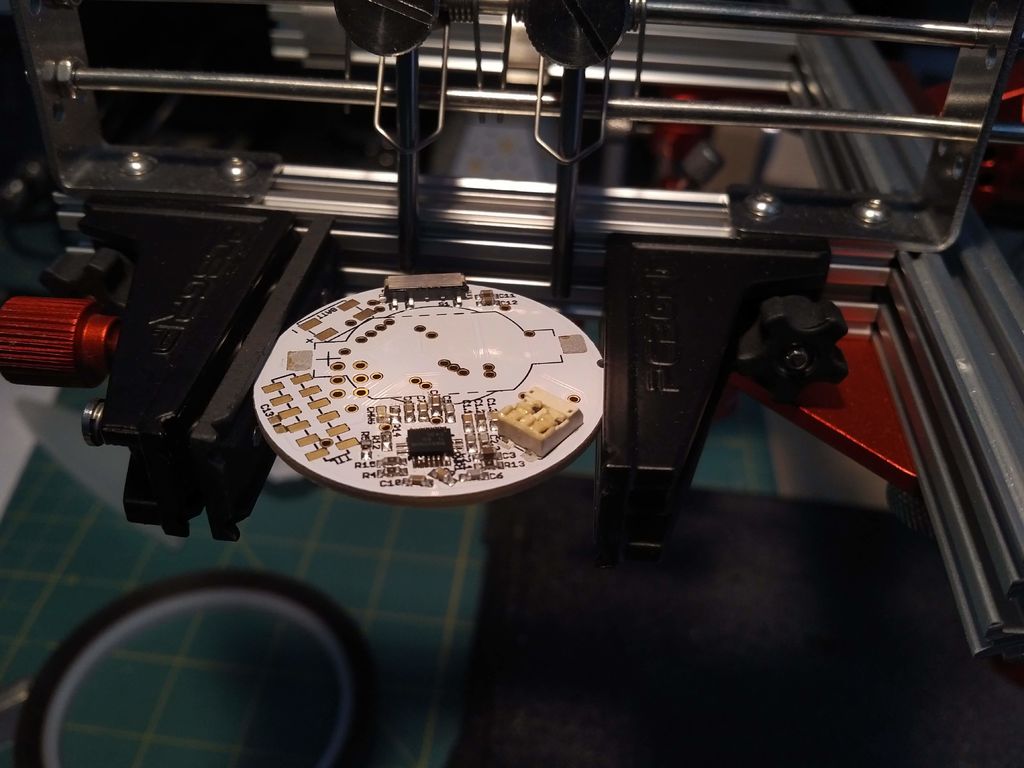
现在这是一项繁琐而艰巨的任务;用一把镊子将每个部件放在电路板上。图7显示了放置的部件,图8显示了焊接部件。
代替第6张图片的视频显示了焊接过程。我使用设置为450℃的热风焊接台来熔化焊料而不会干扰部件,或者可以使用焊接烤箱来做同样的事情。焊接底部后,使用万用表设置为导通模式,以检查IC上相邻引脚之间的短路。当发现短路时,使用烙铁将其拖离芯片并将其断开。
当焊接时,重要的是在进入熔体之前将板慢慢加热几分钟。否则热冲击会破坏零件。如果您不熟悉这种方法,我建议您查看更详细的说明。
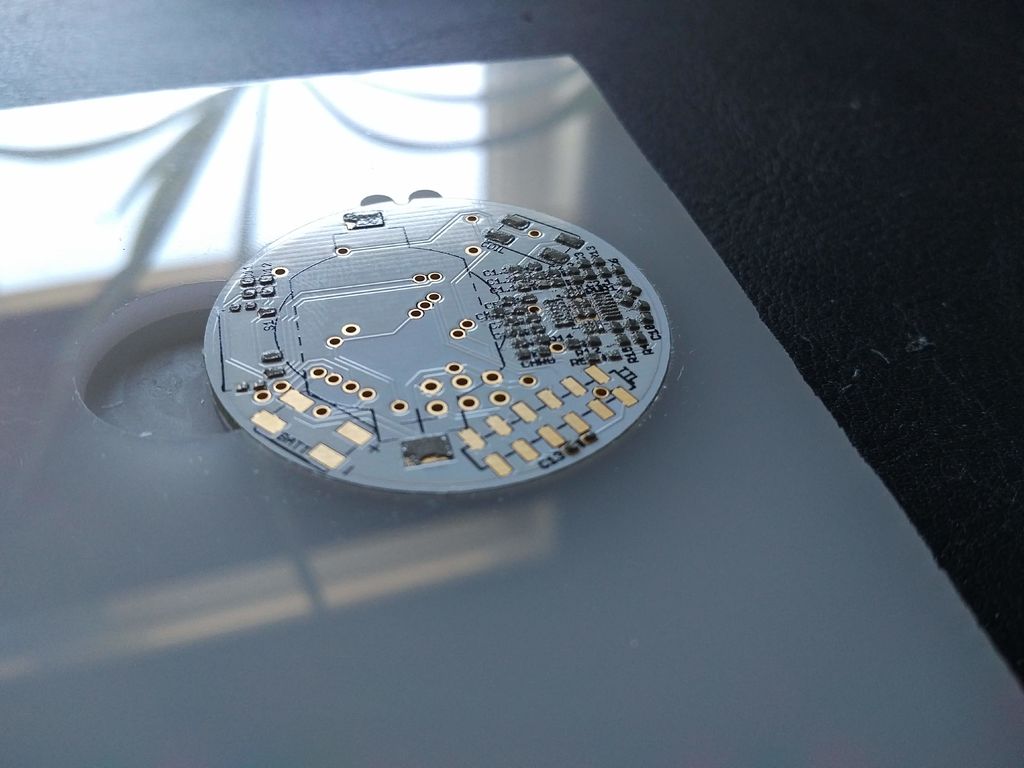
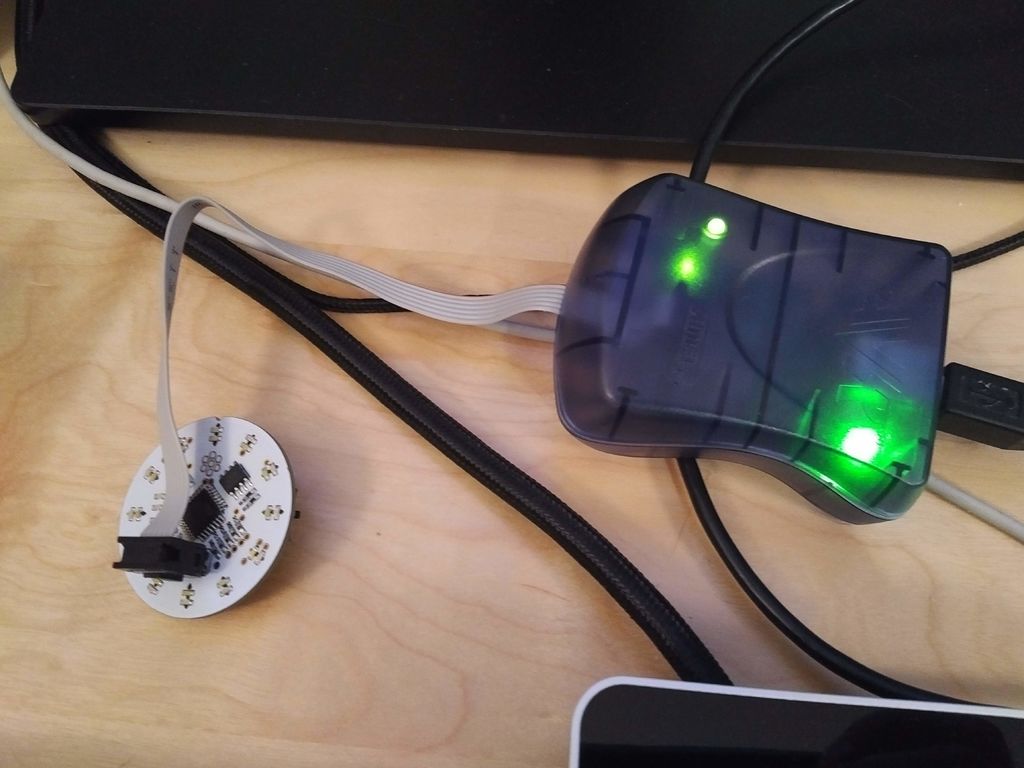
接下来,必须将线圈连接到2线连接器并将其固定在充电底座上。如果一切顺利,绿色充电指示灯应亮约一秒钟然后熄灭。如果连接了电池,绿色充电指示灯应保持亮起,直至完成充电。
充电按预期工作后,焊接电路板顶部的过程相同。对于图9中LED的注释,LED底部有一个小标记,用于显示方向。小线出现的一侧是LED原理图中三角形的窄端。对于您使用的每个表面贴装LED,检查这一点非常重要,因为不同制造商之间的标记会有所不同。
步骤3:电子编程和测试

