 PCB组件回流焊接的关键技术是什么
PCB组件回流焊接的关键技术是什么
【维文信PCBworld】回流焊接技术是现代电子产品组装工艺中最常用的技术,而回流焊温度曲线的设置是PCB组件回流焊接过程中最关键的技术。本文描述回流焊温度曲线设置和优化的一些方法和技术探讨。
电子工业常被称为是成熟的工业,而PCB的回流焊接工艺被认为是一种非常成熟的技术,但是新的挑战也不断出现。例如:现有的元件尺寸从01005到50mmX50mm的都有,且分布在组装密度非常高的双面PCB上。所选器件的布局、元件尺寸、封装形式和热容以及不同的热敏感元件的最大允许温度和不同配方的焊料和焊剂等问题。没有考虑上述问题的回流焊温度曲线会产生不可接受的焊点、失效的元件和整体更低的可靠性。所以对回流焊温度曲线设置和优化进行探讨是非常有必要的。
以最常用的无铅锡膏Sn96.5Ag3.0Cu0.5锡银铜合金为例,介绍理想的回流焊温度曲线设定优化方案和分析其原理。
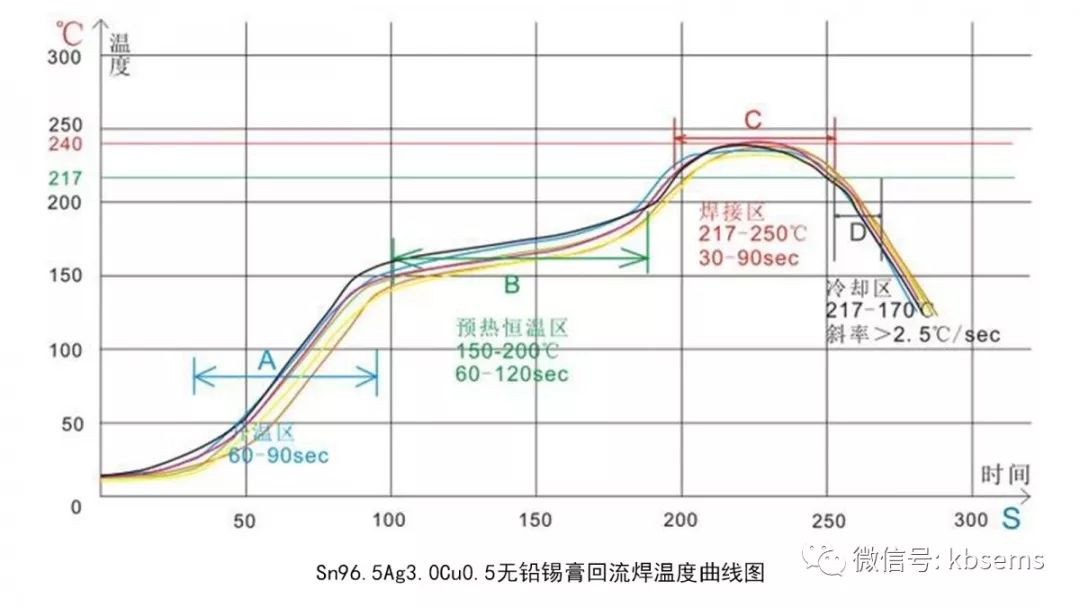
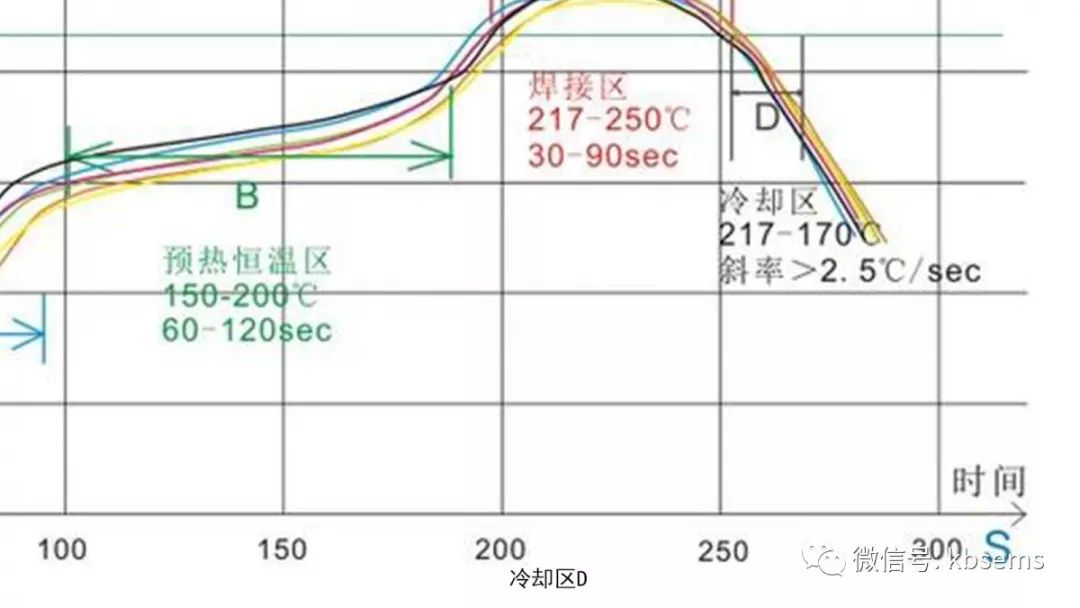
以上图片为典型的SAC305合金无铅锡膏回流焊温度曲线图。构成曲线的每一个点代表了对应PCB上测温点在过炉时相应时间测得的温度,把这些点连接起来,就得到了连续变化的曲线。也可以看做PCB上测试点的温度在炉子内随着时间变化的过程。
通常把这个曲线分成4个区域,就得到了PCB在通过回流焊时某一个区域所经历的时间。在这里斜率的概念是表示PCB受热后升温的速率,它是温度曲线中重要的工艺参数。图中A、B、C、D四个区段,分别为定义为A:升温区 ,B:预热恒温区(保温区或活化区),C:回流焊接区(焊接区或Reflow区),D:冷却区。
