 FPC元件贴片点胶补强
FPC元件贴片点胶补强
柔性电路板是以聚酰亚胺或聚酯薄膜为基材制成的一种具有高度可靠性,绝佳的可挠性印刷电路板。简称软板或FPC,特点为重量轻、体积小、能折叠弯曲;不仅具有很好的绝缘性能、密封性能、耐辐射性能、耐高温性能等,还具有良好的可焊性、装配工艺性、高速传输电特性。
由于工艺设计的进化,目前FPC已经可以进行高密度SMT加工,但是由于FPC本身的柔软特性,导致贴片IC、元件在可靠性方面较PCB有一定程度的降低,因此,对板上元器件进行点胶补强成为了目前大多数制造商的首选方案。
越来越多的FPC软板厂接到客户要求点胶补强的订单,一开始都不知道该怎么做,其实这块也没那么复杂。首先要选好点胶机。点胶机这块国外的品牌有武藏、EFD、飞士能、Asymtek、CAMALOT、世宗、韩国阿尔帕、IEI、LILE。国内品牌有AXXON轴心,东莞安达,深圳华海达等品牌,点胶机有控制器式点胶机、桌面型点胶机、半自动点胶机、自动型点胶机等类型。这些机型根据自动化程度的不同价格有很大差异。各厂根据自己的产能、人员和订单状况选择合适的机型。
选好点胶机后,就是选择合适的胶水了。这块点胶一般选用单组分的环氧树脂胶。环氧树脂本身是流动性液体,本身没有不会固化,需要加入固化剂。固化剂在常温下跟环氧树脂不会发生交联反应,只有在加热到一定的温度,才会发生交联反应,同时放出一定的热量,又促进胶水的固化。环氧树脂胶固化后粘接强度高,长时间耐高温200-250℃,瞬间可耐(400℃)耐抗冲击,耐震动;固化物耐酸碱性能好,防潮防水、防油防尘性能佳,耐湿热和大气老化;固化物具有良好的绝缘、抗压、粘接强度高等电气及物理特性。
这种胶水要低温保存,在使用前要先回温2个小时左右。在粘接之前,要将粘接的部位先用清洗剂清洗干净,以增强粘接强度。
在FPC的IC补强点胶这块最常出现的问题是气泡和气坑,在这里解释一下原因和解决办法。
1、环氧树脂胶的消泡有两种方式,一是自主消泡(通过消泡剂的作用),一是被动脱泡(通过外力如研磨,抽真空等),一般是两种方式结合使用。
2、气泡分两种:一种“针眼”(较浅,如缝衣针头大小),一种“气坑”(大有约1mm米,很深,有的甚至能看得见基板或金线,一般一个胶点只有一个气坑);
“针眼”一般是胶本身含有气泡抽真空又没抽干净,或消泡剂选用不当或施加比例不当,以致没法完全消除气泡等原因造成。环氧树脂胶行业在我们国家都发展了20多年了,出现这种情况几率高的胶市场基本上已经将它淘汰掉了。
所以今天我就重点讲讲“气坑”的形成机理及解决方法。
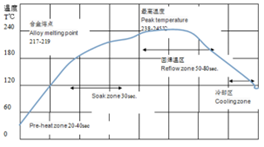
首先,我们要了解环氧树脂胶的固化原理:一般单组份环氧树脂胶所使用的固化剂的固化温度点为110度,也就是说几乎所有单组份环氧树脂胶都是要通过加热才能固化的。而从常温到110度,也是环氧树脂胶慢慢由稠变稀的过程(若没有固化剂,环氧树脂可以被加热到像水一样稀)。当到达110度左右时,胶内的固化剂开始起作用,进入玻璃化过程(硬化过程),继续加热直到完全固化,而其固化过程也是放热反应,这反过来又加速促进了固化反应。
那“气坑”又是怎么来的呢?空气又是怎样进到胶点里面去的呢?
气坑产生的机理就是将空气封装在胶点里面啦,遇热时空气膨胀,受热的空气突破胶面得表面张力,冲出(“炸”开)胶面,而胶此时也许正好又处于玻璃化温度点,故被炸开的胶面无法复原,进而形成坑洞(也就是“气坑”)。
与之相反,有如下几种情况就可能会将空气封装在里面:
A、 胶料粗燥,填料的粒径大,直接“搁”在邦线上,挡住了胶液的渗透;(胶制造者的问题)
B、点胶方式不对,一次性点一圈,把空气封在里面。
C、 胶液的预热不够,较稠,渗透不下去;
所以,解决“气坑”问题也就是要从以上几点着手,去控制,去改善,去改进。
胶的制造者要改进,胶的自主消泡能力强,一定会消除部分空气,虽然这个不太可靠,不能保证100%消除空气,但“气坑”类不良率一定可以大大降低。
胶的使用者也要采取相应的应对措施,即(1)从点胶方式入手:这个跟点胶方式有很大关系,建议在点IC四周的时候联版点,且先点一边,点完整版后再点另一边,这样前面点胶水渗透到孔洞中就会把空气逼出。
(2)从点胶后的烘烤方式入手:在点胶后要对软板进行分段式烘烤,先70左右烘烤一段时间,然后在120多度烘烤一段时间,原理是开始低温烘烤封住的空气会受热膨胀而从胶液下跑出来,此时胶水没有到玻璃花临界温度,出现孔洞会回填,然后120度烘烤时里面没空气,胶水固化外观不会形成气泡孔洞。
责任编辑:ct
-
pcb
+关注
关注
4322文章
23126浏览量
398584 -
电路板
+关注
关注
140文章
4968浏览量
98217 -
PCB设计
+关注
关注
394文章
4691浏览量
85866 -
可制造性设计
+关注
关注
10文章
2065浏览量
15630 -
华强pcb线路板打样
+关注
关注
5文章
14629浏览量
43089 -
华秋DFM
+关注
关注
20文章
3494浏览量
4596
发布评论请先 登录
相关推荐

PCB板元器件点胶加固的重要性
电路板元件保护用胶
FPC贴片不平整?几招教你轻松解决!
为何SMT贴片中,需结合使用锡膏与红胶工艺?
爱普生可编程贴片晶振SG-8101CB编码X1G005201004600
一文通晓FPC软板,从基础到工艺的深度解读
芯片胶点胶加工的效果和质量的检测方法有哪些?
SMT贴片加工中的印刷和点胶是什么?

双面布局贴补强,FPC焊接很受伤
双面布局贴补强,FPC焊接很受伤





 工商网监
工商网监
评论