使用AVRISP mkII对微控制器进行编程(在Arduino IDE中单击上传时按住shift)。也可以使用它来正常刻录引导加载程序,并使用FTDI电缆使用手表背面的串行连接。但是通过绕过引导程序并直接使用AVR ISP mkII进行编程,代码可以在启动时更快地启动。
我也已将代码附加到此步骤。如果有人想要更深入,我已经评论了代码来解释每个部分的作用。代码的一般结构是状态机。每个状态都有一段运行的代码以及移动到不同状态的条件。
控制I/O引脚的大部分代码直接控制寄存器,它有点难以读取但是它执行速度比digital.Write或Read快10倍。
步骤4:加工设置


表壳的加工设置是相当复杂并需要做好准备。
我正在使用的工厂是带有脚趾夹具套件的Othermill v2(现称为Bantam Tools)。夹具允许我从侧面握住工件,我用于第一次设置。
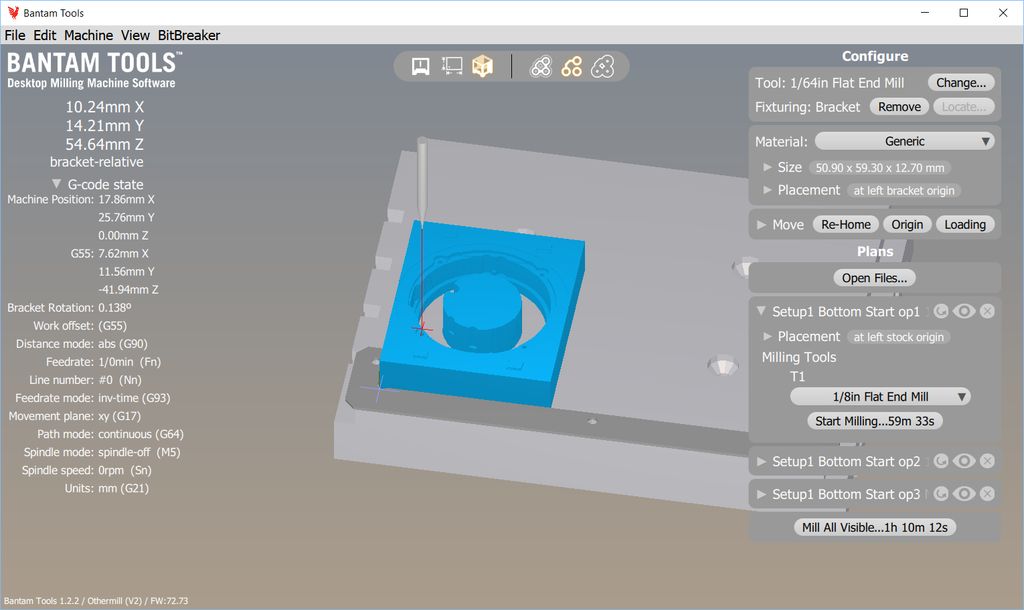
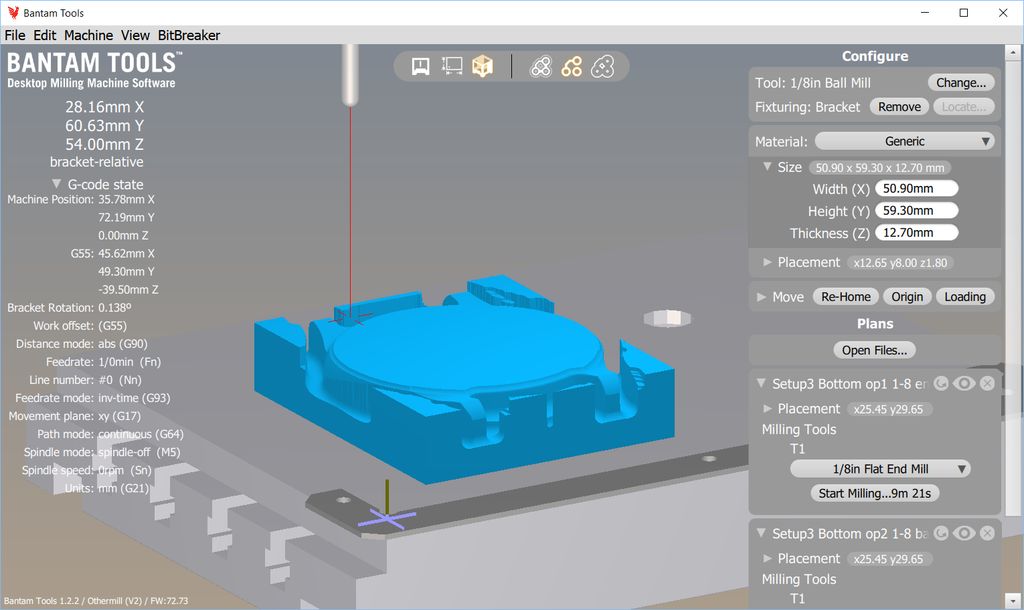
手表加工在三个设置中完成。第一种设置只是将起始材料夹在CNC床上,磨机切出表的内部形状并去掉一些表面。加工软件设置可以在第6张图片中看到。
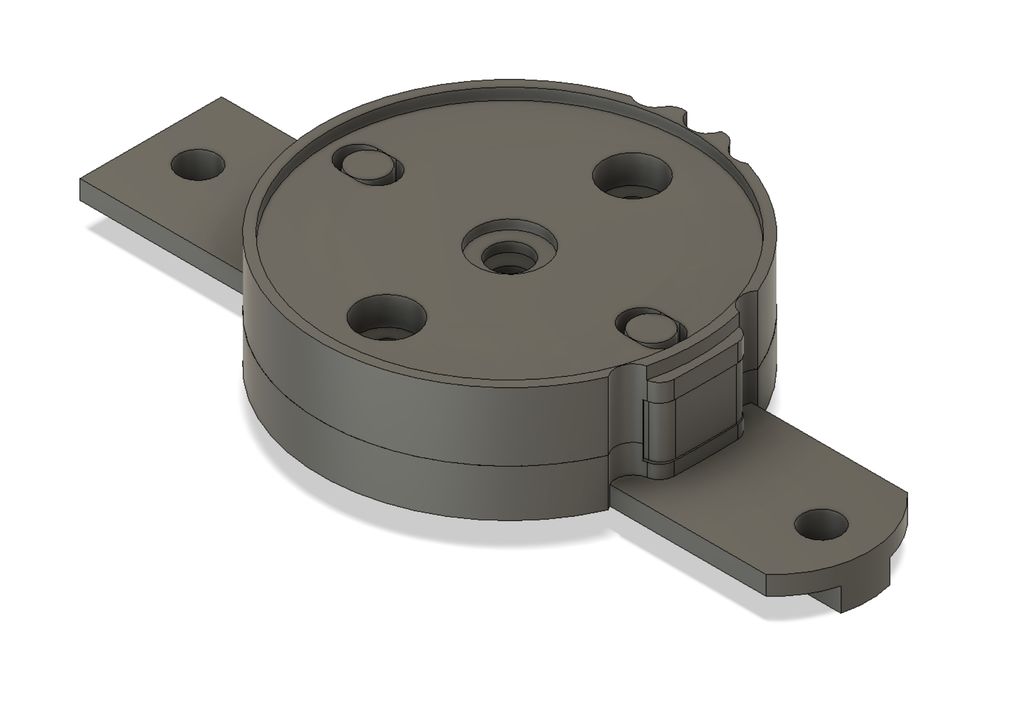
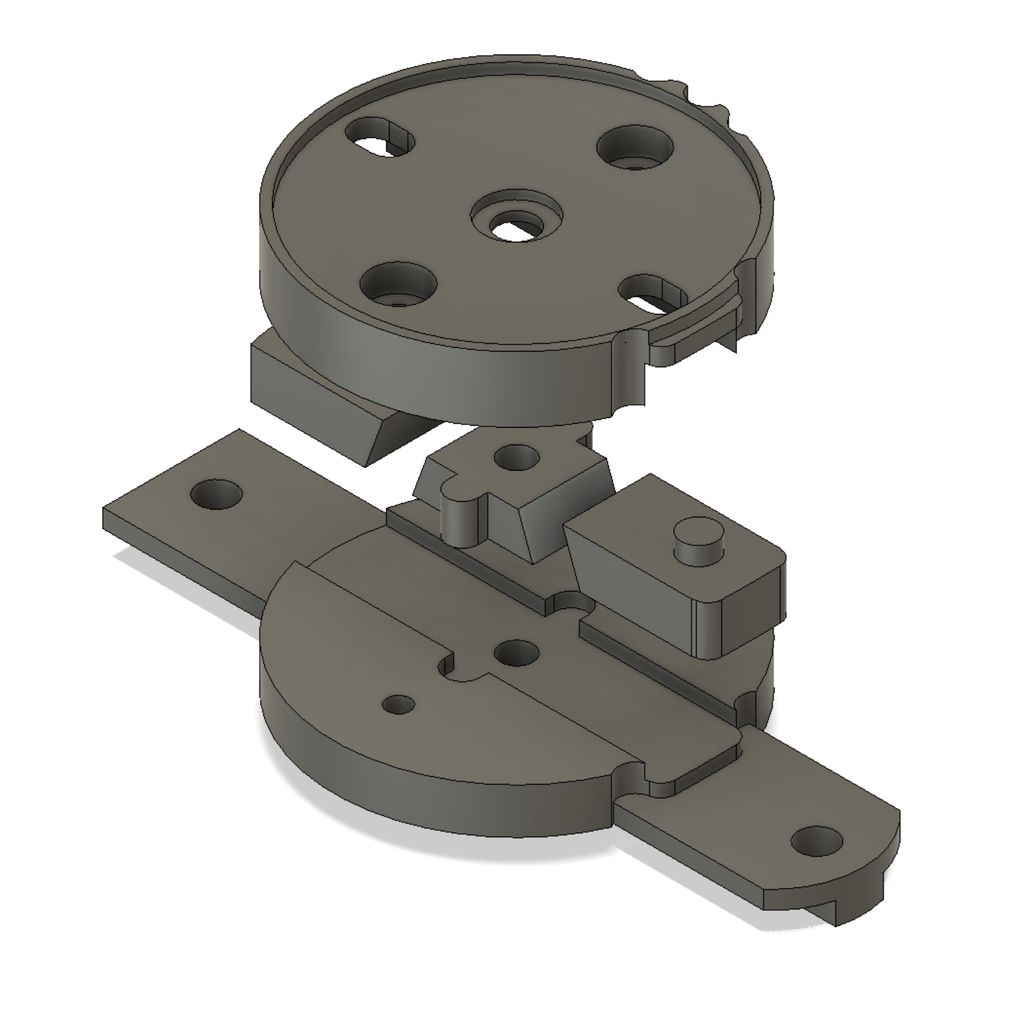