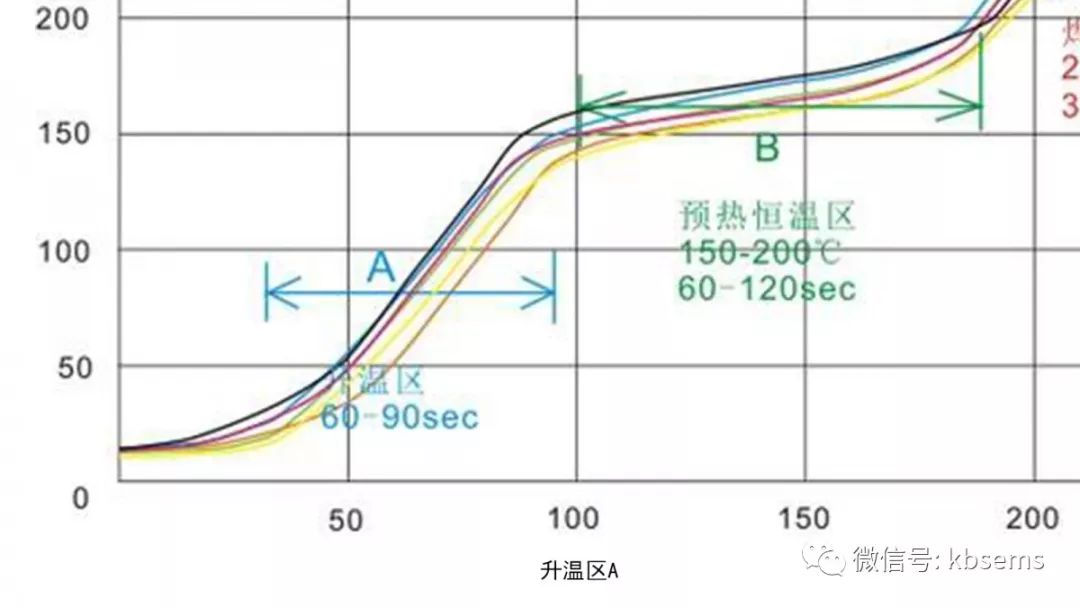
升温区A
PCB进入回流焊链条或网带,从室温开始受热到150℃的区域叫做升温区。升温区的时间设置在60-90秒,斜率控制在1-3之间。
此区域内PCB板上的元器件温度相对较快的线性上升,锡膏中的低沸点溶剂开始部分挥发。若斜率太大,升温速率过快,锡膏势必由于低沸点溶剂的快速挥发或者水气迅速沸腾而发生飞溅,从而在炉后发生“锡珠”缺陷。过大的斜率也会由于热应力的原因造成例如陶瓷电容微裂、PCB板变形曲翘、BGA内部损坏等机械损伤。升温过快的另一个不良后果是锡膏无法承受较大的热冲击而发生坍塌,这是造成“短路”的原因之一。通常将该区域的斜率实际控制在1.5-2.5之间能得到满意的效果。
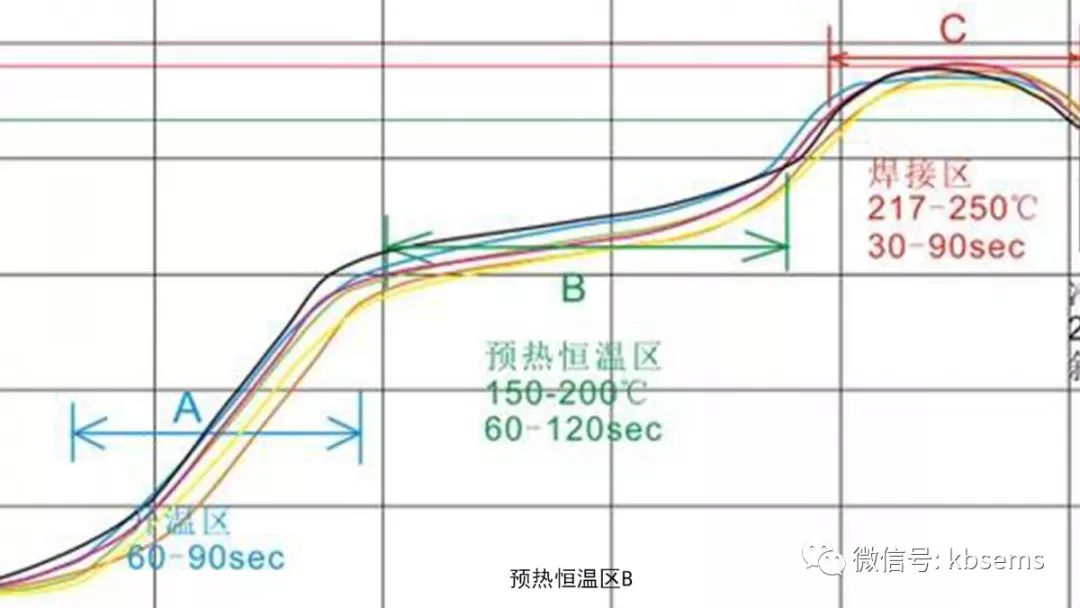
预热恒温区B
此区域为保温区、活化区,该区域PCB表面温度由150℃平缓上升至200℃,时间窗口在60-120秒之间。PCB板上各个部分缓缓受到热风加热,温度随时间缓慢上升。斜率在0.3-0.8之间。
此时锡膏中的有机溶剂继续挥发。活性物质被温度激活开始发挥作用,清除焊盘表面、零件脚和锡粉合金粉末中的氧化物。恒温区被设计成平缓升温的目的是为了兼顾PCB上贴装的大小不一的元器件能均匀升温。让不同尺寸和材料的元器件之间的温度差逐渐减小,在锡膏熔融之前达到最小的温差,为在下一个温度分区内熔融焊接做好准备。这是防止“立碑”缺陷的重要方法。合金锡膏配方里活性剂的活化温度大都在150-200℃之间,这也是本温度曲线在这个温度区间内预热的原因之一。
