 焊剂的作用_焊剂的基本要求
焊剂的作用_焊剂的基本要求
焊剂
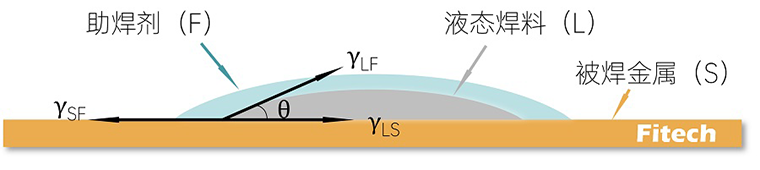
焊剂也叫钎剂,定义很广泛,包括熔盐、有机物、活性气体、金属蒸汽等,即除去母材和钎料外,泛指第三种用来降低母材和钎料界面张力的所有物质。
焊剂的作用
焊剂是埋弧焊和电渣焊焊接过程中保证焊缝质量的重要材料,在焊接时焊剂能够熔化成熔渣(有的也有气体),防止了空气中有害气体氧、氮的侵人,并且向熔池过渡有益的合金元素,对熔池金属起保护和冶金作用。另外熔渣覆盖在熔池上面,熔池在熔渣的内表面进行凝固,从而可以获得光滑美观的焊缝表面成形。
埋弧焊中焊剂的作用
机械保护:焊剂在电弧作用下融化为表层的熔渣,保护焊缝金属在液态时不受周围大气中气体侵入熔池,从而避免焊缝出现气孔夹杂。
向熔池过度必要的金属元素。
促进焊缝表面光洁平直,成形良好钎剂的熔点应该低于钎料熔点10-30℃,特殊情况下也可使钎剂的熔点高于钎料。钎剂的熔点若过低于钎料则过早熔化使钎剂成分由于蒸发、与母材作用等原因使钎料熔化时钎剂已经失去活性。钎剂的选择通常视氧化膜的性质而定。偏碱性的氧化膜例如:Fe、Ni、Cu等的氧化物常使用酸性的含硼酸酐(B2O3)的钎剂,偏酸性的氧化膜例如对付铸铁含高SiO2的氧化膜常用含碱性Na2CO3的钎剂使得生成易熔的Na2SiO3而进入熔渣。
一些氟化物的气体也常用作钎剂,它们反应均匀,焊后不留残渣。BF3常和N2混合使用在高温下钎焊不锈钢。在450℃以下钎焊用的钎剂为软钎剂,软钎剂分为两种,一是水溶性的通常是盐酸盐和磷酸盐的单个或索格盐的水溶液构成,活性高,腐蚀性强,焊后需要清洗。另一种是不溶于水的有机物钎剂,通常以松香或人工树脂为基,加入有机酸、有机胺或其HCl或HBr的盐,以提高去膜能力和活性。
焊剂的基本要求
焊接时,对焊剂的基本要求主要有以下几个方面:
(1)应具有良好的冶金性能。焊接时配以适当的焊丝和合理的焊接工艺,能保证焊缝金属的化学成分及力学性能都符合要求,并有较强的抗气孔和抗裂纹性能。
(2)应具有良好的工艺性能。在规定的工艺参数下焊接,电弧燃烧稳定,熔渣具有适宜的熔点、黏度和表面张力,脱渣容易,焊缝成形美观,产生有毒气体少。
(3)焊剂要有一定的颗粒度,并且应有一定的颗粒强度,以便于多次回收使用。焊剂颗粒度分为两种:一是普通颗粒度的焊剂,粒度为8~40目,用于普通埋弧焊和电渣焊;二是细颗粒度焊剂,粒度为14~60目,适用于半自动或细丝埋弧焊。小于规定粒度的细颗粒不得大于5%,大于规定粒度的粗颗粒不得大于2%。
(4)焊剂应具有较低的含水量和良好的抗潮性。出厂焊剂含水量的质量分数不得大于0.10%;焊剂在温度25℃,相对湿度70%的环境条件下,放置24h,其吸潮率不应大于0.15%。
(5)焊剂中机械夹杂物应较少。焊剂中夹杂物如碳粒、生料、铁合金凝珠及其他杂质的含量不得大于焊剂质量分数的0.30%。
(6)焊剂应有较低的S、P含量。一般ω(S)≤0.060%,ω(P)≤0.080%。
-
焊接
+关注
关注
38文章
3071浏览量
59611 -
焊剂
+关注
关注
0文章
6浏览量
7591
发布评论请先 登录
相关推荐
无铅焊接对助焊剂的要求-购线网
助焊剂产品的基本知识与作用
倒装晶片装配对助焊剂应用单元的要求
助焊剂的工作原理
助焊剂选择与使用
免清洗助焊剂好用吗_免清洗助焊剂如何使用
SMT贴片加工助焊剂的作用要求
使用免清洗助焊剂有必要清洗吗?





 工商网监
工商网监
评论