 普通铣床的电气故障如何维修
普通铣床的电气故障如何维修
普通铣床的电气故障如何维修
在很多机械制造企业,普通铣床广泛使用。其电气主电路、控制电路较简单,下面以X62W为例,怎样快速找到电气故障点。
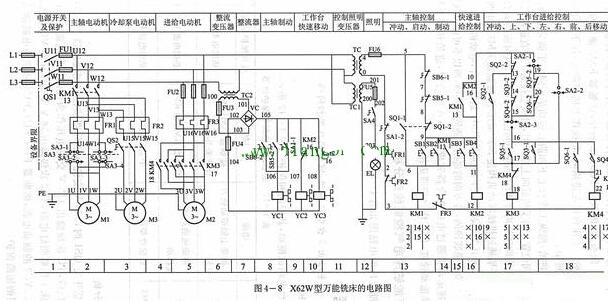
一、主轴部分故障
主轴主电路部分故障率较少,一般是接触器的主触点烧坏较多。
主轴控制部分,实际是一个简单的点动、连续控制。冲动开关SQ1-1(常开),相当于点动按钮,用于主轴变速。按钮SB1、SB2、接触器KM1辅助点;旋钮SB5-1、SB6-1(用于主轴制动);冲动开关SQ1-2(常闭)组成主轴连续控制。
1、变速与连续无反应
检查3-5间电压
无:检查FU6的熔芯;SA1-1(切断控制电源并使主轴制动)位置或好坏;主轴过载继电器FR1、冷却过载继电器FR2是否动作了。当FU6的熔芯熔断时,应检查控制部分是否有短路现象。当FR1或FR2动作时,应检查是否缺相、堵转等现象。
有:检查3、4、5连接线是否脱落、松动、折断;接触器KM1线圈通断,当发生按下主轴启动按钮SB1或SB2后,熔芯FU6在接触器KM1还未动作时就熔断了。说明接触器KM1线圈已烧坏短路。
2、变速有、连续无反应
检查旋钮SB5-1、SB6-1位置(是否在主轴制动状态);冲动开关SQ1-2(常闭);主轴启动按钮SB1或SB2的好坏。以及5、6、7、8、9连接线是否脱落、松动、折断。
3、变速无、有连续
检查冲动开关SQ1-1(常开),以及5、6连接线是否脱落、松动、折断。
4、主轴制动故障
检查旋钮SB5-2、SB6-2、SA1-1;电磁制动器YC1(线圈电阻值为20Ω左右);以及105、106连接线是否脱落、松动、折断。
主轴部分与机械操作牵涉不多,所以故障率不多。
二、工作台进给部分故障
工作台进给部分是正反控制及单方向点动电路。
点动电路走向如下图的红线路径

点动电路走向
1、工作台变速故障
检查10-12间电压(主轴已运行)
无:检查接触器KM1辅助触点及9-10连接线是否脱落、松动、折断
