 波峰焊工艺在调试方面有哪些内容和技巧
波峰焊工艺在调试方面有哪些内容和技巧
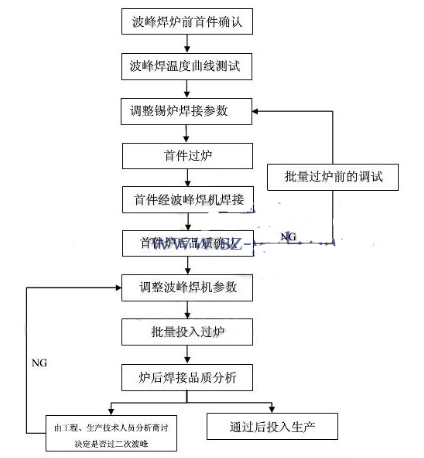
波峰焊接工艺是一个复杂的工艺过程,如果有哪个环节出现错误就会造成波峰焊接产品批量的不良。下面与大家分享一下波峰焊工艺主要调试内容和调试技巧。
波峰焊工艺轨道水平调试
工作中如果轨道不平行,整套机械传动装置装处于倾斜状态,也就是说整套机械运作倾斜。那么由于各处受力不均匀,将使受力大的部位摩擦力变大,从而导致运输产生抖动。严重的将可能使传动轴由于扭力过大而断裂。另方面由于锡槽需在水平状态下才能保证波前后的水平度,这样又将使PCB在过波时出现左右吃锡高度不致的情况。退步来讲即使在轨道倾斜的状态下能使波前后高度与轨道匹配,但锡槽肯定会出现前后端高度不致,这样锡波在流出喷口以后受重力影响将会在锡波表面出现横流。而运输抖动,波的不平稳都是焊接不良产生的根本原因。
波峰焊工艺机体水平调试
波峰焊机器的水平是整台机器正常工作的基础,机器的前后水平直接决定轨道的水平,虽然可以通过调节轨道丝杆架调平轨道,但可能使轨道角度调节丝杆因前后端受力不均匀而导致轨道升降不同步。在此情况下调节角度,终导致PCB板浸锡的高度不致而产生焊接不良。
波峰焊工艺运输速度调试
一般我们讲波峰焊运输速度为0-2M/min可调,但考虑到元件的润湿特性以及焊点脱锡时的平稳性,速度不是越快或越慢好。每种基板都有种佳的焊接条件:适宜的温度活化适量的助焊剂,波适宜的浸润以及稳定的脱锡状态,才能获得良好的焊接品质。(过快过慢的速度将造成桥连和虚焊的产生)
波峰焊工艺预热温度调试
波峰焊接工艺里预热条件是焊接品质好坏的前提条件。当助焊剂被均匀的涂覆到PCB板以后,需要提供适当的温度去激发助活剂的活性,此过程将在预热区实现。有铅焊接时预热温度大约维持在70-90℃间,而铅免洗的助焊剂由于活性低需在高温下才能激化活性,故其活化温度维持在150℃左右。在能保证温度能达到以上要求以及保持元器件的升温速率(2℃/以内)情况下,此过程所处的时间为1分半钟左右。若超过界限,可能使助焊剂活化不足或焦化失去活性引起焊接不良,产生桥连或虚焊。
另一方面当PCB从低温升入高温时如果升温过快有可能使PCB板面变形弯曲,预热区的缓慢升温可缓减PCB因快速升温产生应力所导致的PCB变形,可有效地避免焊接不良的产生。
推荐阅读:http://m.elecfans.com/article/658805.html
责任编辑:gt
-
pcb
+关注
关注
4319文章
23105浏览量
398081 -
焊接
+关注
关注
38文章
3139浏览量
59804 -
波峰焊
+关注
关注
12文章
309浏览量
18628
发布评论请先 登录
相关推荐
[推荐]波峰焊接技术 波峰焊接故障分析 波峰焊接工艺参数
电子组件的波峰焊接工艺
波峰焊工艺常见问题
分享一下波峰焊与通孔回流焊的区别

一文知道波峰焊焊接工艺调试技巧

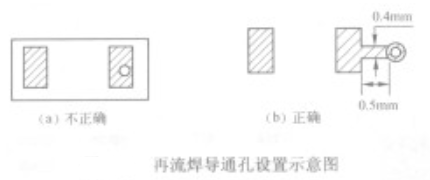
采用再流焊和波峰焊工艺时导通孔该如何设置
波峰焊工艺有哪些参数可进行调试 有什么经验技巧





 工商网监
工商网监
评论