 三种比较典型的等离子弧焊枪
三种比较典型的等离子弧焊枪
等离子弧焊枪对等离子弧的性能和焊接过程的稳定性起着决定性的作用。焊枪应能保证电弧的稳定,引弧、转弧方便,电弧压缩性能良好,电极与喷嘴的对中性准确,保护性能理想和冷却可靠。图2-74为三种比较典型的等离子弧焊枪。
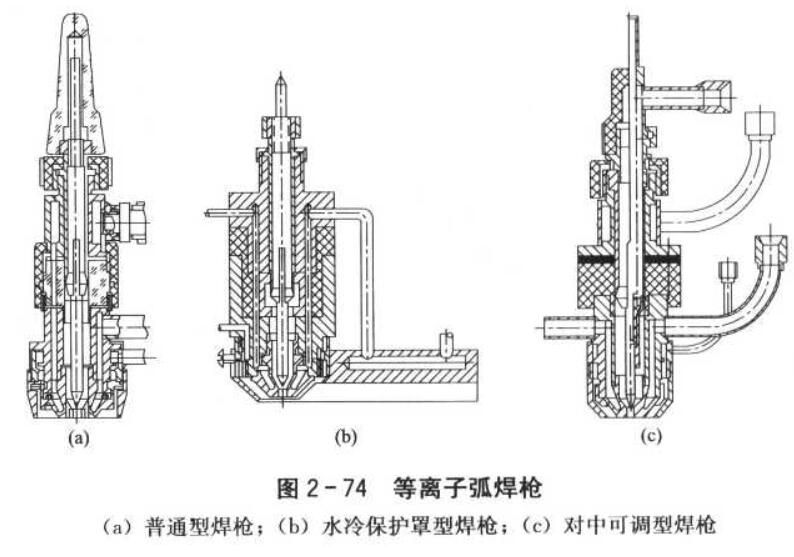
等离子弧焊枪主要由电极、电极夹头、压缩喷嘴、中间绝缘体、上枪体、下枪体和冷却套组成,其中最关键的部位是喷嘴和电极。等离子弧焊接喷嘴主要形式如图2-75所示。
影响喷嘴性能的主要几何尺寸是孔径破、通道长如和压缩角口[见图2-75(b)]。一定的孔径所能通过的最大焊接电流也是一定的,当焊接电流超过该孔径所能承受的最大电流时,就会产生“双弧”,从而破坏焊接过程的稳定。所以孔径d。的选用可视焊接电流的大小而定。
Zc,/d。通常称为通道比,这个比值越大,则对电弧的压缩效果越好,但超过一定值会导致双弧的产生。实际中常用的lO/dn值为1~1.15。
通道长Zo和压缩角a直接影响到电弧的压缩程度。通道越长,压缩角越小,对电弧的压缩作用越强,但超过一定限度时,同样会影响电弧的稳定性,所以应该选用合适尺寸的喷嘴。
生产上多采用如图2-75(b)所示的喷嘴,因为这种形式的喷嘴比单孔型喷嘴对电弧压缩效果好,焊接速度快。而图2-75(c)~(e)类型的喷嘴多用于焊接较大厚度的焊件,熔池不易下塌,电弧稳定,不产生双弧。厚度在6.5mm以上的焊件多采用如图2-75(d)、(e)所示类型的喷嘴。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
等离子
+关注
关注
2文章
233浏览量
29891 -
弧焊
+关注
关注
2文章
39浏览量
15804
发布评论请先 登录
相关推荐
什么是电感耦合等离子体,电感耦合等离子体的发明历史
电感耦合等离子体(Inductively Coupled Plasma, ICP)是一种常用的等离子体源,广泛应用于质谱分析、光谱分析、表面处理等领域。ICP等离子体通过感应耦合方式将
电感耦合等离子体的基本原理及特性
在电感耦合等离子体系统中,射频电源常操作在13.56 MHz,这一频率能够有效地激发气体分子产生高频振荡,形成大量的正离子、电子和中性粒子。通过适当调节气体流量、压力和射频功率,可以实现等离子体的高温、高密度和高均匀性。因此,I
等离子抛光和电解抛光区别在哪
等离子抛光和电解抛光是两种不同的表面处理技术,它们在材料加工、表面处理、光学元件制造、半导体制造等领域有着广泛的应用。这两种技术各有特点和优势,适用于不同的材料和应用场景。 1. 原理 等离子
通过结合发射和吸收光谱法比较激光等离子体的激发温度
激光等离子体是一种在许多科学和工业领域广泛应用的重要现象。理解和测量其激发温度对于材料科学、物理学和工程学都有着至关重要的意义。近期,一篇题为《Comparison of excitation
微波等离子处理对导电胶可靠性的影响
共读好书 陈婷 周伟洁 王涛 (无锡中微高科电子有限公司) 摘要: 研究了微波等离子工艺影响导电胶形貌的机理,进一步分析了等离子清洗次数对电路可靠性的影响。结果表明,对装片后的电路进行 1 次等离子
等离子发动机的原理 等离子发动机最大推力是多少
等离子发动机原理: 等离子发动机是一种利用电磁力将离子加速并喷射出来产生推力的发动机。它主要包括等离子体产生器、
等离子显示器特点 等离子显示器的工作原理
等离子显示器(Plasma Display Panel,简称PDP)是一种采用气体放电和发光材料发光的平板显示技术。与液晶显示器相比,等离子显示器拥有更高的对比度、更高的色彩饱和度和更快的响应速度
等离子电视和液晶电视区别 等离子电视和液晶电视哪个比较好
等离子电视和液晶电视是两种不同的显示技术,各自有其优点和特点。在决定哪种电视更好之前,我们应该了解两种技术的区别。下面将详细介绍等离子电视和液晶电视的特点、优缺点以及选择方面的考虑因素
掀起神秘第四态的面纱!——等离子体羽流成像
01、重点和难点 等离子体通常被认为是物质的第四态,除了固体、液体和气体之外的状态。等离子体是一种高能量状态的物质,其中原子或分子中的电子被从它们的原子核中解离,并且在整个系统中自由移动。这种状态
针对氧气(O2)和三氯化硼(BCl3)等离子体进行原子层蚀刻的研究
技术提供了典型应用。蚀刻工艺对器件特性有着较大的影响,尤其是在精确控制蚀刻深度和较小化等离子体损伤的情况下影响较大。
ATA-7030高压放大器在等离子体实验中的应用有哪些
高压放大器在等离子体实验中有多种重要应用。等离子体是一种带电粒子与电中性粒子混合的物质,其具有多种独特的物理性质,因此在许多领域具有广泛的应用,例如聚变能源、等离子体医学、材料加工等。
无标记等离子体纳米成像新技术
一种使用等离子体激元的新型成像技术能够以增强的灵敏度观察纳米颗粒。休斯顿大学纳米生物光子学实验室的石伟川教授和他的同事正在研究纳米材料和设备在生物医学、能源和环境方面的应用。该小组利用等离子

什么是电池化成?电池化成的三种方式 三种电池化成对比
电力供应。电池化成为许多物体注入了新的生命力,使得它们不再受限于传统电力线路的限制,从而提高了便携性和灵活性。下面将详细介绍三种常见的电池化成方式,并对它们进行比较。 第一种电池化成方式是通过直接替代原先能源。这意味着





 工商网监
工商网监
评论