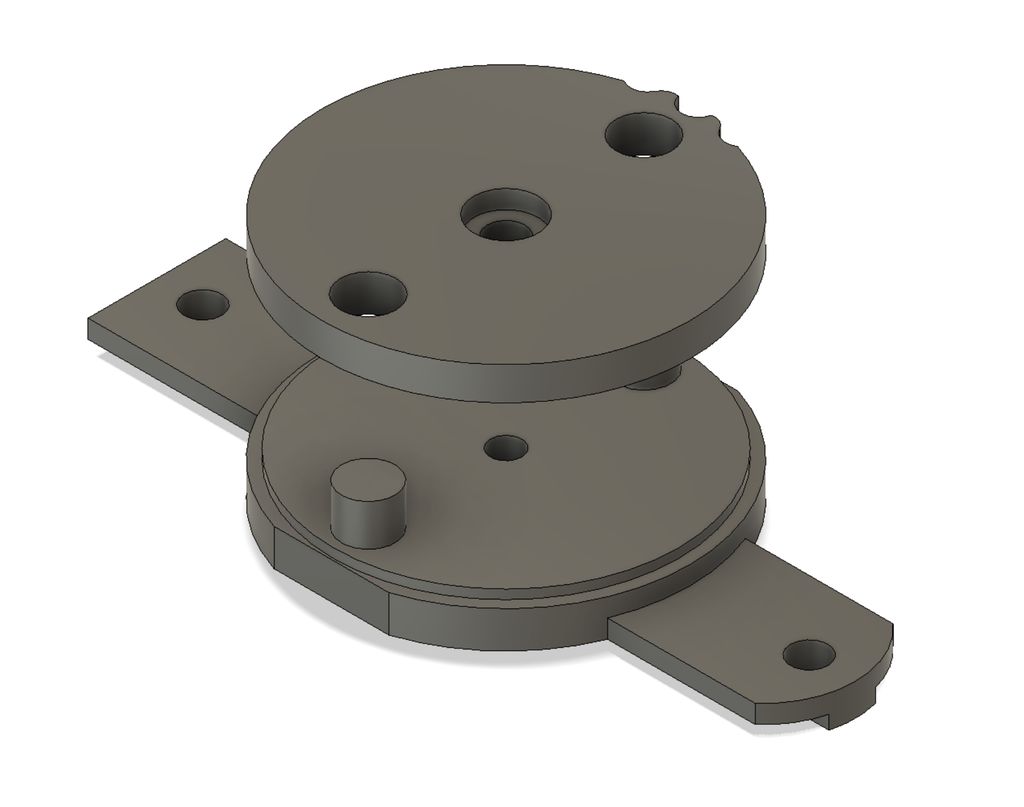
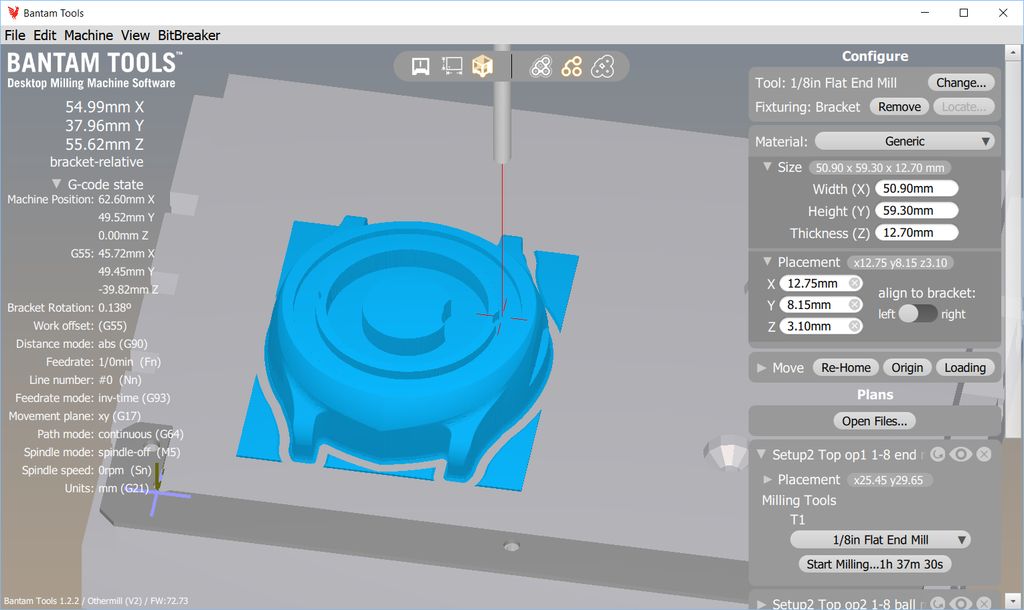
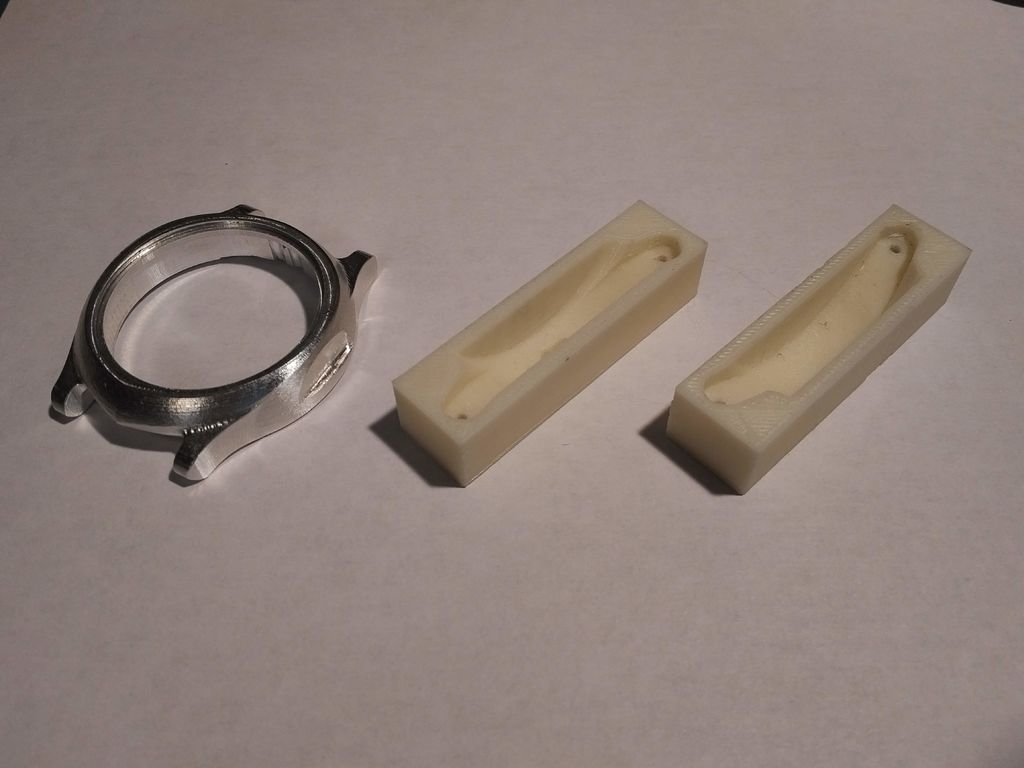
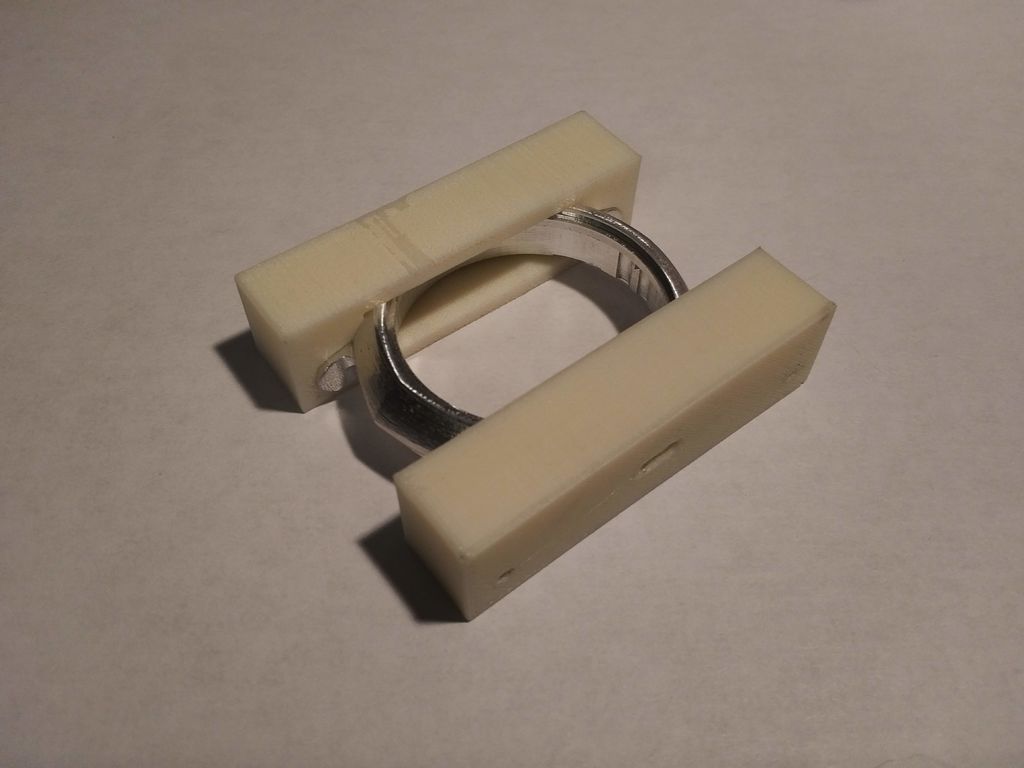
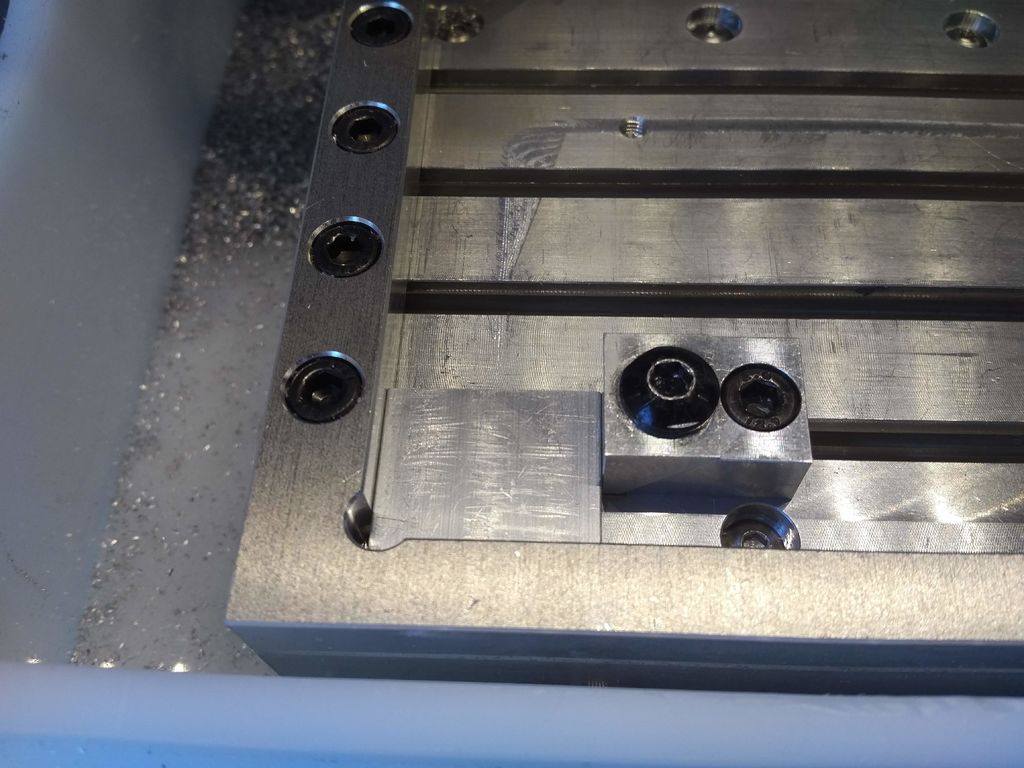
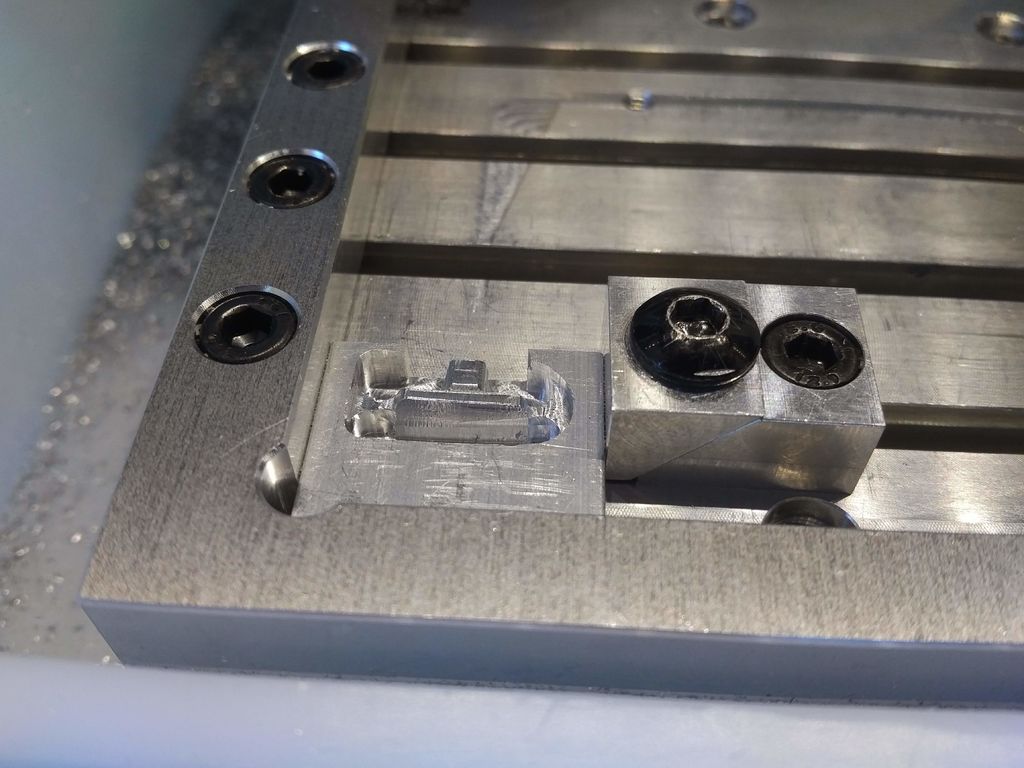
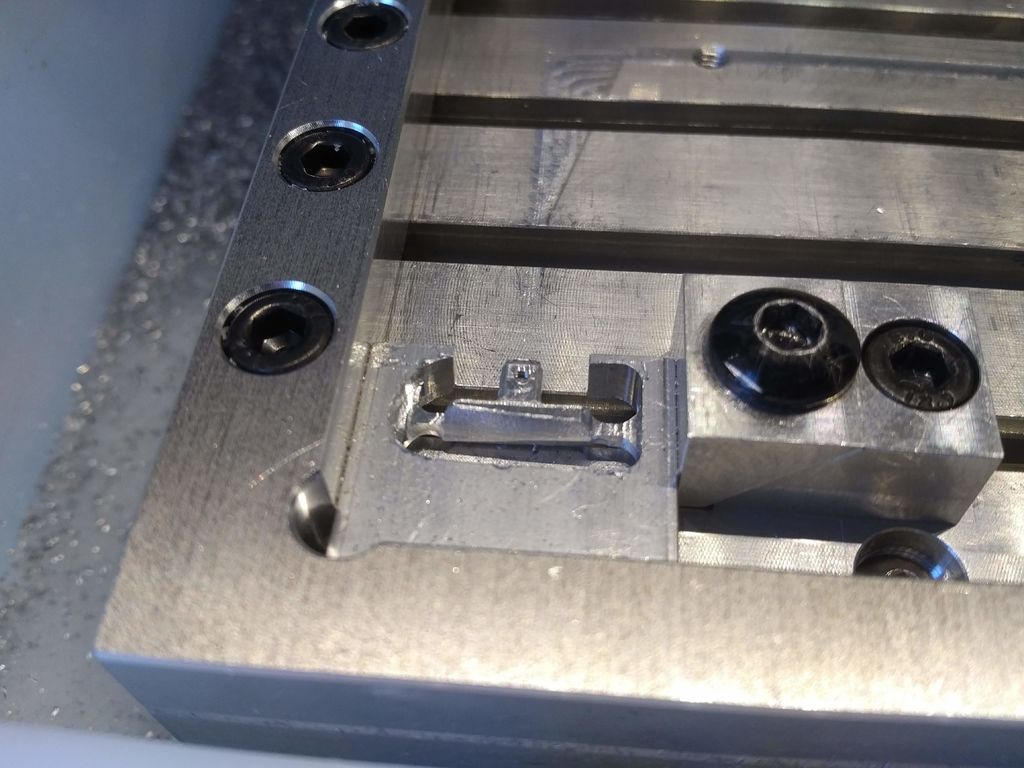
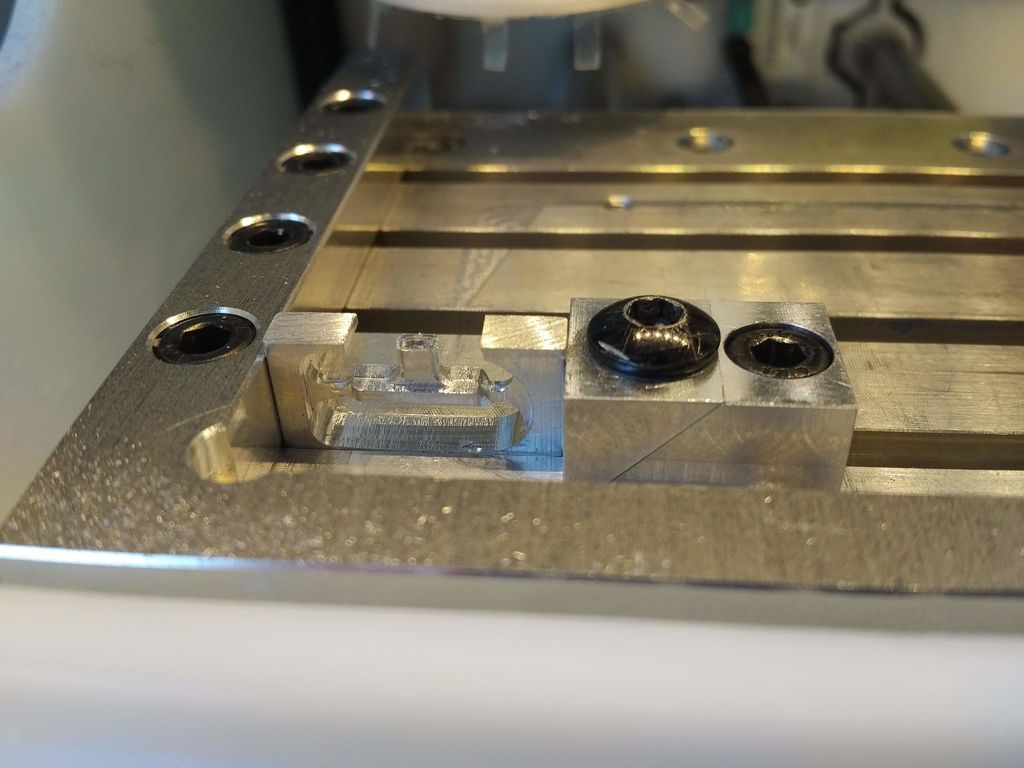
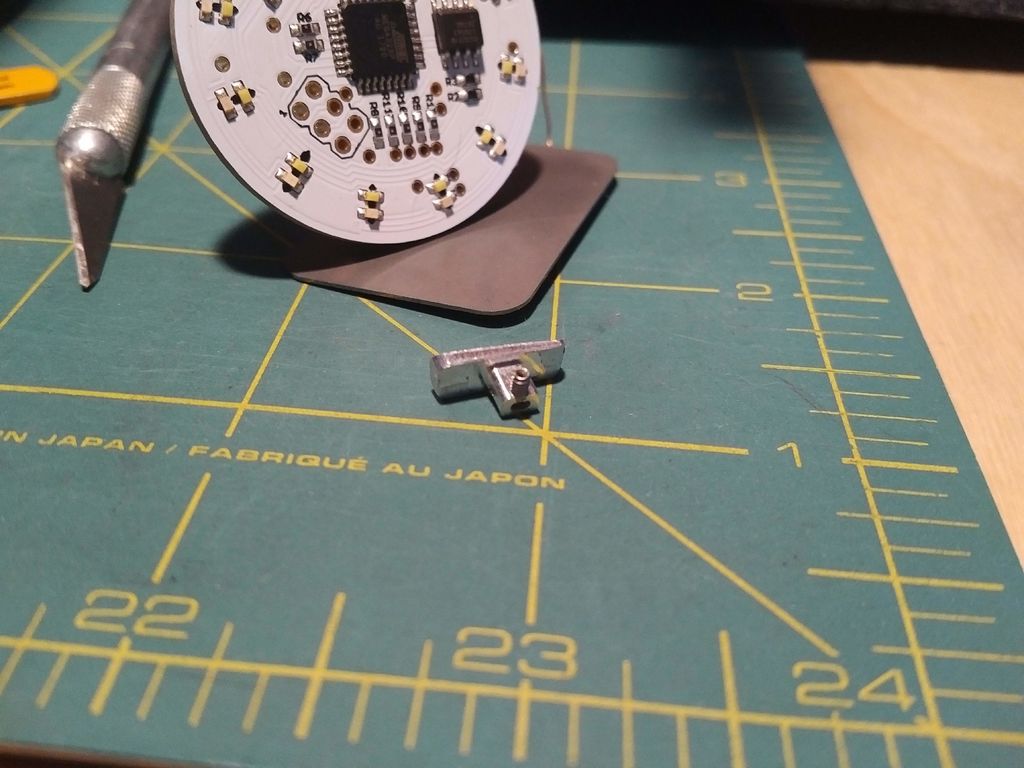
第二种设置需要一个定制夹具来从内部固定表壳,因此可以切割表的整个顶部外形。自定义夹具可以在第一张图片中看到,第二张图片中带有分解视图。小中心件有一个螺纹孔,因此当拧紧螺钉时,它会抬起工件并迫使两个侧面件进入表壳,将其固定到位。第二种设置的加工软件如图7所示。
第三种设置需要另一个定制夹具来固定手表;这个稍微简单一些。夹具由一个底座和一块放在手表内部的部件组成。手表内部的部件在底座上有两个支柱,并且螺钉固定到位以便将表壳倒置。
