 PLC触摸屏控制伺服电机程序设计
PLC触摸屏控制伺服电机程序设计
伺服电机又称执行电机,它是控制电机的一种。它是一种用电脉冲信号进行控制的,并将脉冲信号转变成相应的角位移或直线位移和角速度的执行元件。根据控制对象的不同,由伺服电机组成的伺服系统一般有三种基本控制方式,即位置控制、速度控制、力矩控制。本系统我们采用位置控制。
PLC在自动化控制领域中,应用十分广泛。尤其是近几年PLC在处理速度,指令及容量、单轴控制方面得到飞速的发展,使得PLC在控制伺服电机方面也变得简单易行。
一、控制系统中元件的选型
1、PLC的选型
因为伺服电机的位移量与输入脉冲个数成正比,伺服电机的转速与脉冲频率成正比,所以我们需要对电机的脉冲个数和脉冲频率进行精确控制。且由于伺服电机具有无累计误差、跟踪性能好的优点,伺服电机的控制主要采用开环数字控制系统,通常在使用时要搭配伺服驱动器进行控制,而伺服电机驱动器采用了大规模集成电路,具有高抗干扰性及快速的响应性。在使用伺服驱动器时,往往需要较高频率的脉冲,所以就要求所使用的PLC能产生高频率脉冲。三菱公司的FX3U晶体管输出的PLC可以进行6点同时100kHz高速计数及3轴独立100kHz的定位功能,并且可以通过基本指令0.065μs、PCMIX值实现了以4.5倍的高速度,完全满足了我们控制伺服电机的要求,所以我们选用FX3U-48MT-ES-A型PLC。
2、伺服电机的选型
在选择伺服电机和驱动器时,只需要知道电机驱动负载的转距要求及安装方式即可,我们选择额定转距为2.4N·m,额定转速为3000r/min,每转为131072p/rev分辨率的三菱公司HF-KE73W1-S100伺服电机,与之配套使用的驱动器我们选用MR-E-70A-KH003伺服驱动器。三菱的此款伺服系统具有500Hz的高响应性,高精度定位,高水平的自动调节,能轻易实现增益设置,且采用自适应振动抑止控制,有位置、速度和转距三种控制功能,完全满足要求。
同时我们采用三菱GT1155-QFBD-C型触摸屏,对伺服电机进行自动操作控制。
二、PLC控制系统设计
我们需要伺服电机实现正点、反点、原点回归和自动调节等动作,另外为确保本系统的精确性我们增加编码器对伺服电机进行闭环控制。PLC控制系统I/O接线图如图1。
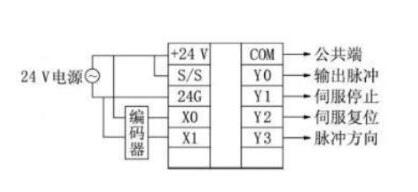
图1I/O接线图
上图中的公共端的电源不能直接接在输入端的24V电源上。根据控制要求设计了PLC控制系统梯形图如图2。
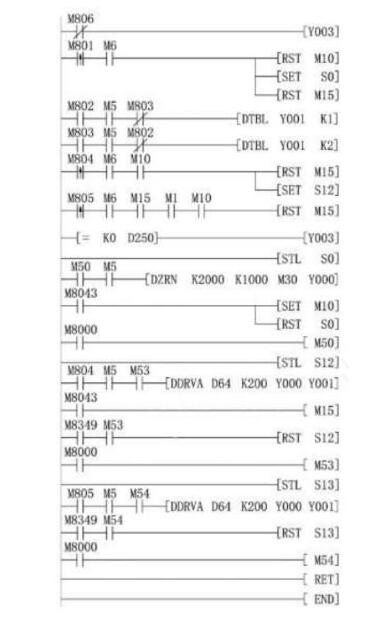
图2梯形图
M806控制伺服急停,M801控制伺服电机原点回归,M802控制伺服正点,M803控制伺服反点,M804为自动调节,M805为压力校正即编码器的补偿输入。在电机运行前需要首先进行原点回归,以确保系统的准确性和稳定性,当M50和M53同时接通时,伺服电机以2kHz的速度从Y0输出脉冲,开始做原点回归动作,当碰到近点信号M30=ON时,变成寸动速度1kHz,从Y0输出脉冲直到M30=OFF后停止。M30是在自动调节时,电机转动的角度与零点相等时为ON。
