 有哪些焊接缺陷是与环境相关造成的
有哪些焊接缺陷是与环境相关造成的
很多的smt加工厂家,在电子产品印刷电路板的焊点除了用来固定元器件以外,还要能稳定、可靠的通过一定的大小的电流。焊接的质量直接影响到了电子产品的质量问题,那么有哪些与环境有关的焊接缺陷呢?
1、 气泡:smt加工焊接的过程中,将被焊接元器件的引线插入印刷电路板的插孔内,焊接后,在引线的根部有喷火式钎料隆起,其中心有小孔,孔的下面可能掩盖着很大的空洞,这种焊接缺陷称为气泡。发生空洞的原因是印制电路板的铜箔面的热容量很大,虽然焊接已经结束,但是它的背所面还未冷却。由于热惰性,温度仍然在上升,此时焊点外侧开始凝固,而焊点内部产生的气排出,便造成空洞。此外,焊盘上的污渍,元器件引线氧化处理不良,焊盘过孔太大,元件引线过细,钎料过少,松香用量过多等也会引起此现象。
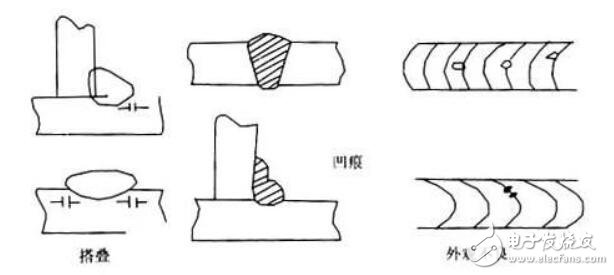
2、 钎料不足:用电烙铁焊接时,当钎料过少会造成润湿不良,钎料不能形成平滑面而成平垫 状,这种焊接缺陷称为钎料不足。产生这种缺陷的原因之一是焊丝撤离过早;二是电烙铁与钎料接触的有效面积小,温度过高或焊接时间过长引起的。钎料不足这种焊接缺陷会因环境恶化造成电路的导通不良。这种焊接缺陷的危害是焊点间的机械强度不足,可以通过再加焊锡丝重新焊接。
3、 过热:这种焊接缺陷的表现为焊点发白、无金属光泽、表面比较粗糙。过热产生的原因主要是电烙铁的功率过大,烙铁头温度过高,加热时间过长。过热的危害是焊盘容易剥落,容易造成焊点间的机械强度降低。
4、 冷焊:在smt加工焊接的过程中,钎料尚未完全凝固,被焊元器件导线或引线移动,此时焊点外表灰暗无光泽、结构松散、有细小裂缝等,这种焊接缺陷称为冷焊。产生冷焊的原因是被焊元器件导线或引线移开太早、被焊元器件抖动、电烙铁功率不够。冷焊的危害是焊点间的连接强度低、导电性不好。预防冷焊的措施为在焊接过程中避免被焊元器件导线或引线的抖动。如果有怀疑,必要时可以加针剂进行重焊。
5、 铜箔翘起、剥离、焊盘脱落:铜箔从印制电路板上翘起、剥离,严重的甚至完全断裂,这种现象称为铜箔翘起、剥离。产生铜箔翘起、剥离的原因是在手工焊接时,未能掌握好操作要领,焊接时过热或集中加热电路中的某一部分;或者用烙铁头撬钎料等。铜箔翘起、剥离的危害是电路出现短路现象。解决铜箔翘起、剥离、焊盘脱落的措施是加强训练、反复练习、熟练掌握焊接要领。
6、针孔: 产生针孔的原因主要是焊盘孔与引线间隙太大造成的。针孔的危害是焊点的连接强度低,焊点易被腐蚀。解决针孔的措施为印制电路板上造成的,所开的焊盘孔不宜过大。
7、 松香焊:在针料与被焊元器件引线间形成一层钎剂膜及被溶解的氧化物或污染物,形成豆腐渣形状的焊点,这种现象称为松香焊,产生松香焊的原因是烙铁头移开太早,使钎剂未能浮到表面。松香焊的危害是焊点间的连接强度不足,电路导通不良会出现时断时通的现象。预防松香焊的措施为不宜加过多钎剂,焊接时间要恰当。
-
元器件
+关注
关注
113文章
4767浏览量
93258 -
焊接
+关注
关注
38文章
3292浏览量
60386 -
smt
+关注
关注
41文章
2955浏览量
70148
发布评论请先 登录
相关推荐
SMT焊接常见缺陷原因及对策分析
造成电路板焊接缺陷的三大因素详解
PCB板出现焊接缺陷的原因
16种PCB焊接缺陷!它们有哪些危害?
SMT焊接常见缺陷原因有哪些?
焊接缺陷及产生的原因






 工商网监
工商网监
评论