我用较大的铝块加工夹具件,并通过卡舌将它们连接起来。在加工两面后,我用滚动锯切割标签并将它们平滑打磨。
我已经包含了用于制作所有零件的fusion360 CAD文件(包括表壳和侧面开关),但如果你试图制作零件,请使用自己的判断。如果出现问题并且中断,我不负责任。
提示使夹具更加准确:首先加工与机器接口的任何部件,然后将其放在最后的位置,然后将其加工到最终尺寸。这可以确保许多小错误不会使表壳复位并将表壳放在错误的位置。这一知识是由一堆废铝带给你的。
第五步:加工案例






起始铝坯可以在第一张图片中看到。我使用1-1/4“孔锯去除中心,这节省了相当多的加工时间。
如上一步所述,有3种设置来加工表壳。第一次设置加工后见图2.我首先使用1 1/8“立铣刀(底部平放)去除大部分材料。然后我切换到1/32“立铣刀切割4个螺孔。要切割螺孔中的螺纹,然后使用M1.6螺纹铣刀(来自Harvey工具)。我使用的具体设置包含在Fusion360 CAD文件。
图3显示了加工完成后的第二个设置,第4个图片显示了加工前的第三个设置。
第二个设置是使用1/8“立铣刀加工去除大部分材料然后我快速使用1/8“球磨机(圆端)切割曲面。第三种设置的操作也是相同的。
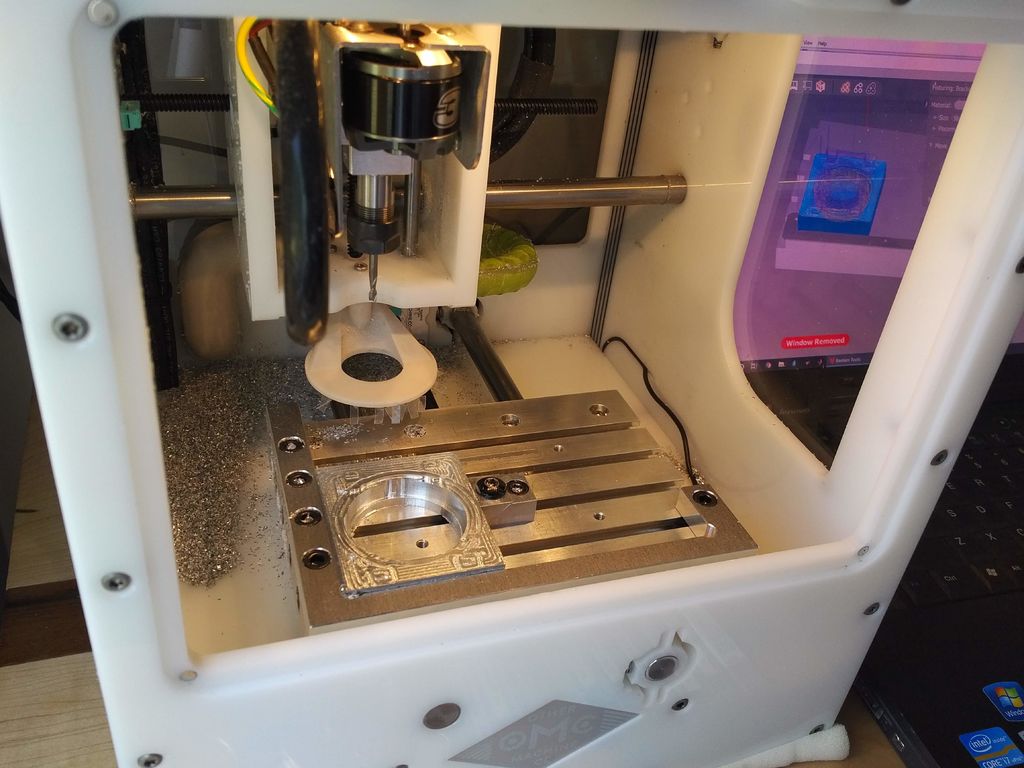