电机在进行正反点时,我们采用FX3U具有的专用表格定位指令DTBLS1S2;在使用表格定位之前,我们首先要在梯形图左边的PLCparameter(PLC参数)中进行定位设定。正反点控制我们采用指令DRVAS1S2D1D2绝对定位指令。在自动运行时,我们利用PLC内强大的浮点运算指令,根据系统的多方面参数进行计算;在操作时,我们只需要在触摸屏上设定参数,伺服电机便根据程序里的运算公式转化成为脉冲信号输出到驱动器,驱动器给电机信号运转。在伺服电机运行的过程中为确保电机能达到我们需要的精度,我们采用增量式编码器与伺服电机形成闭环控制,我们把计算到的角度与编码器实际测量角度进行比较,根据结果调整伺服电机的脉冲输出,从而实现高精度定位。整个程序我们采用步进指令控制(也可以采用一般指令控制),简单方便。
三、伺服系统设置
1、伺服驱动器的接线
伺服系统的接线很简单,我们只需要按照规定接入相对应的插头即可。将三相电源线L1,L2,L3插头接入CPN1,将伺服电机插头接入CN2,将编码器插头接入CNP2,控制线插头接入CN1。我们在调试程序时需要用伺服电机的专用软件,通过RS422接口接到伺服系统的CN3上即可。对于CN1控制线接法如表1。
表1、控制线接法
2、伺服驱动器的参数设定
系统采用定位控制。三菱MR-E系列的伺服驱动器,主要有两组参数,一组为基本参数,另一组为扩展参数,根据本系统要求,我们主要设定基本参数,主要有NO.0,NO.1,NO.2,NO.3,NO.4,NO.5,NO.7,NO.18,NO.19,扩展参数要根据具体情况进行设定。
同时我们也可以通过伺服设置软件SETUP221E进行参数设置。我们在伺服电机进行调试过程中建议先设为速度模式,进行伺服电机的点动测试。
四、触摸屏程序设计
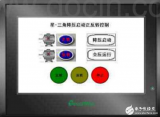
建立初始画面,在画面上分别设置按钮开关,在开关上分别写上,压力+、压力-、原点回归、自动调节、压力校正、伺服急停等字样,其中继电器的对应情况如上所写。控制画面如图3和图4。
图3画面设置
图4参数显示
本系统同时还设置有手动调节功能,确保在自动调节出现问题时及时补救。触摸屏上我们设置了指示灯,可显示此时的工作状态。同时我们在手动和自动指示灯的中间部分,设置了脉冲的输出指示,即伺服电机的运转指示,当有脉冲输出时,会有“脉冲输出中”的红色指示灯出现。当无红色指示灯显示时,即表示电机有故障,此时操作者需根据伺服驱动器上显示的异常字母进行故障查询,简单方便。
五、总结
利用PLC可以直接对伺服电机进行位置和速度控制,无需增加定位模块,节约成本。PLC的处理速度高,输出脉冲的频率也很高,而且指令也很简单,在系统联机的情况下也可方便地进行所有指令的修改工作。本系统通过触摸屏进行调节控制,使操作简单,也减少了在运行过程中的故障查找环节,大大提高了工作效率。系统运用一年多来,从未出现故障,稳定性好,且定位精确,为用户节约很多时间。
-
plc
+关注
关注
5022文章
13446浏览量
467231 -
伺服电机
+关注
关注
85文章
2068浏览量
58561
发布评论请先 登录
相关推荐
PLC和触摸屏组合控制系统的应用
PLC携手触摸屏控制系统的应用

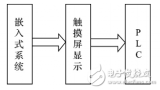
基于嵌入式系统的PLC触摸屏控制系统设计





 工商网监
工商网监
评论