需要注意的是:1、预热时间过短。活性剂与氧化物反应时间不够,被焊物表面的氧化物未能有效清除。锡膏中的水气未能完全缓慢蒸发、低沸点溶剂挥发量不足,这将导致焊接时溶剂猛烈沸腾而发生飞溅产生“锡珠”。润湿不足,可能会产生浸润不足的“少锡”“虚焊”、“空焊”、“漏铜”的不良。2、预热时间过长。活性剂消耗过度,在下一个温度区域焊接区熔融时没有足够的活性剂即时清除与隔离高温产生的氧化物和助焊剂高温碳化的残留物。这种情况在炉后的也会表现出“虚焊”、“残留物发黑”、“焊点灰暗”等不良现象。
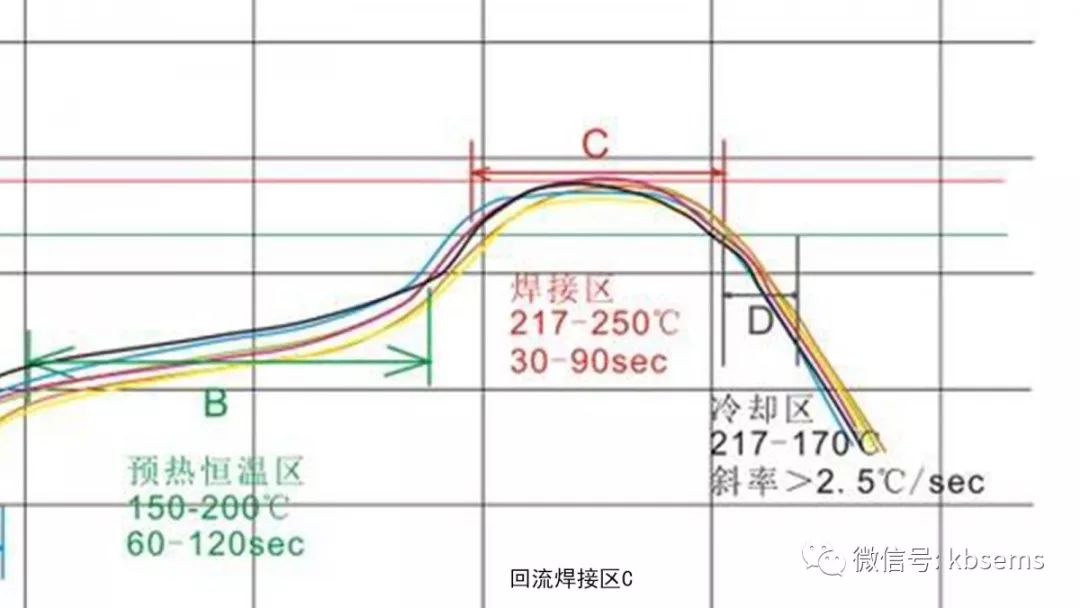
回流焊接区C
回流区又叫焊接区或Refelow区。SAC305合金的熔点在217℃-218℃之间,所以本区域为>217℃的时间,峰值温度<245℃,时间30-70秒。形成优质焊点的温度一般在焊料熔点之上15-30℃左右,所以回流区最低峰值温度应该设置在230℃以上。考虑到Sn96.5Ag3.0Cu0.5无铅锡膏的熔点已经在217℃以上,为照顾到PCB和元器件不受高温损坏,峰值温度最高应控制在250℃以下,笔者所见大部分工厂实际峰值温度最高在245℃以下。
预热区后,PCB板上温度以相对较快的速率上升到锡粉合金液相线,此时焊料开始熔融,继续线性升温到峰值温度后保持一段时间后开始下降到固相线。