第二种设置需要使用另一种专用工具,一种带有改良心轴的3/4“纵切锯,因此它可以与表壳紧密贴合切割锯以16500转/分钟的速度旋转,以30毫米/分钟的速度移动。这个速度推动了其他工具的能力,因此可能需要将其减速更多。此步骤如上图所示。
如果您想了解有关CNC加工细节的更多信息,我会指出您在YouTube上的NYC CNC,他们比我在这里做得更好。
仅供参考那些知道它意味着什么的人,在1/8“立铣刀的othermill v2上使用的设置是16400 RPM(163.5 m/min),300 mm/min,1 mm切削深度和1.3mm切削宽度。
由于其他工厂没有足够的z高度来保持手表侧面,我需要手动钻表带的孔和侧面开关的孔。为了帮助将它们定位在手表不规则形状的两侧,我在3D上打印了一些指南,如图5-7所示。为了提高钻孔精度,必须尽可能将钻头放入卡盘中;这使得钻头更难徘徊。
侧面开关孔是非圆形的形状,因此在钻头开始后需要精炼,这是使用瑞士文件完成的。使用卡尺我测量当前孔并将其归档到正确的尺寸。孔应距离顶面4.6 mm,距离底面3.8 mm,距离每个凸耳最远点25.8 mm。我建议在YouTube上观看Clickspring以获取灵感,同时提交漏洞。
第6步:加工侧开关

此步骤中使用的文件包含在加工设置中的zip文件中。
侧面开关的加工非常类似于MechWatch外壳。使用与壳体相同的设置,使用1/8“立铣刀铣削。接下来在曲面上使用1/8”球磨机,设置与以前相同。
