 氩弧焊的引弧和收弧的基本操作
氩弧焊的引弧和收弧的基本操作
氩弧焊的引弧的基本操作
熔化极氩弧焊的基本操作与CO2气体保护焊基本相似,操作时可参照CO2气体保护焊的操作进行。
钨极氩弧焊以手工钨极氩弧焊的引弧、运弧及填丝为基本操作,自动钨极氩弧焊的操作可参照手工钨极氩弧焊的相关内容进行。
氩弧焊不仅要求氩气有良好的保护效果,而且必须对被焊工件的接头附近及填充丝进行焊前清理,除去金属表面的氧化膜、油脂和湿气等物质,以保证焊接接头的质量。手工钨极氩弧焊的基本操作手法主要有以下内容。
手工钨极氩弧焊的引弧主要有以下两种方法:
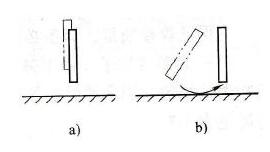
1)高频或脉冲引弧法。其操作要点是:首先提前送气3~4s,并使钨极和焊件之间保持5~8mm距离,然后接通控制开关,再在高频高压或高压电脉冲的作用下,使氩气电离而引燃电弧。这种引弧方法的优点是能在焊接位置直接引弧,能保证钨极端部完好,钨极损耗小,焊缝质量高。它是一种常用的引弧方法,特别是在焊接有色金属时被广泛地采用。
2)接触引弧法。当使用无引弧器的简易氩弧焊机时,可采用钨极直接与引弧板接触进行引弧的方法。由于接触的瞬间会产生很大的短路电流,钨极端部很容易被烧损,因此一般不宜采用这种方法,但因焊接设备简单,故在氩弧焊打底和薄板焊接等方面仍得到应用。
氩弧焊的收弧基本操作
焊接结束时,如果收弧不正确,在收弧处会产生弧坑裂纹、气孔及烧穿等缺陷,因此必须掌握正确的收弧方法。收弧时常采用以下几种方法:
1)增加焊速法。当焊接快要结束时,焊枪前移速度逐渐加快,同时逐渐减少焊丝送进量,直至焊件不熔化为止。此法简单易行,效果良好。
2)焊缝增高法。与上法正好相反,焊接快要结束时,焊枪前移速度减慢,焊枪向后倾角加大,焊丝送进量增加,当弧坑填满后再熄弧。
3)电流衰减法。新型的氩弧焊机大部分都有电流自动衰减装置,焊接结束时,只要闭合控制开关,焊接电流就会逐渐减小,从而使得熔池逐渐缩小,达到与增加焊速法的效果。
4)应用收弧板法。将收弧熔池引到与焊件相连的收弧板上去,焊完后再将收弧板割掉。此法适用于平板的焊接。
为使氩气有效地保护焊接区,熄弧后需继续送气3~5s,以防止钨极和焊缝表面氧化。
-
焊接
+关注
关注
38文章
3120浏览量
59708 -
氩弧焊
+关注
关注
6文章
33浏览量
11015
发布评论请先 登录
相关推荐
求一个高低压隔离电路,类似于氩弧焊电路
arduino受氩弧焊严重干扰
CAD中怎么标注弧长?CAD弧长标注快捷键是什么?
新型逆变式高压脉冲引弧器的研制
基于数字化控制的高频引弧电路设计

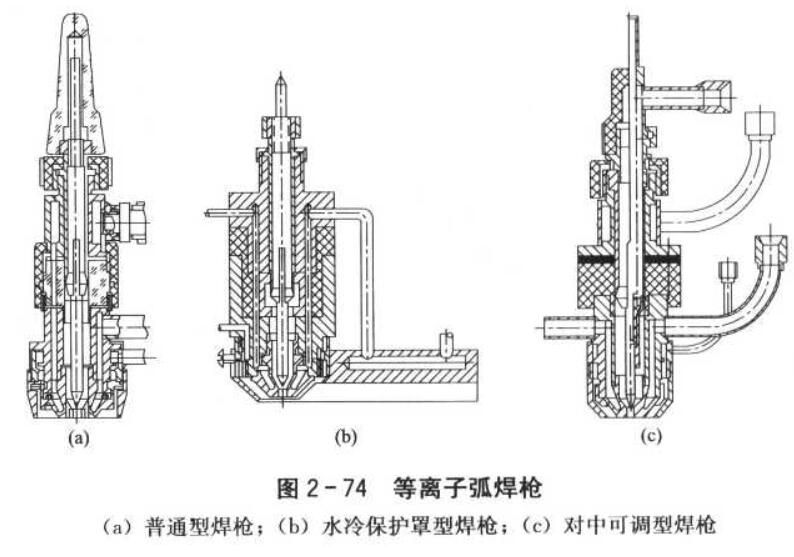
三种比较典型的等离子弧焊枪
埋弧焊工艺与操作技巧





 工商网监
工商网监
评论