 SMT红胶贴片加工工艺的常见问题和解决方法
SMT红胶贴片加工工艺的常见问题和解决方法
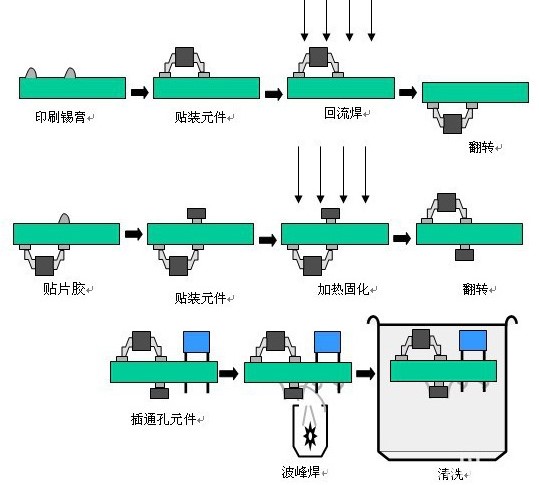
SMT红胶贴片加工工艺有两种,一种是通过针管的方式进行点SMT红胶,根据元件的大小,点SMT红胶的胶量也不等,手工点SMT红胶机用点胶的时间来控制胶量,自动点SMT红胶机通过不同的点胶嘴和点胶时间来控制点SMT红胶机;另一种是刷胶,通过SMT贴片钢网进行印刷SMT红胶,SMT钢网的开孔大小有标准规范。
SMT红胶贴片加工一般是针对电源板采用的工艺,因为SMT贴片红胶工艺加工的产品,要求SMD贴片元件都需要在0603以上才能进行批量生产。
目前SMT贴片加工行业,还有一种工艺,叫双工艺。就是SMT贴片红胶工艺和锡膏工艺同时进行。印刷锡膏后,再进行点红胶。或者开SMT阶梯钢网,进行再次印刷红胶。这 种工艺采用在需要侵锡工艺,但SMD元件较多的PCBA板生产当中,目前此工艺已经很成熟。
SMT贴片红胶常见问题:
一、推力不够
造成推力不够的原因是:1、胶量不够。2、胶体没有100%固化。3、PCB板或者元器件受到污染。4、胶体本身较脆,无强度。
二、胶量不够或漏点
原因和对策:1、印刷用的网板没有定期清洗,应该每8小时用乙醇清洗一次。2、胶体有杂质。3、网板开孔不合理过小或点胶气压太小,设计出胶量不足。4、胶体中有气泡。5、点胶头堵塞,应立即清洗点胶嘴。6、点胶头预热温度不够,应该把点胶头的温度设置在38℃。
三。拉丝
所谓拉丝,就是点胶时贴片胶断不开,在点胶头移动方向贴片胶呈丝状连接这种现象。接丝较多,贴片胶覆盖在印制焊盘上,会引起焊接不良。特别是使用尺寸较大时,点涂嘴时更容易发生这种现象。贴片胶拉丝主要受其主成份树脂拉丝性的影响和对点涂条件的设定。
解决方法:
1、降低移动速度
2、越是低粘度、高触变性的材料,拉丝的倾向越小,所以要尽量选择此类贴片胶
3、将调温器的温度稍稍调高一些,强制性地调整成低粘度、高触变性的贴片胶,这时还要考虑贴片胶的贮存期和点胶头的压力。
-
电源
+关注
关注
184文章
17703浏览量
249941 -
pcb
+关注
关注
4318文章
23078浏览量
397415 -
smt
+关注
关注
40文章
2899浏览量
69192
发布评论请先 登录
相关推荐







 工商网监
工商网监
评论