在加工前后的图片3-4中可以看到第二种设置。 1/8“立铣刀,1/8”球磨机,1/32“立铣刀,然后M1.6螺纹铣刀。(有一个螺纹孔可将其固定在板上的开关上)。
我用一个较大的铝片来加工开关有两个原因。第一个原因是我可以夹住两侧而不是意外磨碎固定它的那块。第二个是当我将它放入槽中进行第三次操作时它可以仍然被钳制(见图5)。
第7步:加工案例返回


手表底部由丙烯酸制成,由于感应充电,它必须是非金属的。我使用一些铝制的切口将边缘(每个12.7mm厚)和双面胶带固定住它到位了。
由于塑料比铝更容易加工,因此CNC设置可能更具侵略性。从1/8“立铣刀开始,设置为16500 RPM,切削速度为600 mm/min,切削深度为1.5 mm,切削宽度为1 mm。要切割精细的细节,请使用1/32”立铣刀相同的设置,但0.25毫米的切割深度和0.3毫米的切割宽度。
从日志中转动牙签后(我应该使用更薄的库存,但这就是我所拥有的)我让手表背面完成。它将电磁铁形状切入其中以保持手表薄。
为了将它从床上取下,我将一个艾伦键放在T形槽中并轻轻撬起,在它开始时移动到下一个点放松。
最后一步是钻一个钻头并轻轻地埋头底部的孔。我这样做是手工转动钻头。我发现保持居中和控制更容易。
此步骤中使用的文件再次包含在加工设置中的zip文件中。
