 在焊接过程中如何才能使焊点表面光滑清洁
在焊接过程中如何才能使焊点表面光滑清洁
电路板焊锡工序很多人会认为不重要,随意拿起电铬铁将熔锡往需接合的地方一放便完工,这造成有假焊锡及接触不良的现象;又恐锡接合得不牢固,铬铁较长时间接触焊点,造成被焊的零件长期受热损坏或铜电路与基板脱离,或铜电路断裂,造成断路。以上两种情况都会令电子制作不成功,而且事后还会浪费较多时间及人力检查线路板上每一焊点及元件,所以焊锡焊接方法做得不好。
1、先刮后焊:要焊的元件引线上有油渍或锈蚀不易吃锡。即使把焊锡勉强的“糊”上一点结果却是假焊。焊前要刮干净。在把引脚蘸入松香,用含锡电烙铁头在引脚上来回磨擦,直到引脚上涂上薄薄焊锡层。
现在大多数电子元件的可焊性是很好的,因此手工焊接不需淌锡处理(前提必须使用带助焊剂的焊锡丝),对于元件保管不当,致使元件引脚氧化或有污物,则需淌锡处理。
2、掌握温度技巧,温度不够焊锡流动性差易凝固温度过高则易滴淌。焊点挂不住焊锡。(1)要想温度合适根据物体的大小用功率相应的烙铁。(2)要掌握加热时间。烙铁头带着焊锡压焊接处。被焊接物便被加热。焊锡从烙铁头自动流散到被焊物上时。说明加热时间以到。此时迅速移开烙铁头。便留下一个光亮的圆滑焊锡点。移开烙铁头焊点留不住焊锡。则说明加热时间短。温度不够。或焊点太脏。烙铁头移开前焊锡就往下流加热时间长温度过高。
3、上焊锡适量:根据焊点大小蘸取的焊锡量足够包住被焊物。形成光亮圆滑的焊点一次上焊锡不够可再补上。但须待前次焊锡被一同容化之后移开烙铁头。有的人焊接时象燕子垒窝一样往上堆焊锡。结果焊了不少焊锡就是不牢。
4、扶稳不晃:焊物须扶稳夹牢特别焊锡凝固阶段不可晃动。凝固阶段晃动容易产生假焊。焊点象豆腐渣一样。为了平稳手腕枕在一支撑物上。坐或立要端正。
5、少用焊膏: 它是一种酸性 助济焊后应擦净焊膏不然严重腐蚀线路。使焊点脱开。因此少量。尽量不用焊锡膏。在使用不含松香的焊锡条时,松香是较好的焊料。烙铁沾焊锡后在松香上点一下然后迅速焊接。或用百分95的酒精与松香配成焊剂焊接时点上一滴即可。另外说一句溶液还可以刷在清干净的焊点。和印刷线路板上使板光亮如初。
6、有些人在市场买的劣质焊锡丝,焊锡的外观色泽发乌不亮,需要较高温度才能焊接成功,这样的焊锡最易假焊。
7、当铬铁咀黏附有残余过热的锡粒时,将铬铁咀在焊锡台的海绵上擦掉,或用小刀刮去锡粒。
8、焊好电子零件:首先当然是电烙铁(一般家用电器上用的电烙铁最好就35W~40W,地线,保温的最好);其次是焊锡丝,一定要用低温焊锡丝(熔点低,焊在线路上就觉得平滑光亮);第3就是烙铁头了,使用前后都得保护好,保证使用中烙铁头是光亮(不要使它在氧化状态工作)。
9、焊好一个零件,考的是个人焊接的技术了,比如焊个贴片IC,我一般会用拖锡法,建议焊接IC都用这方法,把贴片第一脚和最后一个脚先焊一下,以固定IC的位置,IC位置都固定好了,脚位又对齐了,那就用烙铁头在IC的第二脚上加焊锡丝,边加锡丝,烙铁头边往下拉。要做到快准,拉到最后几个脚的时候就不要加锡丝,这样一次性的拖锡法,焊点又漂亮又不虚焊,也不会IC脚和脚之间产生短路;
焊点表面要光滑、清洁,焊点表面应有良好光泽,不应有毛刺、空隙,无污垢,尤其是焊剂的有害残留物质,想要焊的漂亮焊要选择合适的焊料与焊剂。接技术好得加强自己的操作水平,平时要多练习各种焊接技术。
推荐阅读:http://www.elecfans.com/d/625611.html
责任编辑:gt
-
电子元件
+关注
关注
94文章
1312浏览量
56368 -
电烙铁
+关注
关注
11文章
250浏览量
44287 -
焊接
+关注
关注
38文章
3026浏览量
59514
发布评论请先 登录
相关推荐
贴片焊接过程中为什么会出现短路
焊接过程中电流电压监测系统
影响石材表面光度的因素
碳刷太短但没有露出铜引线,且换向器表面光滑,会不会引起励磁绕组烧毁?
表面光电压谱仪的软件设计

表面光波多点触控技术是什么
助焊剂在波峰焊接过程中的作用、原理及工作模式
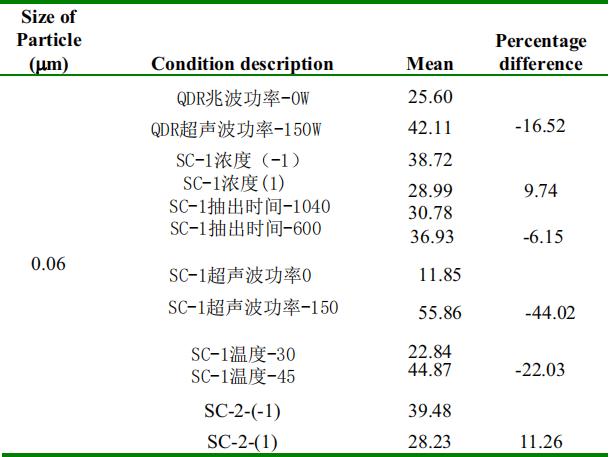
RCA清洁变量对颗粒去除的影响
助焊剂在焊接过程中需要清洗吗?






 工商网监
工商网监
评论