 表面黏着技术的回流焊溫度曲线分析
表面黏着技术的回流焊溫度曲线分析
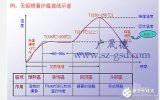
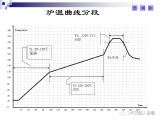
表面黏着技术(SMT, Surface Mount Technology)的回流焊溫度曲线包括预热、保温、回焊和冷却四个部份,以下为您介绍预热段与保温段这两部分。
(1)预热段
该段的目的是把室温的电路板尽快加热,但快速的加热不能快到板子或零件的损坏及导致助焊剂中溶剂的丧失,通常的加热速率为1-3℃/秒。 在实际生产中,并不能要求所选择每点的曲线均达到较为理想的情况,有时由于元件密度、所承受的高温度的不同及热特性的具大差异或由于板材的不同及回流炉能力的限制,会导致有些点的温度曲线法满足要求,这时必须综合各元件对整个电路板功能的影响而选择为有利的回流参数。
(2)保温段
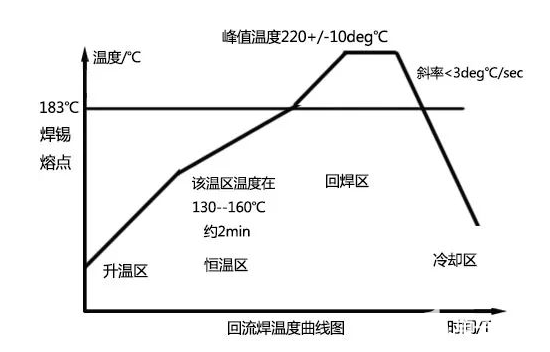
溶剂的沸点在125-150℃间,从保温段开始溶剂将不断蒸发,树脂或松香在70-100℃开始软化和流动,旦熔化,树脂或松香能在被焊表面迅速扩散,溶解于其中的活性剂随流动并与铅锡粉末的表面氧化物进行反应,以确保铅锡粉末在焊接段熔焊时是清洁的。保温段的更主要目的是保证电路板上的全部元件在进入焊接段前达到相同的温度,电路板上的元件吸热能力通常有很大差别,有时需延长保温周期,但是太长的保温周期可能导致助焊剂的丧失,以致在熔焊区法充分的结合与润湿,减弱焊膏的上锡能力,太快的温度上升速率会导致溶剂的快速气化,可能引起吹孔、锡珠等缺陷,而过短的保温周期又法使活性剂充分发挥功效,也可能造成整个电路板预热温度的不平衡,从而导致不沾锡、焊后断开、焊点空洞等缺陷,所以应根据电路板的设计情况及回流炉的对流加热能力来决定保温周期的长短及温度值。般保温段的温度在100-160℃间,上升的速率低于每秒2度,并在150℃左右有个0.5-1分钟左右的平台有助于把焊接段的端区域降低到小。
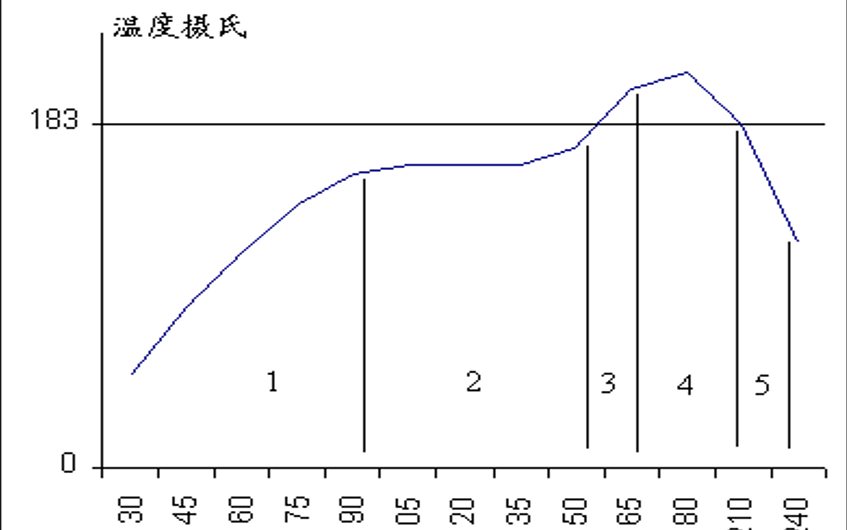
(3)、回流区
回流区的高温度是245度,低温度为200度,达到值的时间大概是35/S左右;回流区的升温率为:45度/35S=1.3度/S 按照(如何正确的设定温度曲线)可知:此温度曲线达到值的时间太长。整个回流的时间大概是60S
(4)、泠却区
泠却区的时间为100S左右,温度由245度降到45度左右,泠却的速度为:245度—45度=200度/100S=2度/S
推荐阅读:http://m.elecfans.com/article/921902.html
责任编辑:gt
-
电路板
+关注
关注
140文章
4963浏览量
97937 -
元件
+关注
关注
4文章
924浏览量
36704 -
焊接
+关注
关注
38文章
3139浏览量
59804
发布评论请先 登录
相关推荐
SMT回流焊的温度曲线解析
回流焊具体是怎样的呢?回流焊的原理是什么?
详细分享怎样设定锡膏回流焊温度曲线?
回流焊的温度曲线怎么设置
针对热风回流焊温度曲线的区域进行讲解
回流焊PCB温度的曲线讲解概述
理想无铅回流焊温度曲线的组成和变化情况分析
掌握焊接技巧:八温区回流焊炉温度曲线精要分析






 工商网监
工商网监
评论