有:通过上图看出圆工作台选择开关SA2-1(断开位置:15-16、10-19接通;17-19断开);行程开关SQ3-SQ6的常闭;SQ2-1;10、19、20、15、14、13、17连接线是否脱落、松动、折断;KM4辅助触点、KM3线圈有关。
其故障多来自SQ2-1、SQ3、4、KM4辅助触点损坏;与其连接线脱落、松动、折断。
2、工作台进给故障
正反控制是由6个行程开关SQ3-SQ6和接触器KM3,、4通过组合而成的,SQ3、4在工作台正前方,改变电机正反,控制工作台左右;SQ5、6在工作台左下方控制工作台,控制工作台前后、上下。上下、前后是通过十字节机械机构转换及电气SQ5、6改变电机正反,产生工作台4个方向运行。特点是工作台进给任何时候,只能运行于一个方向。又工作台运行于快速与进给两种方式,是通过中间继电器KM2通断,来控制快速与进给离合器工作,通过变速而来的。
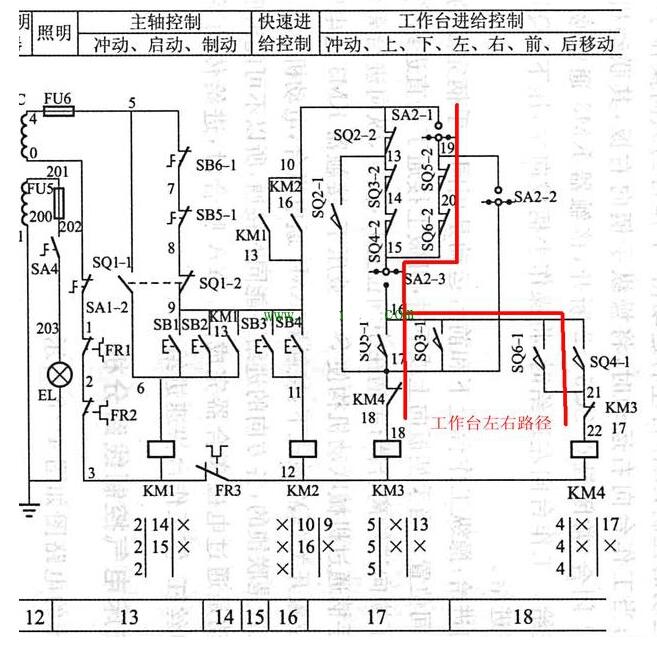
工作台左右路径
a、工作台左右
此类故障多源于行程开关SQ3、4常开接通时不到位、损坏;SQ5、6常闭不复位;KM3、KM4辅助触点损坏;以及连接线脱落、松动、折断造成的。
如果;KM3或KM4动作,电机运行,工作台依然左右无移动,检查DC24V;KM2常闭触点良好;105、107连接线是否脱落、松动、折断;进给离合器YC2支架铜刷接触是否良好、离合器是否损坏。离合器线圈电阻值为22Ω左右。
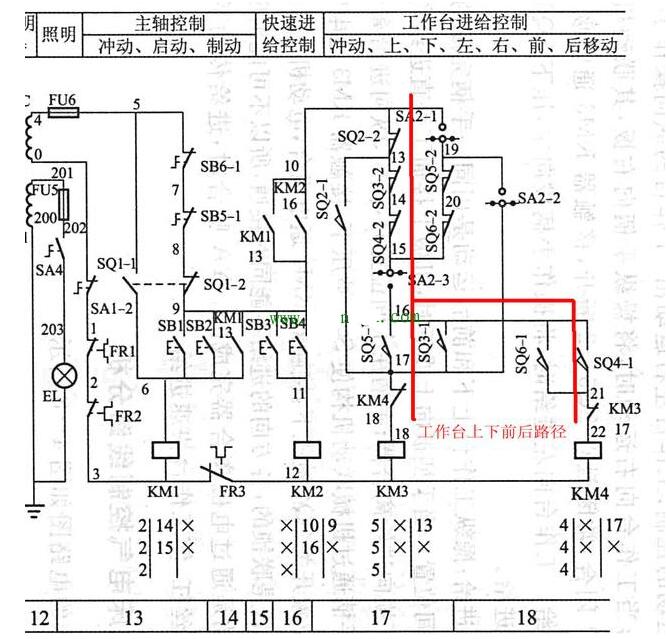
工作台上下前后路径
b、工作台上下前后
检查方法同上
3、工作台快速故障
检查同进给离合器方法
另KM2是否动作;KM2常开接触良好;9、11、105、108连接线是否脱落、松动、折断;
三、结束语
普通铣床电气故障率高的部分,多与机械配合部分相关。如通过操作手柄带动挡块,使行程开关通断,控制机床运行的,易使行程开关损坏。还有电磁离合器YC2、YC3等。
-
电气故障
+关注
关注
2文章
47浏览量
12879 -
铣床
+关注
关注
1文章
34浏览量
11453
发布评论请先 登录
相关推荐





 工商网监
工商网监
评论