 PCBA热风再流焊在生产设计中可解决哪些技术问题
PCBA热风再流焊在生产设计中可解决哪些技术问题
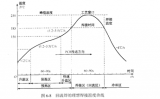
PCBA焊接采用的是热风再流焊,依靠风的对流和PCB、焊盘、引线的传导进行加热。由于焊盘、引脚的热容量大小以及受热条件不同,因而焊盘、引脚在再流焊接加热过程中同一时刻所加热到的温度也不同。如果这个温度差比较大,就可能引起焊接不良,如QFP引脚的开焊、绳吸;片式元件的立碑、移位;BGA焊点的收缩断裂等。同理,我们可以通过改变热容量解决一些问题。
(1)热沉焊盘的热设计。
在热沉元件的焊接中,会遇到热沉焊盘的少锡的现象,这是一个可以通过热沉设计改善的典型应用情况。
对于上述情况,可以采用加大散热孔热容量的办法进行设计。将散热孔与内层接地层连接,如果接地层不足6层。可以从信号层隔离出局部作散热层,同时将孔径减少到最小可用的孔径尺寸。
(2)大功率接地插孔的热设计。
在一些特殊产品设计中,插装孔有时需要与多个地/电平面层连接。由于波峰焊接时引脚与锡波的接触时间也就是焊接时间非常短,往往为2~3s,如果插孔的热容量比较大,引线的温度可能达不到焊接的要求,形成冷焊点。
为了避免这种情况发生,经常用到一种叫做星月孔的设计,将焊接孔与地/电层隔开,大的电流通过功率孔实现。
(3)BGA焊点的热设计。
混装工艺条件下。会出现一种特有的因焊点单向凝固而产生的“收缩断裂”现象,形成这种缺陷的根本原因是混装工艺本身的特性,但是可以通过BGA角部布线的优化设计使之慢冷而加以改善。
根据案例提供的经验,一般发生收缩断裂的焊点位于BGA的角部,可以通过加大BGA角部焊点的热容量或降低热传导速度,使其与其他焊点同步或后冷却。从而避免因先冷却而引起其在BGA翘曲应力下被拉断的现象发生。
(4)片式元件焊盘的设计。
片式元件随着尺寸越来越小,移位、立碑、翻转等现象越来越多。这些现象的产生与许多因素有关,但焊盘的热设计是影响比较大的一个方面。
如果焊盘的一端与比较宽的导线连接,另一端与比较窄的导线连接,那么两边的受热条件就不同,一般而言与宽导线连接的焊盘会先熔化(这点与一般的预想相反,一般总认为与宽导线连接的焊盘因热容量大而后熔化,实际上宽的导线成了热源,这与PCBA的受热方式有关),先熔化的一端产生的表面张力也可能将元件移位甚至翻转。
(5)波峰焊接对元件面的影响。
①BGAO
0.8mm及其以上引脚中心距的BGA大部分引脚都是通过导通孔与线路层进行连接的。波峰焊接时,热量会通过导通孔传递到元件面上的BGA焊点。根据热容量的不同,有些没有熔化、有些半熔化,在热应力作用下很容易断裂失效。
②片式电容。
片式电容对应力非常敏感,容易受到机械和热应力的作用而开裂。随着托盘选择波峰焊接的广泛使用,在托盘开窗边界处的片式元件很容易因热应力而断裂。
推荐阅读:http://www.elecfans.com/bandaoti/gongyi/20171130589779.html
责任编辑:gt
-
pcb
+关注
关注
4316文章
22999浏览量
396188 -
焊接
+关注
关注
38文章
3057浏览量
59581 -
PCBA
+关注
关注
23文章
1505浏览量
51335
发布评论请先 登录
相关推荐





 工商网监
工商网监
评论