 激光焊接与电子束焊接的区别
激光焊接与电子束焊接的区别
电子束焊接
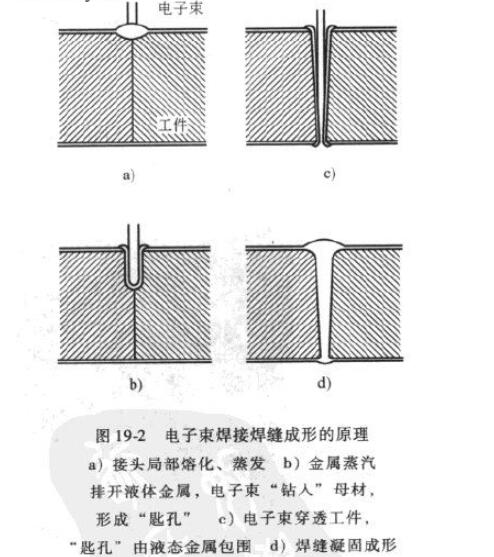
电子束焊接技术是将高能电子束作为加工热源,用高能量密度的电子束轰击焊件接头处的金属 ,使其快速熔融 ,然后迅速冷却来达到焊接的目的。
电子束焊接因具有不用焊条、不易氧化、工艺重复性好及热变形量小的优点而广泛应用于航空航天、原子能、国防及军工、汽车和电气电工仪表等众多行业。电子束焊接的基本原理是电子枪中的阴极由于直接或间接加热而发射电子,该电子在高压静电场的加速下再通过电磁场的聚焦就可以形成能量密度极高的电子束,用此电子束去轰击工件,巨大的动能转化为热能,使焊接处工件熔化,形成熔池,从而实现对工件的焊接。
激光焊接
激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法。激光焊接是激光材料加工技术应用的重要方面之一。20世纪70年代主要用于焊接薄壁材料和低速焊接,焊接过程属热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。由于其独特的优点,已成功应用于微、小型零件的精密焊接中。
由光学震荡器及放在震荡器空穴两端镜间的介质所组成。介质受到激发至高能量状态时,开始产生同相位光波且在两端镜间来回反射,形成光电的串结效应,将光波放大,并获得足够能量而开始发射出激光。
激光亦可解释成将电能、化学能、热能、光能或核能等原始能源转换成某些特定光频(紫外光、可见光或红外光)的电磁辐射束的一种设备。转换形态在某些固态、液态或气态介质中很容易进行。当这些介质以原子或分子形态被激发,便产生相位几乎相同且近乎单一波长的光束-激光。由于具同相位及单一波长,差异角均非常小,在被高度集中以提供焊接、切割及热处理等功能前可传送的距离相当长。
电子束焊接与激光焊接区别
电子束与激光焊的性能比较
至今,电子束焊经过不断发展已经成为一种成熟的加工技术,无论是汽车制造,还是航空航天,都起着举足轻重的作用。而40多年来,激光加工已从实验室走向了实用化阶段,并进入了原来由电子束加工的各个领域,大有取代电子束加工的势头。但实践证明,激光和电子束作为高能量密度热源,除了具有很多相同技术特点外,在技术和经济性能上,针对不同的应用场合,仍有各自不同的特点。
电子束焊接的优点是相当突出的:
电子束的能量转换效率非常高(80%~90%),可以研制出很高功率的大型焊接设备(在日本,加速电压600kV、功率300kW的超高压电子束焊机已问世);
电子束焊接的焊缝很细,其深宽比很容易达到10:1,甚至是20:1(最新报道显示:日本在焊接200mm厚不锈钢时,深宽比达70:1);
电子束的可控性更好,甚至可以在工件内部形成曲线孔径;
电子束对不同材料、特殊材料的焊接更容易。
当然,电子束的缺点也十分明显:
需要高真空环境以防止电子散射,设备复杂,焊件尺寸和形状受到真空室的限制(非真空环境的电子束焊,是重要的研究方向);
由于真空室的存在,抽真空成为影响循环时间的主要障碍(目前用于齿轮焊接的单台电子束设备循环时间很难做到60秒以内);
有磁偏移:由于电子带电,会受磁场偏转影响,故要求电子束焊工件焊前去磁处理;
X射线问题:X射线在高压下特别强,需对操作人员实施保护;
对工件装配质量要求严格,同时工件表面清洁的要求也较高。
相比较于电子束焊,激光焊接的优点是:激光焊不需真空室和对工件焊前进行去磁处理,它可在大气中进行,也没有防X射线问题,所以可在生产线内联机操作,也可焊接磁性材料。另外,激光焊接的循环时间大大低于电子束焊接(很容易做到30秒以内)。激光焊接实际上已取得了电子束焊接20年前的地位,成为高能束焊接技术发展的主流。
但是,受到技术进步的局限,激光焊接比电子束焊接还存在一定的弱势。
激光的能量转换效率较低,Rofin的DC系列CO2激光器能量转换效率不足20%,最新的IPG光纤激光器转换效率也没有超过30%;
能量转换效率低造成在生产线中应用大功率激光焊接的经济性很差,目前实用的激光焊接设备功率大多小于20KW,可焊接的深度一般很少超过10mm;
随着新一代激光器的诞生,激光器的寿命可以达到50000小时,这大大降低了激光焊接设备的使用成本。但是,要想获得理想的焊接质量保护气体是不可少的,这也造成加工成本的增加;
激光焊接的深宽比小于电子束焊,一般在10:1以内(在齿轮激光焊接中,焊缝的深度一般在4~6mm,故这个深宽比还比较适用),不适合大厚度工件的焊接;
激光焊接对于铝合金材料及其他高反射率材料的焊接还存在一些技术难点,必须通过填丝等辅助手段,才能达到较理想的焊接效果。
电子束与激光焊的经济性比较
电子束技术的发展已经相当成熟,大功率、超大功率电子束焊接设备的发展相当快,而且已经具备了相当实用的价值。激光技术受到能量转换率较低及其他技术障碍,使得激光焊接的功率还不能大幅提升。目前,实用的激光器功率还不能超过10KW,更高功率的激光器,成本的增加非常快,实际应用价值还较低。
在欧美国家,同等功率(3~5KW)的电子束焊接设备与激光焊接设备的价格基本相当,而激光焊接的高效率、灵活性(不受真空室限制)和便于集成到生产线中的特性,使得激光焊接设备在汽车制造中的应用增长速度大大超过电子束焊接设备。
在国内,由于大功率激光器(千瓦以上)的研发滞后,实际使用的激光焊接设备基本依赖进口。同时,我国的中小功率电子束焊机已接近或赶上国外同类产品的先进水平,而价格仅为国外同类产品的1/3左右,有明显的性能价格比优势。因此,国内的电子束焊接设备应用远远超过激光焊接设备。
但是,在汽车生产中,大批量高效率成为汽车制造企业追求的目标。而国产的电子束焊接设备,一般不具备大批量自动化生产的能力。在产能提高的时候,往往靠增加电子束焊接设备的数量和增加人力的方式,满足生产的需求。综合比较下来,其经济性也大打折扣。
-
电子束
+关注
关注
2文章
91浏览量
13240 -
激光焊接
+关注
关注
3文章
488浏览量
21038
发布评论请先 登录
相关推荐
电子束焊是什么意思_电子束焊的应用
电子束焊接机操作_电子束焊接机有辐射吗
电子束焊接工作原理_电子束焊接应用
激光焊接和电子束焊接:两种焊接技术的并用








 工商网监
工商网监
评论