 关于焊接峰值温度与焊膏熔点时间的要求
关于焊接峰值温度与焊膏熔点时间的要求
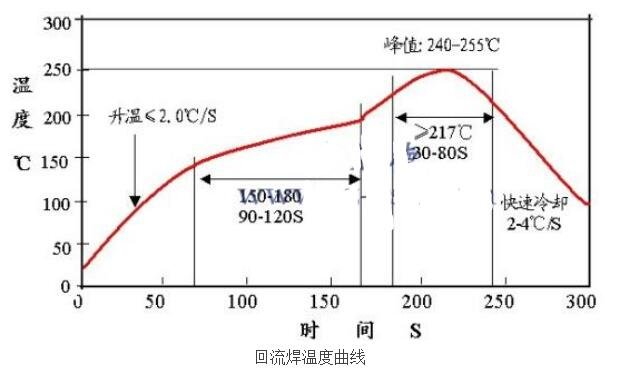
在日常的贴片加工中,因为客户产品的特殊性,或者焊料的不同特性决定了PCBA制造的整个环节都不是一个标准能够全部搞定的事情。简单的来说在回流焊接的环节,因为PCB板基材的不同,高低温焊料的不同,产品功能指标的不同那么回流焊的温度就需要精确的调试,更多的时候还需要借助炉温测试仪。下面一起了解一下关于焊接峰值温度与焊膏熔点上的时间问题。
焊接峰值温度
由于PCB上每种元器件的封装结构与大小不同,测试获得的温度曲线不是一根曲线,而是一组温度曲线,因此,焊接的峰值温度有最高峰值温度和最低峰值温度。焊接峰值温度的设计首先必须确定工艺类别,如:
(1)混装工艺一一有铅焊料焊接SAC305焊球的BGA。
(2)低温焊料工艺一一低温焊料(如Sn57 Bilag)焊接SAC305焊球的BGA
(3)常规无铅工艺一一使用SAC305焊料焊接SAC305。
(4)低银焊料工艺一一低银焊料焊接无铅BGA
其次,要满足基本的SMT贴片加工焊接工艺要求,即峰值温度既不能高于元器件的最高时热温度,出不能低于焊接的最低温度要求。
最后提示,BGA的焊接有其特殊性一一二次塌落现象。BGA焊接只有完成两次塌落,才能形成标准的鼓形焊点形貌和实现自对中。试验表明,要实现二次塌落,BGA焊点的焊接峰值温度必高于焊膏熔点11~12℃以上并持续足够的时间。实际生产中,考忠到PCBA进炉的间隔不均匀性及炉温的波动性,往往要求高15℃以上,这是为了确保所有BGA满足此要求。否则,就可能产生焊球未与焊料完全融合的焊点,这也是混装工艺使用低温焊接峰值温度及低温焊料焊接的标准特征。如果因元器件耐热等问题确实需要低温焊接,就必须确保BGA贴片位置居中,因为焊球与焊料不能融合时无法实现自动对中。这种情况也容易出现因对位问题而发生的特殊桥连现象。
推荐阅读:http://m.elecfans.com/article/720040.html
责任编辑:gt
-
贴片
+关注
关注
10文章
874浏览量
36941 -
PCBA
+关注
关注
23文章
1523浏览量
51490 -
温度
+关注
关注
2文章
138浏览量
10416
发布评论请先 登录
相关推荐
手工焊接对电烙铁温度的要求
【转】手工焊接对电烙铁温度的要求
LED高温锡膏与LED低温锡膏的六大区别
详细分享怎样设定锡膏回流焊温度曲线?
低温锡膏熔点及缺点
如何选择助焊膏的熔点?

佳金源:无铅低温锡膏的熔点是多少?

选择助焊膏时有哪些具体要求?








 工商网监
工商网监
评论