步骤8: Watch Assembly







这是最有价值的一步,将所有零件组装到最终手表中。所有排列的部分(减去24毫米宽表带和24毫米长1.5毫米直径快速释放弹簧条)如图1所示。
第一部分很棘手,因为我订购的直径为40毫米的O形圈实际上接近37毫米,因此需要伸展并快速安装。如图2所示,使用球形内六角扳手的一端将其沿凹槽滚动到位。
当O形圈正确固定时,按压水晶(直径40 mm,1.5mm)厚度)进入表壳。 O形圈应该保持在适当位置,同时几乎看不见。
现在是时候安装电子设备了。首先,用无绒布擦拭晶体内部,然后将电子元件安装在外壳中,注意按键以保持方向平直。 PCB应牢固地安装在外壳中,但如果它松动,可以用钥匙上的一小滴超级胶水将其固定到位。
一旦电子元件进入,侧面开关就适合通过孔和安装在PCB上的开关。如图4所示,M1.6固定螺钉将两个部件固定在一起。
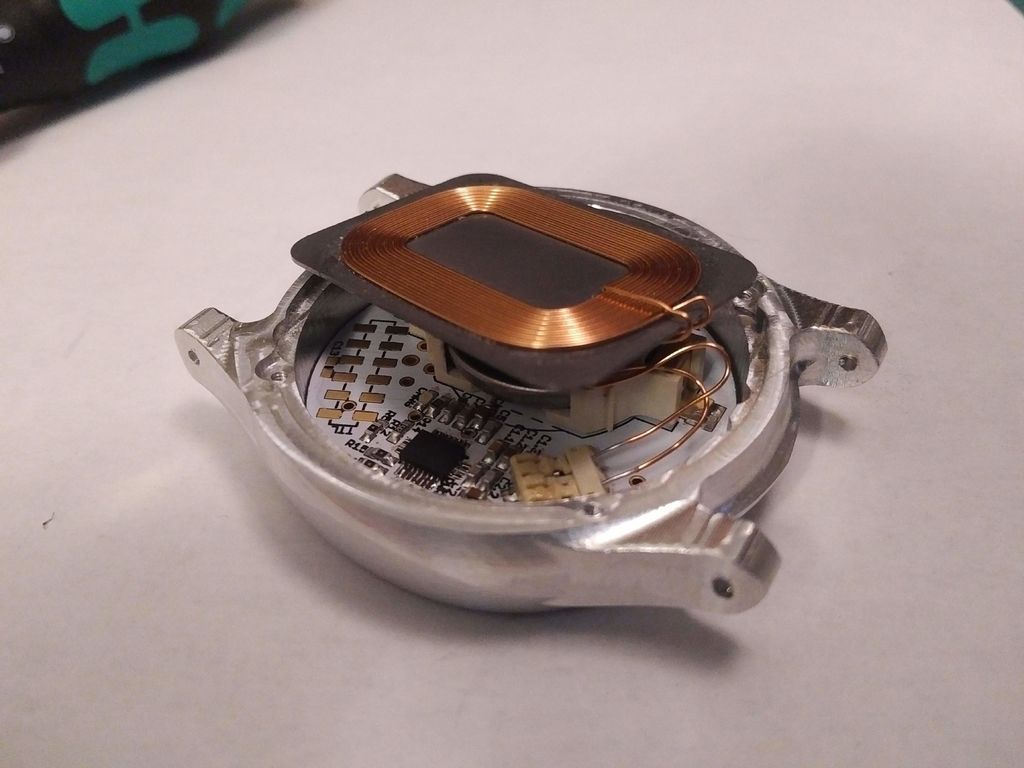
接下来,线圈上较长的电缆需要折叠起来并塞在不会摩擦任何暴露的电触点的地方。
倒数第二步是将其全部关闭,然后将塑料外壳用4个M1.6螺丝固定。重要的是要注意背面的形状与线圈形状对齐。可能需要调整导线位置以使其更合适。
最后一步是使用快拆弹簧杆连接表带(图8-9)。根据所选择的频段,可能需要修改频段以使用弹簧条。对于所示的鲨鱼网带,我使用线切割器创建一个小孔以容纳快速释放机制。