此时锡膏中的各种组分全面发挥作用:松香或树脂软化并在焊料周围形成一层保护膜与氧气隔绝。表面活性剂被激活用于降低焊料和被焊面之间的表面张力,增强液态焊料的润湿力。活性剂继续与氧化物反应,不断清除高温产生的氧化物与被碳化物并提供部分流动性,直到反应完全结束。部分添加剂在高温下分解并挥发不留下残留物。高沸点溶剂随着时间不断挥发,并在回焊结束时完全挥发。稳定剂均匀分布于金属中和焊点表面保护焊点不受氧化。焊料粉末从固态转换为液态,并随着焊剂润湿扩展。少量不同的金属发生化学反应生产金属间化合物,如典型的锡银铜合金会有Ag3Sn、Cu6Sn5生成。
回焊区是温度曲线中最核心的区段。峰值温度过低、时间过短,液态焊料没有足够的时间流动润湿,造成“冷焊”、“虚焊”、“浸润不良(漏铜)”、“焊点不光亮”和“残留物多”等缺陷;峰值温度过高或时间过长,造成“PCB板变形”、“元器件热损坏”、“残留物发黑”等等缺陷。它需要在峰值温度、PCB板和元器件能承受的温度上限与时间、形成最佳焊接效果的熔融时间之间寻求平衡,以期获得理想的焊点。
冷却区D
焊点温度从液相线开始向下降低的区段称为冷却区。通常SAC305合金锡膏的冷却区一般认为217℃-170℃之间的时间段。
由于液态焊料降温到液相线以下后就形成固态焊点,形成焊点后的质量短期内肉眼无法判断,所以很多工厂往往不是很重视冷却区的设定。然而焊点的冷却速率关乎焊点的长期可靠性,不能不认真对待。冷却区的管控要点主要是冷却速率。经过很多焊锡实验室研究得出的结论:快速降温有利于得到稳定可靠的焊点。
通常人们的直觉认为应该缓慢降温,以抵消各元器件和焊点的热冲击。然而,回流焊锡膏钎焊慢速冷却会形成更多粗大的晶粒,在焊点界面层和内部生较大Ag3Sn、Cu6Sn5等金属间化合物颗粒。降低焊点机械强度和热循环寿命,并且有可能造成焊点灰暗光泽度低甚至无光泽。
