 粘合剂提高了电机的可靠性,大大降低了电机噪音
粘合剂提高了电机的可靠性,大大降低了电机噪音
(文章来源:网络整理)
在小型电机外壳中组装索环或夹具也是一个繁琐的过程,会减慢制造过程并延迟交付给客户,索环和夹具的额外成本也降低了这两种方法的可取性。在微型电机的情况下,使用索环或专用夹具是具有挑战性的,因为电机的形状系数小,索环或线夹的物理尺寸可能要求给定电机使用更大的机架外壳,这是非常不可取的。
树脂具有较高的热变形和优异的传热性能,耐化学性,高温环氧的特点,能承受苛刻的环境,导热灌封化合物的配方以及长寿命,使封装后的电机满足电气和汽车用途的要求。
根据电机的性能和可制造性,对引线进行粘着固定是固定引线的最佳方法,操作员使用手持式注射器分配器在电线连接上手动涂抹一滴Loctite352光固化粘合剂,黏合剂的粘度使粘合过程简单快捷。由于粘合剂可以以任何模式进行操作,同样的过程适用于任何电机尺寸或配置。分配粘合剂后,将涂有涂料的电机总成放置在光固化输送机上,在该输送机上,30秒的光照完全固化粘合剂。
光固化后,引线完全加固,并立即准备好进行后续处理,光固化粘合剂的使用对电机精益生产非常重要,并且通过使用Loctite352光固化粘合剂,帮助他们显著缩短了在定制电机上的周转时间,有助于防止引线故障,能够提供高质量和高成本效益的解决方案。事实证明,这种组装方式比将整个PCB封装在塑料模塑件中更简单、更具成本效益。
为了实现这种高水平的电机定制,提供短的交货期,电机制造商需要开发能够快速制造小批量定制电机的粘合工艺,四种创新的电机粘合剂装配工艺如下:
引线固定/变形消除-使用Loctite352光固化丙烯酸粘合剂提高了电机的可靠性,并有助于将定子封装在塑料壳中。将定子粘到外壳上–使用Loctite3942光固化粘合剂,可以将定子粘到任何客户指定的外壳上,从而实现无限量的定制安装。电机内部的密封线-使用Loctite352光固化粘合剂通过密封导线延长电机寿命,以保护电机免受环境污染。降低电机噪音–使用Loctite3888双组分导电环氧粘合剂将定子与外壳粘合,消除了电机产生的电磁干扰,使其可用于最高精度的半导体应用。
引线与定子的连接是一个电机设计问题,引线通常穿过电机外部的外壳,如果没有正确固定或加固,引线可能会受到剧烈的拉力或振动,从而降低焊料连接。如果导线可以在电机中自由移动,焊点的不规则性(如焊球或尖峰)也会导致短路,为了防止引线故障,有多种方法可以使用,如粘固、索环或专用夹具。
塑料封装定子问题,最初的设想是电机可以通过封装材料中的螺栓孔直接安装。然而,客户要求的广泛的安装配置和既定的设计,使它不可能标准化的安装配置,满足每个客户的需求。为了提高电机的相对定制程度,开始使用Loctite3942光固化粘合剂将模压定子粘合到定制外壳中。定制的外壳通常由铝加工而成,以满足制造商当前的安装配置。为了将外壳与电机连接,将电机手动插入外壳。然后在定子和外壳之间的接口上涂上一层Loctite3942光固化粘合剂。然后,将配对组件放置在光固化传送带上,在该传送带上,30秒的光照射完全固化粘合剂。
定子/外壳接口问题,涂上Loctite粘合剂,能够为其客户提供所需的各种安装配置,定制安装支架的能力对客户来说是一个主要的好处,而且通常会大大缩短客户的装配时间。例如,一些电机配置有卡口式安装支架,允许在机器人设备的盲区手动装配电机。在定子/外壳接口上涂抹粘合剂也可以减少电机本体的总厚度。由于整体尺寸较小,电机的性能能够在较小的封装中为最终用户提供更好的性能。Loctite352光固化粘合剂是该应用的最佳粘合剂,其20000 cP的粘度正好密封开口,而不会污染电机内部。如果长时间闲置,粘合剂最终会流入开口,然而,这种情况永远不会发生,因为粘合剂几乎在配药后立即固化,将其放置在光固化传送带中。
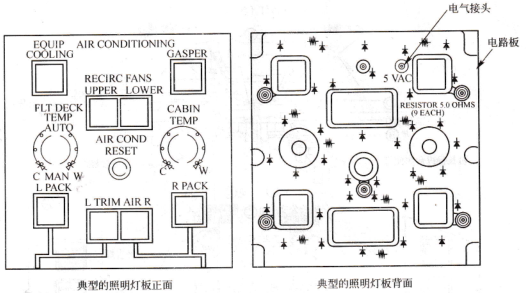
引线连接问题,通常穿过电机外壳中的开口,该开口直接在电机的使用环境和电机内部之间形成泄漏路径,必须密封此泄漏路径,以防止污垢颗粒和湿气等污染物损坏电机。污垢颗粒会束缚轴承或磨损导线,湿气或其他液体会导致轴承生锈或短路。
密封电线(也称为“灌封”)是电机制造商面临的共同挑战,可以使用多种方法密封导线连接,但最常见的两种方法是用粘合剂密封连接和使用热缩密封。当对热收缩密封进行评估时,它们没有有效密封。虽然密封件收缩以紧贴电线外部,但它们没有在电线之间充分密封。在评价胶粘剂时,胶粘剂的流变性至关重要。由于引线直接穿过外壳,因此不存在可以使用低粘度材料简单封装的空腔。这是一个没有底部的孔,要求材料足够厚,不能进入电机,但要足够薄,才能形成密封。多股电线之间要求粘合剂在引线周围流动,以形成完整的密封。这就要求粘合剂的流变性达到微妙的平衡。
(责任编辑:fqj)
-
电机
+关注
关注
142文章
9028浏览量
145671 -
粘合剂
+关注
关注
0文章
25浏览量
10066
发布评论请先 登录
相关推荐
LG化学进军汽车用粘合剂市场
无刷电机 MS39233 IC 如何助力运输机器人腾飞

汉高华南应用中心两周年!粘合剂助力手机屏占比、AI散热探索,材料创新无极限
二极管实现高电压和大电流转换的同时降低功耗并提高可靠性
DELO推出可靠密封图像传感器的新型粘合剂
ISO 8510-2 粘合剂-胶粘剂180°剥离试验机(软质与硬质粘合试样)

电机电磁噪音的产生机理和降低措施
电机损耗降低的方法有哪些
直流无刷电机的优势和劣势 直流无刷电机的特点及应用领域
变频电机与普通电机原理与结构差异
汉高:碳化硅、HBM存储等高成长,粘合剂技术如何助力先进封装





 工商网监
工商网监
评论