步骤9:最终注释


手表现已完成!
只是一些注意事项:侧面开关有时会变得有点粘,要解决这个问题可能是必要的通过松开固定螺丝,将开关靠近机身并重新拧紧螺丝来扩大孔或调整开关位置。
为手表充电我在Adafruit附近制作了一个定制充电座齐充电器见于第二张图片,但这是另一个时间的主题。
无论选择何种充电器,重要的是要注意不金属可以在线圈和充电器之间。因为我选择的乐队是金属,它需要绕着充电器
-
手表
+关注
关注
1文章
139浏览量
24641
发布评论请先 登录
相关推荐
基于ESP32的终极智能手表,全过程!全开源!
基于XIAO SAMD21开发板的数字键盘制作方案
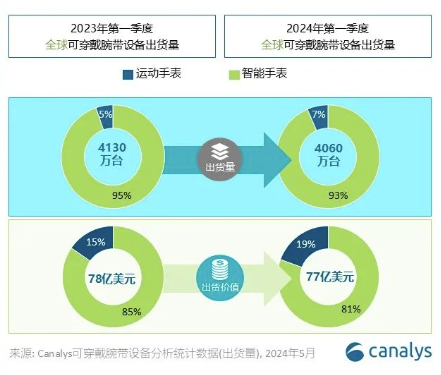
运动手表成为市场增长主要驱动力,手表厂商强化手表运动、健康检测功能
开源DIY!基于 ESP32-S3 的开源智能手表
ESP8285定制板唤醒时没有Wifi是怎么回事?
鸿蒙南向开发:制作【智能儿童手表】
永动LED手表、便携式血流成像手表、地震波探测仪|DF创客周刊(第76期)


华为手表和苹果手机怎么连接
用Aurix TC397x制作了定制主板,需要第一次对UCB存储区进行编程吗?

M5Stack上线两款手表套件






 工商网监
工商网监
评论