 在焊接过程中有哪些因素会对波峰焊接的质量造成影响
在焊接过程中有哪些因素会对波峰焊接的质量造成影响
波峰焊是让插件板的焊接面直接与高温液态锡接触达到焊接目的,其高温液态锡保持一个斜面,并由特殊装置使液态锡形成一道道类似波浪的现象,所以叫“波峰焊”。简单的讲它是指将熔化的软钎焊料(铅锡合金),经电动泵或电磁泵喷流成设计要求的焊料波,亦可通过向焊料池注入氮气来形成,使预先装有元器件的印制板通过焊料波,实现元器件焊端或引脚与印制板焊盘间机械与电气连接的软钎焊。
波峰焊流程:将smt贴片元件插入相应的元件孔中 →预涂助焊剂→预烘(温度90-1000C,长度1-1.2m)→波峰焊(220-2400C)→ 切除多余插件脚 → 检查。
焊接过程中,影响焊接质量的因素很多,需要关注的参数包括焊接温度、传送速度、轨道角度、波峰高度等等。
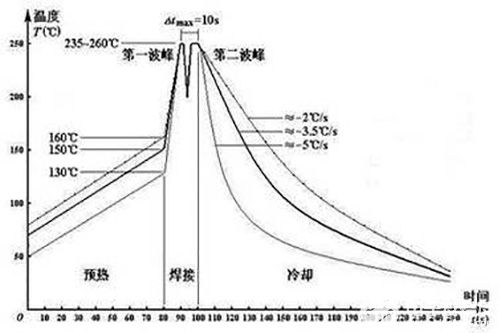
1、焊接温度
焊接温度过低时,焊料的扩展率、润湿性能变差,使焊盘或元器件焊端由于不能充分的润湿,从而产生虚焊、拉尖、桥接等缺陷;焊接温度过高时,则加速了焊盘、元器件引脚及焊料的氧化,易产生虚焊。
2、传送速度
脱离区的锡波要尽可能平稳,因此传送带速度不宜过高。
3、轨道角度
调整轨道的角度可以控制PCB与波峰的接触时间,适当的倾角有助于液态焊料与PCB更快的分离。当倾角太小时,较易出现桥接;而倾角过大,虽然有利于桥接的消除,但焊点吃锡量太小,容易产生虚焊。轨道倾角应控制在5°~7°之间。
4、波峰高度
波峰高度是指波峰焊接中PCB吃锡高度,通常控制在PCB板厚度的1/2~2/3。波峰高度过大会导致熔融的焊料流到PCB的表面,形成“锡连”。波峰的高度会因焊接工作时间的推移而有一些变化,应在焊接过程中进行适当的修正。常用的检测波峰高度的工具为深度规或高温玻璃。
5、焊料
波峰焊接中, 焊料的杂质主要是来源于PCB焊盘上的铜浸出,过量的铜会导致焊接的缺陷增多,因此必须定期检验焊锡内的金属成分锡渣。
-
焊接
+关注
关注
38文章
3155浏览量
59863 -
smt
+关注
关注
40文章
2908浏览量
69370 -
波峰焊
+关注
关注
12文章
309浏览量
18645
发布评论请先 登录
相关推荐
什么是波峰焊,如何使PCBA组装自动焊接
电子组件的波峰焊接工艺
波峰焊接后产品虚焊的解决
电子组件的波峰焊接工艺
助焊剂在波峰焊接过程中的作用、原理及工作模式
波峰焊焊接温度曲线设置要求
影响波峰焊接性能的四大因素
提高SMT波峰焊接质量的方法和措施
浅谈波峰焊接过程的管理是怎么样的?






 工商网监
工商网监
评论