 焊膏的再熔焊工艺和再流焊接要求有哪些
焊膏的再熔焊工艺和再流焊接要求有哪些
锡膏回流焊工艺及焊膏要求,要充分把握焊膏的再熔焊工艺,猜测是否会有很多不好的再流焊接。如果再熔焊工艺不熟悉,就很难理解焊膏的再熔焊特性,容易导致批量焊差。下面分享了焊膏的再熔焊工艺和焊膏的再流焊接要求。一起来看看吧。
一、将焊膏置于回流焊加热环境中,将焊膏再熔焊分为四个阶段。
1.达到所需粘度和丝网印刷性能的溶剂开始蒸发,温度上升必须缓慢(大约每秒3°C),以限制沸腾和飞溅,以防止小锡珠的形成,有些成分对内应力很敏感,如果成分的外部温度上升过快,就会造成断裂。
2.助熔剂活性强,化学清洗操作开始,水溶性焊剂和非洗涤剂具有相同的清洗作用,但温度略有不同。除去金属氧化物和即将结合的焊料颗粒中的一些污染。冶金中一个好的锡焊点需要一个“干净的”表面。
3.当温度继续升高时,焊料颗粒熔化并开始液化和吸收表面锡的“灯草”过程,覆盖所有可能的表面,并开始形成焊点。
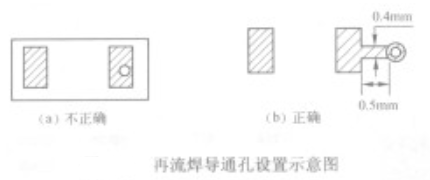
4.这一阶段很重要。当所有单个焊料颗粒熔化并形成液态锡时,表面张力就开始形成焊料的表面。如果元件销与PCB焊盘之间的间隙大于4英里,则可能是由于引脚与焊盘之间的表面张力造成的,导致锡点的打开。在冷却阶段,如果冷却速度快,锡点的强度将稍大,但不应太快导致元件内部的温度应力。
二、锡膏再流焊要求摘要。
1.重要的是要有足够的缓慢加热,使溶剂安全蒸发,以防止锡珠的形成,并限制因温度膨胀而引起的元件内应力,从而使断裂痕迹可靠。
2.焊剂再流焊的活动阶段必须有适当的时间和温度,当焊料颗粒刚开始熔化时,必须完成清洗阶段。
3.使焊料颗粒完全熔化,液化形成冶金焊接,残留溶剂和焊剂残留蒸发形成焊脚表面,在焊膏再熔焊时间和温度曲线中形成焊脚表面,这对于使焊料颗粒完全熔化、液化形成冶金焊接、残留溶剂和焊剂残馀蒸发、形成焊脚表面具有重要意义,如果这一阶段太热或太长,可能会对元件和PCB造成损害。
4.根据焊锡膏供应商提供的数据,对焊锡膏的回流温度曲线进行了设定,同时掌握了元件内温度应力变化的原理,即加热温升速率小于3°C/s,冷却温降率小于5℃。在焊膏再流焊中,如果PCB组装的尺寸和重量非常相似,则可以使用相同的温度曲线。
推荐阅读:http://m.elecfans.com/article/926790.html
责任编辑:gt
-
pcb
+关注
关注
4319文章
23084浏览量
397661 -
焊接
+关注
关注
38文章
3125浏览量
59728 -
焊膏
+关注
关注
0文章
43浏览量
10381
发布评论请先 登录
相关推荐
无铅再流焊工艺控制有哪些管控难点
采用再流焊和波峰焊工艺时导通孔该如何设置






 工商网监
工商网监
评论