 电感值在二保焊机焊接过程的应用分析
电感值在二保焊机焊接过程的应用分析
(文章来源:网络整理)
在短路过渡形式的的二保焊中,电感是影响过程稳定性,焊缝融深的主要因素。
随着电感值的增大(或减小),焊缝融深增加(或减小)。电感值增加,则短路频率减小。电感值太大时,会引起大颗粒的金属飞溅,熄弧、起弧困难,容易产生焊丝成段炸断。反之太小时,短路电流增长速度过快,会造成很细的颗粒飞溅,焊缝边缘不齐,成型不良。合适的电感值可以调节短路电流增长速度,从而控制飞溅的大小,而且还可以调节短路频率、电弧燃烧时间,控制电弧热量,以适合不同厚度焊件的焊接。
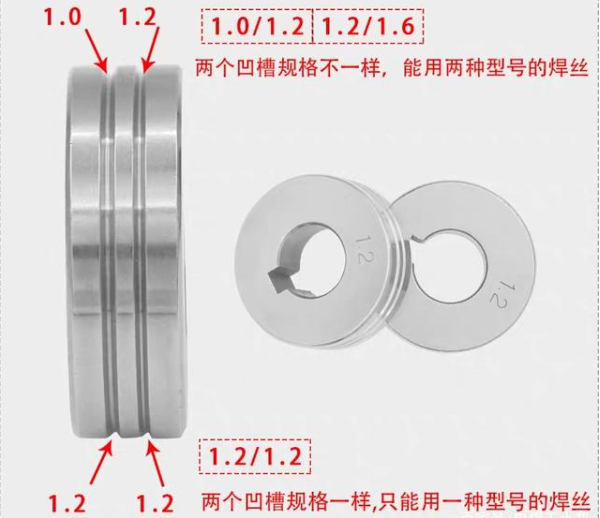
电感应根据焊丝直径、电流、电弧电压等来选择。焊丝越细,熔化速度越快,短路过渡频率越大,要求的短路电流上升速度就越大。
电感值和电弧特性,电弧推力,是一个意思,它就是调节电弧软硬程度的。
使用电感调节旋钮时,当焊接时,感觉电弧偏软无力,可向左调节。当感觉飞溅较大,且电弧穿透力较强时,可向右调节。
在没有仪表指示的条件下,焊接时调电感主要靠观察飞溅大小和焊缝成形,以及从电弧的声音情况去判断。以柔和、清晰、连续而不夹杂暴躁的炸裂声为好。
电感值的单位名称是毫亨。以下是各种规格焊丝具体电感值,可以了解一下。0.6毫米碳钢焊丝电感值是0.02~0.23毫亨,0.8毫米碳钢焊丝电感值是0.04~0.30毫亨,1.0毫米碳钢焊丝电感值是0.08~0.40毫亨,1.2毫米碳钢实心焊丝电感值是0.08~0.50毫亨。这是资料上面的一些数值,有什么意义吗?你只需要知道每种焊丝都有一个合适的电感值范围,在此范围内调节才能良好的结果。数值越小,电感值调节旋钮向左调节,电弧特性变硬的倾向性越大。一句话,数值小电弧硬,数值大电弧软。这是我个人的一些体会,仅供参考。
为了获得最高的短路频率,要选择最合适的电弧电压,对于直径为0.8~1.2毫米的焊丝,该值在20伏左右,最高短路频率约100赫兹。
(责任编辑:fqj)
-
电感值
+关注
关注
0文章
35浏览量
9541 -
焊接
+关注
关注
38文章
3274浏览量
60294
发布评论请先 登录
相关推荐
电阻焊机在线监测技术的应用与优势分析
汽车焊接过程的实时监控技术探析
焊接过程自动记录仪的应用与优势分析
焊接电压波动分析仪的应用与影响研究
自动焊接能量记录仪:精准监控焊接过程能量变化
焊接过程可视化的应用前景有哪些
焊机弧压与空载电压区别?
对比分析点焊机与传统焊接方法
激光锡膏和普通锡膏在焊接过程中有哪些区别?

IGBT焊机驱动波形的正常表现及影响因素
焊接过程视觉监控技术的应用与挑战
比斯特自动化|圆柱电池气动点焊机焊接过程不稳定的原因分析






 工商网监
工商网监
评论