快速的冷却能形成平滑均匀而薄的金属间化物,形成细小富锡枝状晶和锡基体中弥散的细小晶粒,使焊点力学性能和可靠性得到明显的提升与改善。
生产应用中,并不是冷却速率越大越好。要结合回流焊设备的冷却能力、板子、元器件和焊点能承受的热冲击来考量。应该在保证焊点质量时不损害板子和元器件之间寻求平衡。最小冷却速率应该在2.5℃以上,最佳冷却速率在3℃以上。考虑到元器件和PCB能承受的热冲击,最大冷却速率应该控制在6-10℃。
-
pcb
+关注
关注
4315文章
22928浏览量
395466 -
回流焊
+关注
关注
14文章
459浏览量
16683
原文标题:PCB组件回流焊接的关键技术——回流焊温度曲线设定优化
文章出处:【微信号:pcbworld,微信公众号:PCBworld】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
pcb板回流焊工艺详解
SMT锡膏贴片中的回流焊主要作用是什么?

锡膏回流焊接工艺要求
掌握回流焊要领,轻松实现片状元器件完美焊接!

激光锡焊 vs 回流焊接:大研智造技术革新的深度解析
回流焊升温速度探秘:快与慢之间的艺术平衡

介绍三种SMT焊接工艺:回流焊、波峰焊、通孔回流焊
波峰焊与回流焊焊接方式的区别
pcb回流焊工作原理 如何避免PCB板由于回流焊而弯曲和翘曲呢?
SMT贴片中的回流焊接工艺
SMT贴片加工过程中回流焊的质量受哪些要素影响?
锡膏质量如何影响回流焊接空洞的产生?

SMT焊接工艺介绍:回流焊、波峰焊、通孔回流焊






 工商网监
工商网监
评论