 采用波峰焊进行焊接有哪些技术要求
采用波峰焊进行焊接有哪些技术要求
由于波峰焊设备安置在印制电路板组装自动线内,为保证印制电路板在焊按时能连续移动和局部受热,生成高质量的波峰焊点,对焊料和焊剂的化学成分、焊接温度、速度、时间等,都有严格的要求。
一、波峰焊接焊料
波峰焊是由焊锡波即部与按焊工件接触完成的,因此,在应丝毫氧化物和污染物。一般3个月需化验一次,防止铜离子杂质超标。
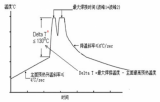
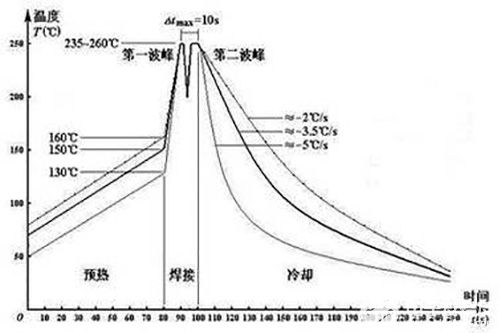
二、波峰焊接温度
波峰焊接温度是指波喷嘴出口处焊料的温度。采用共晶焊料时,焊接温度控制在230-260℃。对于HISnPb39焊料,对酚醛基板焊接,温度可低些,一般为230-240℃;对环氧基板焊接,温度可高些,一般为240-260℃。广晟德
三、波峰焊接速度
波峰焊接速度可用印制电路板上每个焊点停留在焊料波中的时间表示。速度的选择与焊接温度、印制电路板的大小、安装密度有关,一般可在0.5—2.5m/min的范围内调节,每个焊点的焊接时间约3s。焊接速度过快,易形成假焊、虚焊、搭焊、气泡等;焊接速度过慢,易损坏印制电路板和元器件。
四、波峰焊接深度
波峰焊接深度是指印制电路板压人波的深度。广晟德认为它对焊接质量影响较大,波过高,焊接面上产生焊料瘤、拉、搭焊,甚会使焊料在操作过程中溢到印制电路板的上表面,损伤元器件;波过低,易形成假焊、挂锡。通常压锡深度取印制电路板厚的l/2—3/4为宜。
五、波峰焊接角度
波峰焊接角度是指波峰焊接机倾斜的角度。合适的焊接角度,对消除拉、桥接等缺陷为重要。但角度过大,会造成焊点上的焊料过分流失,使焊点干瘪。一般可在5度8度间调整。
责任编辑:http://m.elecfans.com/article/935779.html
责任编辑:gt
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
印制电路板
+关注
关注
14文章
959浏览量
41059 -
焊接
+关注
关注
38文章
3275浏览量
60320 -
温度
+关注
关注
2文章
139浏览量
10493
发布评论请先 登录
相关推荐
什么是波峰焊,如何使PCBA组装自动焊接
,以特定的角度和浸入深度穿过焊料波峰进行焊接。
一、波峰焊工艺流程
波峰焊是电子产品组装过程中重要的一环,它涉及将电子元件通过
发表于 03-05 17:57
[推荐]波峰焊接技术 波峰焊接故障分析 波峰焊接工艺参数
的被后来的SMT技术所取代。波峰焊接的使用或需求,不但处于仍有小量增长的状态,而且在技术上由于业界在产品设计以及质量上的更严格要求而出现了一定的改进。 另一方面
发表于 11-17 14:28
微谈波峰焊料对焊接质量的影响
抗氧化磷的焊料,焊接效果更好; 5,尽量采用氮气保护,在氮气保护的氛围下,焊料与空气隔绝,能够避免浮渣的产生,这样的焊接缺陷最少,工艺控制也最佳。只是这种方法要求对设备改型,并提供氮
发表于 06-21 14:48
分享一下波峰焊与通孔回流焊的区别
称作分类元件回流焊,正在逐渐兴起。通孔回流焊接工艺就是使用回流焊接技术来焊接有引脚的插件元件和异形元件。对某些如SMT元件多而穿孔元件(插件
发表于 04-21 14:48
波峰焊操作流程及焊接的基本工艺
波峰焊接是让插件板的焊接面直接与高温液态锡接触达到焊接目的,其高温液态锡保持一个斜面,并由特殊装置使液态锡形成一道道类似波浪的现象,所以叫波峰焊,主要材料是焊锡条。目前
发表于 02-21 12:04
•3.3w次阅读
一文知道波峰焊焊接工艺调试技巧
波峰焊工艺参数调节注意有调节波峰焊高度、倾角、热风、焊料纯度、助焊剂喷涂量和波峰焊温度。这里面主要要调节的就是波峰焊的温度。波峰焊接工艺操作
发表于 10-01 16:45
•4597次阅读

波峰焊焊接温度曲线设置要求
波峰焊焊接温度设置基于所有助焊剂、PCB、组件和焊料的差异。助焊剂和焊料必须与PCB和元件相匹配,以达到完美的焊接效果。在波峰焊焊接温度的
发表于 06-17 14:30
•5697次阅读
日东波峰焊技术发展与设备特点全解析
的可靠性。今天,我们重点来了解一下波峰焊工艺的特点及波峰焊设备的要求。 相对于回流焊工艺,影响波峰焊焊接品质的因素较多,工艺参数更加复杂,所



波峰焊VS选择性波峰焊:技术差异与应用对比
这两种设备之间的差异。 工作原理 波峰焊设备,作为传统且广泛应用的焊接技术,其工作原理是将熔化的软钎焊料(如铅锡合金)通过电动泵或电磁泵喷流成设计要求的焊料





 工商网监
工商网监
评论