 波峰焊的预热处理形式及对其有什么要求
波峰焊的预热处理形式及对其有什么要求
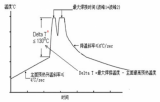
印制电路板预热温度和时间要根据印制电路板的大小、厚度、元器件的大小及贴装元器件的多少来确定。预热温度在90~130℃(PCB表面温度),多层板及有较多贴装元器件时预热温度取上限,不同PCB类型和组装形式的预热温度。参考时一定要结合组装板的具体情况,做工艺试验或试焊后行设置,有条件时可测实时温度曲线。
三种普遍采用的预热处理形式:
①强迫对流。强迫热空气对流是一种有效且均匀的预热方式,它尤其适合于水基助焊剂。这是因为它能够提供所要求的温度和空气容量,可以将水分蒸发掉。
②石英灯。石英灯是一种短波长红外线加热源,它能够做到快速地实现任何所要求的预热温度没置。
③加热棒,加热棒的热量由具有较长波长的红外线热源提供。它们通常用于实现单一恒定的温度,这是因为它们实现温度变化的速度较为缓慢。这种较长波长的红外线能够很好地渗透进入印制电路板的材料之中,以实现较快时间的加热。
对预热系统的技术要求:
①温度调节范围宽,一般要求在室温至250℃范国内可调,以满足各种类型助焊剂的活化温度要求。
②应有一定的预热长度,以确保PCB在活化温度下保持足够的时间。
③不应有可见的明火,避免助焊剂滴落在发热元器件上燃烧起火,引起火灾。
④对助焊剂涂敷系统正常工作的干扰及造成的热影响最小。
⑤耐冲击,雨震动,可靠性高,维修简单。
波峰焊预热时间由传送带速度来控制。如果热温度偏低或预热时间过短,焊剂中的溶剂挥发不充分,焊接时产生气体引起气孔、锡球等焊接缺陷,解决办法是提高预热温度或降低传送带速度;如果预热温度偏高或预热时间过长,焊剂被提前分解,使焊剂失去活性,同样会引起毛刺、桥连等焊接缺陷,解决办法是降低热温度或提高传送带速度。要恰当控制预热温度和时间,最佳的例热温度是在波峰焊前,使涂敷在PCB底面的焊剂带有黏性的时候。
推荐阅读:http://m.elecfans.com/article/627039.html
责任编辑:gt
-
pcb
+关注
关注
4323文章
23128浏览量
398670 -
元器件
+关注
关注
112文章
4731浏览量
92532 -
波峰焊
+关注
关注
12文章
309浏览量
18648
发布评论请先 登录
相关推荐
波峰焊“锡球”
波峰焊接后产品虚焊的解决
波峰焊和回流焊简介和区别
波峰焊产生锡球的原因
波峰焊术语解释
波峰焊操作流程及焊接的基本工艺






 工商网监
工商网监
评论